

2.1 Математико-статистические методы выборочного контроля
Математико-статистические выборочные методы (или методы выборочного контроля) применяются на предприятиях пищевых производств главным образом при осуществлении входного, межоперационного и окончательного контроля в целях проверки соответствия продукции установленным требованиям.
Эти методы в отличие от техники контрольных карт не оказывают непосредственного воздействия на производство, они выявляют брак уже в готовой продукции. Вместе с тем, на основании полученных данных можно сделать вывод о причинах возникновения брака и принять действенные меры к их устранению.
Сущность методов выборочного контроля заключается в отборе и проверке выборок из имеющейся партии, которые служат основанием для принятия решения о качестве всей партии.
Часто стопроцентный контроль и разбраковка продукции невозможны либо в силу высокой трудоёмкости, либо в силу неизбежного разрушения контролируемого объекта.
Кроме того, в связи с утомлением (особенно при наличии крупных партий), ослаблением внимания или недостаточной квалификацией контролеров стопроцентный контроль продукции еще не дает гарантии, что вся негодная продукция будет извлечена из партии.
С другой стороны, партия продукции во многих случаях может содержать некоторое количество дефектной продукции без особого ущерба для потребителя, особенно если дефект легко обнаруживается, например, визуально.
Поэтому обоснованное применение выборочного метода, в соответствии с которым тщательной проверке подвергаются лишь немногие образцы продукции, может создавать более правильное представление о качестве партии, чем стопроцентный контроль всей продукции. Математико-статистические выборочные методы ещё до проведения контроля точно помогают устанавливать объём отбираемой от партии выборки, позволяя тем самым научно обобщить и оценить ошибки, совершённые при принятии решения относительно данной партии. При этом партия должна быть изготовлена в возможно более единообразных условиях (одна и та же смена, на одном и том же оборудовании, одним и тем же рабочим и т.п.). Изделиям, входящим в состав выборки, даётся качественная альтернативная оценка с использованием простейших средств индикации («красное – зелёное», «годное изделие – брак» и др.).
Таким образом, относительно каждой единицы продукции в выборке можно сделать однозначный вывод. Решение же о принятии или отклонении партии, т.е. о том, приемлем ли для потребителя наблюдаемый процент брака в выборке, определяется экономическими показателями. Решение зависит от различных факторов, например, от заданной стандартом допустимой доли брака по данному признаку, а также от ущерба, наносимого приёмкой и дальнейшим возвратом и исправлением бракованной продукции.
2.2. Одновыборочный приемочный контроль
Из партии объема N отбирается однократная выборка объема n (n < N). Чтобы по данным этой выборки можно было судить о качестве всей партии, выборка должна быть репрезентативной (представительной) и как можно лучше отображать свойство партии, т.е. она должна быть случайной.
Если партия анизотропна по дефектной продукции, то выборки А, В, С, D (рис. 1) будут содержать разное число единиц дефектной продукции (обозначены звездочками).
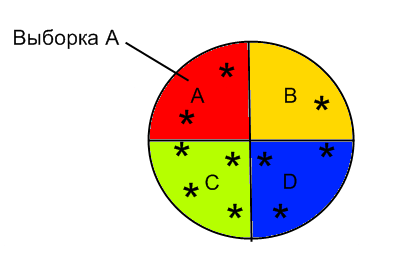
Рис.1. Репрезентативность выборки
В одной выборке, например А, дефектной продукции может быть в два раза меньше, чем в С. Если о качестве всей партии судить по выборке С, то всю партию следует забраковать, а если судить по выборке А, то партию необходимо принять.
Случайную выборку на практике можно получить тщательным перемешиванием партии и произвольным отбором «вслепую» отдельных единиц продукции или же путем их отбора из разных мест партии.
Одновыборочный план устанавливает принципы оценки партии по одной выборке. Кроме объема выборки n, для этого служит приемочное число С.
Действует следующее правило: если количество дефектных изделий а, обнаруженных в выборке объема n, меньше или равно С (а ≤ С), партия N считается годной и принимается. При a > С партия бракуется, т.е. возвращается производителю, что в общем случае обозначает последующей стопроцентный контроль с разбраковкой изделий.
На рис. 2 показана предельная диаграмма одновыборочного плана.

Рис.2. Предельная диаграмма одновыборочного плана
Ее построение осуществляется следующим образом. В декартовой системе координат по оси абсцисс откладывают количество отобранных изделий n, а по оси ординат – количество забракованных изделий a.
Каждое отобранное изделие отмечается на графике правее предыдущего: годное на том же уровне, а дефектное – на единицу выше.
В результате каждая выборка характеризуется случайной траекторией, которая заканчивается в точке с абсциссой nвыб, равной количеству отобранных изделий в этой выборке.
При применении выборочного метода могут иметь место ошибки двух родов.
Ошибка первого рода возникает, когда потребитель бракует на основании выборочного контроля годную партию с низким процентом брака Pα , так как отобранная выборка содержала больше дефектных элементов, чем предусмотрено приемочным числом С.
Вероятность такого ошибочного решения – браковки партии качества Pα называется риском поставщика и обычно обозначается α. Если, например, α=0,05, то это означает, что среди ста партий качества Pα пять будут несправедливо забракованы потребителем.
Ошибочное решение о принятии партии с высоким процентом брака Pβ (Pβ>Pα) представляет собой ошибку второго рода. Это имеет место, когда взятая из партии выборка не содержит вообще или содержит лишь небольшое число дефектных изделий. Вероятность такого решения называется риском потребителя и обозначается β.
Рациональный план контроля должен составляться так, чтобы вероятности α и β принятия ошибочных решений были, по возможности, невелики. Их задают заранее, и они зависят в частности, от того, каким последствиям может привести принятие и дальнейшее использование дефектной продукции.
В большинстве случаев выбирают значения α = 0,05 и β = 0,10. Pα – это так называемый допускаемый уровень качества, который задается поставщиком; Pβ – максимально допустимый процент брака, который выбирается потребителем.
Между Pα и Pβ , с точки зрения решения о принятии или отклонении партии, находится область неопределенности, уменьшение которой достигается за счет сближения позиций поставщика и потребителя по отношению к достигнутому проценту брака.