

15.2 Фильтрование продуктов обогащения
Фильтрование - представляет собой разделение жидкой и твёрдой фаз пульпы с помощью пористой перегородки под действием разности давлений, создаваемой разряжением или избыточным давлением воздуха. Жидкая фаза проходит через поры перегородки и собирается в виде фильтрата, а твёрдая задерживается на поверхности, образуя слой осадка – кека (рис. 15.6, рис. 15.7).
Рис. 15.6 Схема операции фильтрования
W– содержание влаги в продукте
Рис. 15.7 Схема операции фильтрации
Фильтрование применяется для обезвоживания тонкозернистых и шламистых материалов. Это нашло широкое применение на обогатительных фабриках и в химической промышленности.
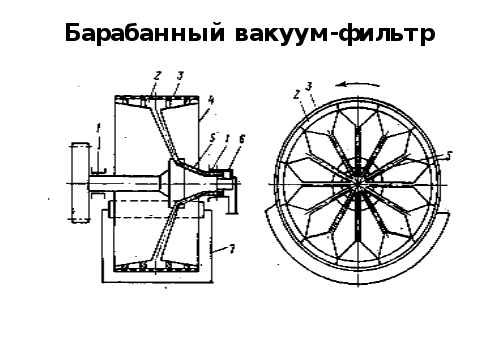
Рис. 15.8 Барабанный вакуум-фильтр
1-подшипники; 2-камера; 3-решётка; 4-барабан;
5-канал; 6-распределительная головка; 7-ванна.
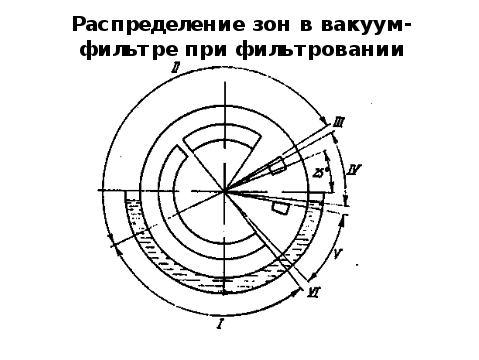
Рис. 15.9 Распределение зон в вакуум-фильтре
при фильтровании
I-зона фильтрования; II- зона просушки;IIIи
VI- промежуточные зоны; IV-зона отдувки;
V- зона регенерации.

Рис.15.10 Распределительная головка (а) и полый вал дискового вакуум-фильтра

Рис. 15.11 Дисковый вакуум-фильтр
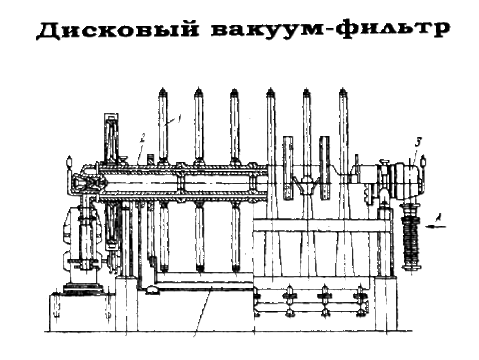
Рис. 15.12 Дисковый вакуум-фильтр
1-диски; 2-полый вал; 3-распределительная
головка; 4-корыто.
Преимущества вакуум-фильтра
Высокая производительность и возможность фильтрования в одном фильтре двух различных продуктов, для чего корыто фильтра делится на два самостоятельных отделения. На фильтре удобно и быстро заменяются отдельные секторы дисков при прорыве ткани.
Недостатки вакуум-фильтра
Неполное удаление кека с ткани, так как нож снимает кек только с центральной части сектора, не касаясь его краёв. Последнее значительно повышает влажность кека.
15.3 Сушка продуктов обогащения
Сушка - это процесс удаления влаги из продуктов путём испарения под действием тепла (рис. 15.13).
Рис. 15.13 Схема операции сушки
W – содержание влаги в продукте
Параметры сушки:
1. Допустимая для транспортирования влажность продуктов 3-4%;
2. Температура продуктов сгорания на входе в барабан 600-1200ºС, на выходе 60-150º С;
3. Производительность барабанных сушилок 4-42 т/ч.


Р
а
в
а - общий вид б, в - внутренний вид барабана соответственно
с периферийными и секторными насадками.
Лекция 16. Опробование и контроль процессов обогащения
План лекции
Виды и масса проб
Технологический и товарный баланс
Виды и масса проб
На современных обогатительных фабриках ежедневно перерабатываются десятки тысяч тонн руды. Исследовать такое количество исходной руды и продуктов обогащения невозможно, поэтому для изучения химических и минералогических свойств их отбираются пробы, т.е. небольшая часть материала, обладающая свойствами всей массы опробуемого материала. Совокупность операций отбора, обработки и исследования проб называется опробованием.
Зависимость массы пробы от размера кусков опробуемой руды выражается формулой Чечотта:
Q=kdα,
где Q – масса пробы, кг; d - диаметр максимального куска, мм; k,α – коэффициенты, зависящие от качества руды, т.е. от содержания в ней ценного компонента, от крупности и равномерности распределения его в руде.
Опробование на обогатительной фабрике производят по определенной схеме, соответствующей технологической схеме процесса (рис. 16.1). Полученные в результате опробования данные характеризуют состояние процесса или продукта в момент взятия пробы. Опробование может быть систематическим и периодическим. Систематически отбирают пробы на влажность поступающей на фабрику руды и готовых концентратов; содержание металлов в руде, в концентратах перед сгущением, в товарных концентратах и хвостах; плотность пульпы в сливах классификаторов, гидроциклонов, плотность сгущенных концентратов; щелочность пульпы; гранулометрический состав измельченной руды; расход и концентрацию реагентов; содержание твердого в сливе сгустителей.
Рис.
16.1 Схема разделки проб

