

3. Основы стандартизации
В курсовой работе необходимо провести анализ Государственного (Национального) стандарта на изделие в соответствие с вариантом, указанном в задании на курсовую работу. Номер стандарта можно определить в указателе стандартов [9] или в справочнике конструктора, например, в [7].
При анализе стандарта:
а) сравнить структуру исследуемого стандарта с требованиями ГОСТ Р 1.5. Охарактеризовать ГОСТ Р 1.5;
б) сравнить оформление стандарта с требованиями ГОСТ Р 1.5 и дать практические рекомендации по совершенствованию анализируемого стандарта;
в) определить вид исследуемого стандарта в соответствии с ГОСТ Р 1.0. Охарактеризовать ГОСТ Р 1.0;
г) обосновать выбор конструктивного исполнения изделия для курсовой работы, выбранного из исследуемого стандарта. Описать конструкцию изделия, привести размеры параметров.
4. Выбор посадок гладких цилиндрических соединений
4.1. Выбор переходной посадки
Переходные посадки используются в неподвижных разъёмных соединениях для точного центрирования деталей.
В этих посадках поля допусков отверстия и вала перекрываются частично или полностью, поэтому из партии деталей в сопряжении возможно получение как зазора, так и натяга. Сочетание наибольшего диаметра отверстия Dmax с наименьшим диаметром вала dmin даёт наибольший зазор:
Smax = Dmax - dmin (4.1)
При наибольшем предельном размере вала dmax и наименьшем предельном размере отверстия Dmin получается наибольший натяг:
Nmax = dmax - Dmin (4.2)
В качестве переходных посадок ГОСТ 25346-82 (СТ СЭВ 144-75) предусматривает следующие:
H/js, H/k, H/m, H/n — в системе отверстия;
Js/h, K/h, M/h, N/h — в системе вала.
Эти посадки характеризуются малыми зазорами и натягами; они предусмотрены только в 4–8-м квалитетах, точность валов в них на один квалитет выше точности отверстия.
Для гарантии неподвижности одной детали относительно другой их дополнительно крепят шпонками, винтами и т. д.
Выбор переходных посадок производят, исходя из требуемой точности центрирования и лёгкости сборки и разборки соединения. Точность центрирования определяется величиной Fr радиального биения втулки на валу, возникающего при одностороннем смещении втулки из-за зазора.
Погрешности формы сопрягаемых поверхностей, смятие неровностей и износ деталей при повторных сборках и разборках увеличивают радиальное биение. Поэтому для создания запаса точности в переходных посадках наибольший зазор Smax необходимо определять по следующей формуле:
Smax = Fr/KT, (4.3)
где KT = 2–5 - коэффициент запаса точности.
В курсовой работе необходимо подобрать переходную посадку по заданному радиальному биению и коэффициенту запаса точности, построить схему расположения полей допусков для выбранной посадки с указанием предельных отклонений диаметров отверстия и вала, определить вероятное количество сопряжений с зазором и натягом, исходя из предположения, что рассеяние действительных размеров отверстий и валов подчинено нормальному закону распределения случайных величин.
Пример
Для переходной посадки, указанной на схеме, определим номинальный диаметр, замерив его на сборочном чертеже и округлив до ближайшего значения из ряда [2]. Радиальное биение и коэффициент запаса точности выберем из задания по своему варианту.
Дано, например,: номинальный размер Ø 50;
радиальное биение Fr = 90 мкм;
коэффициент запаса точности KT = 3.
Для обеспечения заданного радиального биения максимальный зазор Smax в переходной посадке не должен превышать (4.3)
Smax = 90/3 = 30 мкм.
Прежде чем выбрать посадку, определимся с системой образования посадки. В рассматриваемом примере примем систему вала. В курсовой работе выбор системы образования посадки необходимо обосновать.
Примем
поле допуска основного вала 50
h6
и по таблицам стандартов [2] определим
цифровые значения предельных отклонений:
верхнее es
= 0; нижнее
ei
= -16 мкм. Для
того, чтобы максимальный зазор не
превышал 30 мкм верхнее отклонение
отверстия ЕSне должно быть
больше 14 мкм (![]() ).
Ближайшим полем допуска отверстия
является 50
Js7
c
предельными отклонениями: ЕS
= 12 мкм; ЕI
= -12 мкм. Для
выбранной переходной посадки построим
схему расположения полей допусков (рис.
4.1) и определим:
).
Ближайшим полем допуска отверстия
является 50
Js7
c
предельными отклонениями: ЕS
= 12 мкм; ЕI
= -12 мкм. Для
выбранной переходной посадки построим
схему расположения полей допусков (рис.
4.1) и определим:
наибольший зазор Smax = 28 мкм;
наибольший натяг Nmax = 12 мкм;
средний зазор Sср = 8 мкм, который соответствует средним размерам деталей и определяется по формуле:
![]() ,
(4.4)
,
(4.4)
где
![]() - серединное
отклонение отверстия;
- серединное
отклонение отверстия;
![]() -
серединное отклонение вала.
-
серединное отклонение вала.
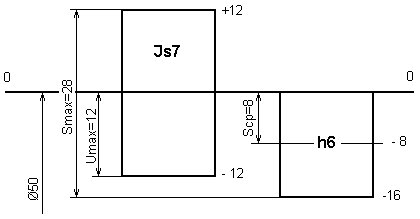
Рис. 4.1. Схема расположения полей допусков переходной посадки
Определим вероятность получения в данной посадке зазоров и натягов, считая, что рассеяние размеров подчиняется нормальному закону, который описывается кривой Гаусса (рис. 4.2). На расстоянии х = Sср = 8 мкм от оси у находится ордината, соответствующая нулевому зазору (натягу). Заштрихованная на рис. 4.2 площадь характеризует вероятность получения соединений с зазором, незаштрихованная – с натягом. Вся площадь под кривой соответствует общему числу сопряжений данной посадки, т. е. вероятность равна 1, или 100%.
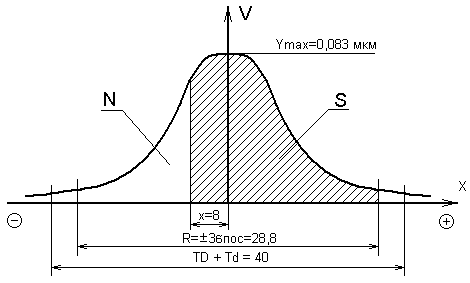
Рис.4.2. Кривая Гаусса для закона нормального распределения
При законе нормального распределения среднее квадратическое отклонение σ определяется по формуле
![]() ,
(4.5)
,
(4.5)
где TD - допуск отверстия;
Td - допуск вала,
а относительное отклонение z равно:
![]() .
.
Определим диапазон рассеяния зазоров и натягов R , допуск посадки Т и покажем их на рис. 4.2.
![]() ;
(4.6)
;
(4.6)
Т = TD + Td = 24 + 16 = 40 мкм. (4.7)