

2.6 Подготовка стержневых смесей
Стержневое отделение состоит из трех рабочих мест.
Первое место для приготовления мелких стержней вручную. Расположено на участке изготовления форм, смесь подается в коробе. Стержни подвергаются тепловой сушке в электрокамере. Стержни имеют простую конфигурацию. Изготавливают стержни вручную с помощью пневмотрамбовки.
Второе место машинной формовки стержней расположено с южной стороны обрубно-очистного пролета. Имеются две встряхивающие 1,5 тонные стержневые машины. Смесь подается второй земледелкой ленточным транспортером в бункер над мешалками.
Изготавливаются в основном стержни для упоров.
Это крупные и довольно сложные стержни. После изготовления половинок их окрашивают, а затем сушат в газовых камерных сушилах, затем склеивают с последующей тепловой подсушкой.
Третье
место предназначено для изготовления
средних стержней вручную. Расположено
на формовочном полете. Смесь подается
в коробе. Изготавливают стержни
с помощью ручной трамбовки .
.
2.7 Внутрицеховой транспорт
К внутрицеховому транспорту относят все виды подъемно-транспортных средств, обеспечивающие технологический процесс изготовления отливок.
Формовочно-сборочно-заливочно-выбивное отделение мелкого литья оборудовано автоматической линией 8Л91265СМ с комплексом транспортировочного оборудования: тележным конвейером и автоматической выбивной решеткой.
Свежий песок со склада сухих песков или от сушил подается системой ленточного конвейера.
Отработанная смесь – ленточным конвейером. Глина от установки для приготовления глинистой суспензии и крепителя – по трубопроводу.
Стержневое отделение оборудовано комплексно-механической линией.
Шихтовые материалы из железнодорожных вагонов перегружаются мостовыми кранами в закрома.
Привозной песок из железнодорожных вагонов перегружают в прирельсовые ямы, из которых мостовым грейфером перегружается в закрома для хранения. Штучные грузы перемещаются электрическими мостовыми кранами разной грузоподъемности и передаточными тележками.
2.8 Формовочное отделение
Изготовление литейных форм осуществляется на двух формовочных машинах «Герман», грузоподъемностью 3т, и машине «234А» (2 шт.), грузоподъемностью 1,5 т (рис.2.2), расположенных на разных пролетах.
Принцип работы формовочной машины «234А»
 Поворотный
механизм состоит из двух пар рычагов,
по паре на каждой стороне машины.
Расстояние между неподвижными точками
вращения каждой пары рычагов и между
их подвижными шарнирами на других концах
одинаковы. Поэтому при повороте ведущего
рычага от кривошипного механизма с
помощью пневмогидравлического цилиндра
поворота перекидной стол по пути своего
переноса поворачивается на 180
вокруг горизонтальной оси. Находящаяся
на перекидном столе набитая полуформа
становится теперь в другое положение
для вытяжки модели, которая и осуществляется
с помощью вытяжного механизма. При
встряхивании же перекидного стола
(вместе с находящейся на нем модельной
плитой и опокой) рычаги остаются
неподвижными, так как призма, с которой
сочленены их концы, допускает подъем
перекидного стола при встряхивании,
сама же остается неподвижной. Чтобы эта
призма не вышла из своего гнезда в
боковине перекидного стола, имеются
упоры, по одному на каждом направляющем
рычаге. Эти упоры и поддерживают
перекидной стол на цилиндрических
поверхностях его боковин, или щек, как
показано пунктиром на рисунке 2.2.
Поворотный
механизм состоит из двух пар рычагов,
по паре на каждой стороне машины.
Расстояние между неподвижными точками
вращения каждой пары рычагов и между
их подвижными шарнирами на других концах
одинаковы. Поэтому при повороте ведущего
рычага от кривошипного механизма с
помощью пневмогидравлического цилиндра
поворота перекидной стол по пути своего
переноса поворачивается на 180
вокруг горизонтальной оси. Находящаяся
на перекидном столе набитая полуформа
становится теперь в другое положение
для вытяжки модели, которая и осуществляется
с помощью вытяжного механизма. При
встряхивании же перекидного стола
(вместе с находящейся на нем модельной
плитой и опокой) рычаги остаются
неподвижными, так как призма, с которой
сочленены их концы, допускает подъем
перекидного стола при встряхивании,
сама же остается неподвижной. Чтобы эта
призма не вышла из своего гнезда в
боковине перекидного стола, имеются
упоры, по одному на каждом направляющем
рычаге. Эти упоры и поддерживают
перекидной стол на цилиндрических
поверхностях его боковин, или щек, как
показано пунктиром на рисунке 2.2.
Приемные столы встряхивающих формовочных и стержневых машин с поворотной плитой и с перекидным столом снабжают так называемыми нивелирующими механизмами. Назначение нивелирующего механизма обеспечить правильную вытяжку модели из формы при неправильной тыловой поверхности опоки или неровном подопочном щитке.
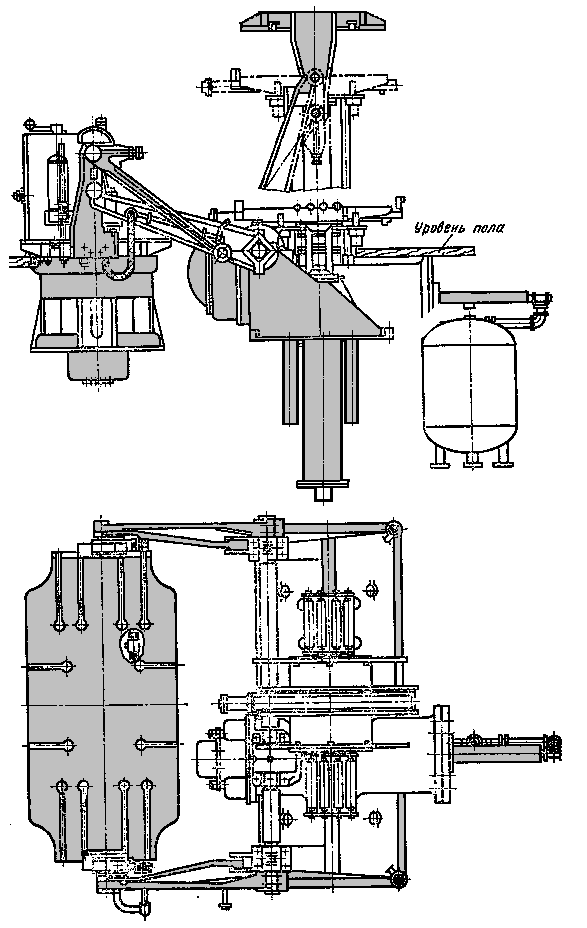
Рисунок 2.2- Схема встряхивающей машины с перекидным столом