Периодически отбирают пробы для контроля гранулометрического состава исходной и дробленой руды, гранулометрического состава и плотности слива мельниц и песков классификаторов для определения циркулирующей нагрузки и регулирования процессов измельчения и классификации и др.
Полное опробование технологического процесса для составления количественно-шламовой схемы производят один раз в один-три месяца. Для составления баланса металлов пробы берут каждый час, интервал между частными пробами составляет 20— 30 мин.
Современные обогатительные фабрики оборудованы приборами для автоматического контроля технологического процесса и регулирования его. Контроль технологического процесса состоит в непрерывном изучении и наблюдении за технологическим процессом и работой различных агрегатов. Этот контроль осуществляется путем определения массы переработанной руды и получаемых продуктов обогащения, проведения анализов гранулометрического состава руды и продуктов обогащения, минералогических, химических анализов их; определения плотности пульпы, влажности продуктов, концентрации водородных ионов, извлечения металлов в продукты обогащения. Контролируется и определяется расход воздуха, воды, электроэнергии, шаров, футеровки и других материалов.
Взвешивание на фабрике применяется для определения количества переработанной руды и полученных концентратов (масса хвостов определяется по разности). Руду, поступающую на фабрику в вагонетках или грузовых автомобилях, взвешивают на весовых платформах, а руду, поступающую в железнодорожных вагонах, взвешивают на вагонных весах. Автоматические конвейерные весы устанавливаются, как правило, в дробильном отделении и на ленточных конвейерах, подающих руду в мельницы. Установка весов перед тонким измельчением имеет то преимущество, что в этом случае можно контролировать количество руды, поступающей на обогащение, что очень важно для ведения технологического процесса и для определения суточной и сменной производительности фабрики.
Масса концентратов, получаемых на фабрике определяется на основании химических анализов и массы руды, а также непосредственным взвешиванием их в контейнерах, и вагонах.
При составлении баланса металлов учитывают массу сухой руды, поэтому при взвешивании обязательно отбирают пробу на влажность и вычитают массу влаги из общей массы руды. Проба на влажность отбирается от концентратов при упаковке их в тару или отгрузке в вагоны.
Ситовые анализы производятся для определения гранулометрического состава руды и продуктов дробления, измельчения и флотации. Крупность дробленого продукта контролируется ситовыми анализами при поступлении его в цех измельчения. Чаще всего ситовой анализ применяется при контроле тонкости помола при измельчении и классификации.
Минералогический анализ классов крупности исходной руды и продуктов обогащения показывает наличие сростков в хвостах или концентратах, а следовательно, необходимость более тонкого измельчения руды или доизмельчения концентратов и промпродуктов.
Особенно важным при измельчении и флотации является контроль за плотностью пульпы, т.е. содержанием в ней твердого (% твердого). Прежде всего контролируют плотность сливов классификатора и гидроциклона, так как они являются исходным питанием для флотации.
В настоящее время широко применяется автоматическое регулирование плотности сливов классификаторов и гидроциклонов. Наиболее широкое распространение получили пьезометрические индикаторы плотности, действие которых состоит в том, что при постоянной разнице в глубине пьезометрических трубок перепад давления, возникающий в них, зависит только от плотности пульпы. Конструкция этих индикаторов весьма проста, и они дают высокую точность измерения (±1%).
Для автоматического измерения плотности пульпы применяются плотномеры различной конструкции (весовые и радиоактивные), которые не только автоматически замеряют плотность пульпы, но и автоматически регулируют ее.
Определение концентрации ионов водорода производят либо измерением рН, либо титрованием определенного объема раствора кислотой или щелочью определенной концентрации.
В промышленных условиях рН измеряют рН-метрами (потенциометрами) с использованием компенсационного метода. Величина рН измеряется непрерывно с фиксацией на диаграмме.
В высокощелочных средах, создаваемых известью, обычно рН измеряется титрованием испытуемых растворов кислотой в присутствии индикатора. В этом случае щелочность раствора выражается содержанием свободной окиси кальция в единице объема раствора, например 200—300 г/м3.
Контроль за расходом флотационных реагентов является особенно важным, так как избыток их или недостаток оказывает вредное влияние на флотационный процесс. Особенно тщательно контролируется приготовление растворов реагентов определенных концентраций.
При установке автоматических питателей измерение расхода реагентов производится автоматически с диспетчерского пульта.