

Контрольная работа №2 по теме: Выбор режимов обработки и технологического оборудования для ниточного соединения деталей одежды
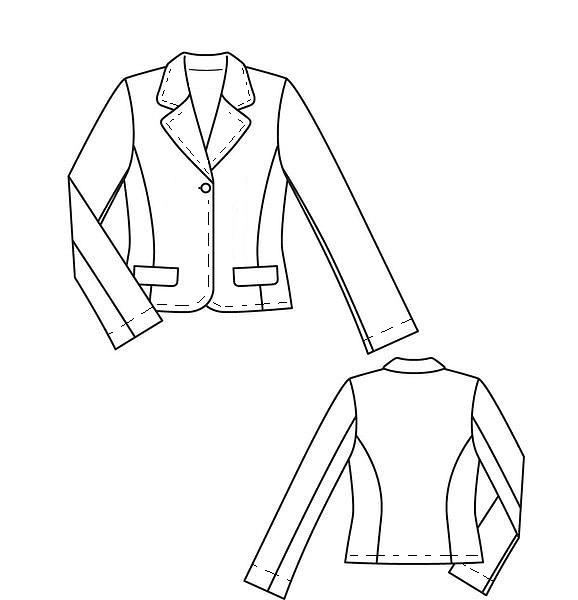
1. Жакет полуприлегающего силуэта из полушерстяной костюмной ткани, классической длины до линии бёдер, с втачными рукавами, открытой бортовой застёжкой на одну петлю и одну пуговицу, отложным воротником пиджачного типа.
На полочках продольные рельефы, выходящие из пройм рукава и доходящие до низа изделия. На обеих полочках нижние прорезные карманы с клапанами расположенными параллельно низу изделия.
На спинке продольные рельефы из пройм до низа. Спинка цельнокроеная.
Рукава прямые длинные двухшовные. Лацканы с округленными углами , край борта закруглённый внизу. Отделочные строчки проходят по борту, воротнику и низу изделия.
2. Характеристика ниточных соединений
|
Наименование шва |
Графическое изображение шва, код |
Тип стежка, код |
Режимы соединения |
Применение | ||||
|
Шш, мм |
№ ниток |
№ игл |
n |
| ||||
|
Настрочной с обметанными срезами |
|
Стачивающая строчка двухниточного челночного стежка к.301 Обметочная строчка трехниточного цепного стежка к.505
|
Ш1=10 Ш2=3
|
35 ЛЛ 36 ЛХ 45 ЛЛ 44 ЛХ
|
80–90 75–80 75–80
|
n1=3,0ст./см n2=3,5ст./см b2= 5мм n2=3,5ст./см b2= 5мм
|
Рельефные швы переда и спинки | |
|
Стачной, выполненный одной строчкой с обметыванием срезов |
|
Стачивающая строчка двухниточного цепного стежка Обметочная строчка трехниточного цепного стежка к.505
|
Ш1=10 Ш2=3
|
35 ЛЛ 36 ЛХ 45 ЛЛ 44 ЛХ
|
80–90 75–80 75–80
|
n1=3,0ст./см n2=3,5ст./см b2= 5мм n2=3,5ст./см b2= 5мм
|
Боковые швы, нижнего шва рукава, подкладка кармана | |
|
Обтачной в «кант», без обметывания срезов |
|
Стачивающая строчка двухниточного челночного стежка к.301 |
Ш1= 10 Ш2= 3
|
35 ЛЛ 36 ЛХ 45 ЛЛ 44 ЛХ
|
80–90 90–100
|
n1=3,5ст./см n2=3,0ст./см
|
Обтачивание воротника и борта, клапан кармана | |
|
Вподгибку с закрытым срезом |
|
Стачивающая строчка двухниточного челночного стежка к.301 |
Ш=2 |
35 ЛЛ 36 ЛХ 45 ЛЛ 44 ЛХ
|
80–90 90–100
|
n1=3,5ст./см n2=3,0ст./см
|
Обрабокта низа рукавов и низа изделия | |




3. Характеристика оборудования для ниточного соединения
|
Марка машины,оборудования,завод изготовитель |
Тип стежка |
Обрабатываемые материалы |
Технологическая характеристика |
Выполняемые операции |
|
Оверлок SunSir SS-В757F-516X2-56, Китай |
505 |
Средние и тяжелые материалы |
Величина дифференциальной подачи 0,7 — 2 мм. Расстояние между иглами - 5 мм. Ширина обметки - 6 мм. Максимальная скорость - 5500 об/мин. |
Стачивание с одновременным обметыванием |
|
Одноигольная машина челночного стежка SunSir SS-A387H, Китай |
301 |
Средние и тяжелые материалы |
Максимальная скорость шитья - 5000 ст/мин. Длина стежка - 5 мм. Высота подъема прижимной лапки - 5/13 мм. |
Стачивание |
|
GT 670-01 Typical Промышленная швейная машина (петельная), Китай
|
|
Легкие и средние материалы |
Максимальная скорость шитья - 1500 ст/мин. Расстояние между отверстиями пуговицы 2.0-6.5x0-6.5 ммВысота подъема прижимной лапки - 14 мм. Диамметр пуговиц 10-20 |
Образование петли |
|
GT 660-01 Typical Промышленная швейная машина (комплект)
|
|
Легкие и средние материалы |
Пришивание пуговиц |