

Теоретичні відомості
Часто виникає проблема обробляти поверхні, які повинні займати певне положення однієї відносно другої по колу, наприклад грані головок гвинтів, впадини між зубами фрез і т. д. При цьому в залежності від кількості поверхонь, що обробляються необхідно забезпечити поворот заготовки на певний кут. Для повороту заготовки застосовують пристрій, який має назву - ділильна головка (рис. 6). Ділильні головки можуть бути спрощеними і універсальними. Перші забезпечують поділ кола на певну кількість ділянок. Універсальні ділильні головки забезпечують рівномірну кількість варіантів поділу кола на ділянки.
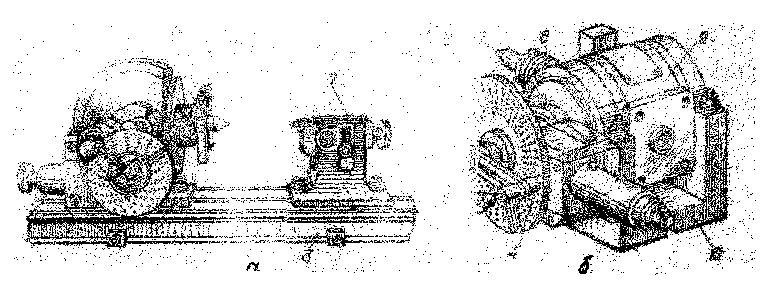

Рис. 6. Ділильна головка.
Механізм ділильної головки розташований в корпусі, який встановлюється на стіл верстата. Правильне положення корпуса забезпечується шпонкою, яка закріплена на основі корпуса і входить у паз стола.
В корпусі розташований шпиндель з конусним отвором. На його кінці і нарізана зовнішня різьба. Заготовку закріплюють в патроні, який накручується на шпиндель, або встановлюють між переднім і заднім центрами. Один з центрів і закріплений в літальній головці, а іншій - в задній бабці. Шпиндель приводять у рух рукояткою, яка поєднана з валом, що проходить через ділильну головку. Вал і шпиндель поєднані черв'ячною передачею, причому на шпиндель насаджене черв'ячне колесо, а черв'як виготовлений суцільно з валом. Таким чином для повороту шпинделя на 360° вал здійснить стільки обертів, скільки зубів має черв'ячне колесо.
Де: п – кількість обертів рукоятки, z – кількість частин заготовки, що обробляється, N – характеристика ділильної головки. При визначенні кількості обертів рукоятки можна отримати неправильний дріб. Це означає, що потрібно зробити певну кількість повних обертів, а потім повернути рукоятку додатково по колам в кожному з яких та чи інша кількість отворів.
![]() .
.
Основні технологічні операції:
Для фрезерування граней гвинта цю роботу виконують в такій послідовності:
На столі верстата встановлюють і закріпляють ділильну головку.
Шпинделю ділильної головки надають вертикального положення.
В патроні ділильної головки закріпляють заготовку.
Фрезу виставляємо на глибину різання, для чого вертикальною подачею піднімають стіл до зіткнення торця заготовки з фрезою. Потім виводять заготовку з під фрези і піднімають стіл на задану глибину різання.
Перед початком роботи затягують колодку ділильної головки гвинтами.
Потім фіксують консоль і поперечний стіл.
Вмикають подачу охолоджувальної рідини.
Фрезерують одну грань, потім відводять заготовку від фрези і поворотом патрона виставляють деталь (заготовку) на 90°. Інші три грані фрезерують в тому ж порядку.
Прилади, обладнання і матеріали:
1. Фрезерний верстат 6Р80,
2. Фреза торцьова.
3. Заготовка, матеріал - сталь 40.
4. Вимірювальний інструмент.
Лабораторна робота №5
Тема: Вибір оптимального режиму різання і розробка технологічної карти під час роботи на верстаті 6Р80.
Мета:
1. Вивчити ступінь використання технічних можливостей верстата.
2. Навчитися послідовно розробляти технологічний процес.