

1.3. Конструкция паяного соединения
Для того чтобы обеспечить достаточную прочность и монолитность паяного шва, необходимо принять к рассмотрению ряд факторов: параметры зазора между спаиваемыми деталями (его ширину, длину и площадь), а также конфигурацию стыка.
1.3.1. Ширина зазора между соединяемыми деталями
Зазор должен быть достаточен для того, чтобы любые остатки флюса или газов были удалены раньше, чем он будет заполнен припоем. Иначе они останутся в качестве включений и могут серьезно ослабить шов. Поэтому конструкция соединения и способ нанесения припоя должны обеспечивать затекание припоя в зазор только с одной стороны (рис. 1.3).

Рис. 1.3. Одностороннее затекание припоя в зазор
При исследовании зависимости предела прочности стыкового паяного шва от величины зазора были сделаны следующие выводы:
- предел прочности шва достигает максимума при уменьшении зазора до 0,05 мм, а затем вновь уменьшается для очень узких зазоров;
- по мере увеличения зазора предел прочности шва уменьшается до величины, характерной для самого припоя (рис. 1.4).

Рис. 1.4. Зависимость предела прочности стыкового паяного шва
от величины зазора
Таким образом, для получения качественного паяного шва на ювелирном изделии рекомендуется величину зазора устанавливать в пределах 0,01–0,1 мм. Однако при изготовлении ювелирной продукции производить такие точные измерения чаще всего нет возможности. Поэтому для достижения приемлемой величины зазора мастер должен полагаться на свой опыт и профессионализм.
Чаще всего зазор стремится сам себя отрегулировать до оптимальной величины соответственно поверхностному натяжению расплавленного припоя. Основной целью мастера должно быть использование именно такого количества припоя, которое необходимо для полного заполнения шва и недопущения дефектов пайки. Кроме того, необходимо избегать в конструкции изделий широких зазоров.
Для того чтобы облегчить затекание припоя в зазор и содействовать образованию аккуратных обтекаемых швов, с краев спаиваемых деталей желательно снимать фаску (рис. 1.5).

а б
Рис. 1.5. Втягивание припоя в зазор:
а – острые края; б – скругленные края
1.3.2. Длина и площадь зазора
Традиционно считается, что увеличение длины или площади зазора приводит к возрастанию прочности соединения. До определенного предела эта закономерность верна. Однако с дальнейшим увеличением этих величин не происходит пропорционального возрастания прочности, а в некоторых случаях возможно снижение сопротивления определенным нагрузкам.
Кроме того, увеличение площади спаиваемых поверхностей сверх некоторого определенного предела влечет за собой повышение газонасыщаемости. Это, в свою очередь, приведет к увеличению пористости и существенному ослаблению соединения.
1.3.3. Конфигурация стыка и способы его оптимизации
Стыки ювелирных поверхностей относительно невелики, и их невозможно выполнять с соблюдением жестких промышленных допусков (применяемых, например, в машиностроении). Однако разработка конструкции стыков играет очень важную роль при проектировании ювелирных украшений. Это связано с тем, что потребительские требования к ювелирным изделиям включают в себя не только эстетическую привлекательность, но и такие аспекты, как прочность, надежность, долговечность.
Паяные соединения подразделяют (рис. 1.6): а) на стыковые (ПВ-1, ПВ-2,…); б) нахлесточные (ПН-1, ПН-2,…); в) угловые (ПУ-1, ПУ-2,…); г) тавровые (ПТ-1, ПТ-2,…); д) соприкасающиеся (ПС-1, ПС-2,…).
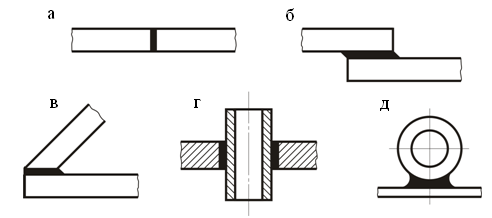
Рис. 1.6. Основные типы паяных соединений
При пайке ювелирных изделий применяются два основных типа соединения: нахлесточные и стыковые; при необходимости можно сочетать оба этих типа. С точки зрения конструкции и конфигурации паяных швов наименьшей прочностью отличаются простые стыковые швы (рис. 1.6а), т.е. когда две детали спаиваются между собой торцами. Стыковые соединения используют при пайке изделий, не требующих особой жесткости, герметичности и прочности.
Существуют способы увеличения прочности шва, которые можно учитывать при конструировании стыков. В большинстве случаев они сводятся к увеличению площади контакта и уменьшению концентрации напряжений путем перераспределения нагрузок, испытываемых изделием при эксплуатации.
Типичными конфигурациями стыков, увеличивающих прочность шва, являются: стык вскос, ступенькой, внахлест, со стыковой накладкой, с двумя накладками (рис. 1.7).

Рис. 1.7. Типичные конфигурации стыков, увеличивающие прочность шва:
а – вскос; б – ступенькой; в – внахлест; г – со стыковой накладкой;
д – с двумя накладками
Скошенные и ступенчатые соединения хороши тем, что они прочнее пайки торец в торец, кроме того, сохраняется толщина детали и ее общая форма. Однако они значительно затрудняют качественную подгонку деталей. Соединения внахлест и со стыковыми накладками обеспечивают наиболее прочный и надежный шов. Однако их недостаток заключается в том, что подобное соединение увеличивает толщину, вес и форму изделия.
В Т-образных стыках шов можно усилить следующими способами:
- вставляя одну деталь в отверстие или паз, проделанный в другой детали (рис. 1.8а);
- с помощью галтелей, образованных припоем. У идеальной формы галтели краевой угол стремится к нулю, а сама галтель имеет выгнутую форму (рис. 1.8б).

а б
Рис. 1.8. Усиление шва в Т-образных стыках:
а – с помощью паза; б – с помощью галтелей, образованных припоем
Вывод
Наряду с эстетической привлекательностью, немаловажную роль играет прочность соединений ювелирного украшения. Однако наличие включений флюса и газов, трещин и пор очень существенно ослабляют соединение. Получение качественного и прочного шва зависит не только от практических аспектов процесса пайки. Многие факторы можно учесть еще на стадии проектирования ювелирного украшения. А именно, важно учитывать следующие вопросы:
- Как припой затекает в зазор?
- Можно ли заставить течь припой в одном направлении и снизить возможность появления карманов, захватывающих флюс или воздух?
- Можно ли изменить конструкцию стыка для усиления шва без вреда для эстетической привлекательности украшения?
- Можно ли использовать усиление шва с помощью галтелей из припоя?
- Можно ли переместить шов в менее заметное место, для того чтобы иметь возможность для его дополнительного усиления?
Таким образом, при проектировании ювелирных изделий необходимо уметь находить компромисс между необходимостью получения шва достаточной прочности и желанием сохранить эстетическую привлекательность украшения [2].