

Лекция_27+
.doc
ЛЕКЦИЯ №27
МНЛЗ для производства круглой заготовки
Круглая непрерывнолитая заготовка широко используется в индустриально развитых странах для производства бесшовних труб, железнодорожных колес и бандажей, а также качественного сортового проката. Этому способствовали достижения в области внепечной обработки, обеспечивающие высокий уровень качества жидкой стали, а также дальнейшее усовершенствование процесса непрерывной разливки стали.
И сследованиями,
проведенными в ФРГ, США, Японии и бывшем
СССР, установлено, что использование
круглой литой заготовки по сравнению
с применением непрерывнолитых блюмов
при производстве труб имеет определенные
преимущества. Во-первых, поверхность
круглой заготовки имеет более высокое
качество, чем квадратной (нет продольных
и угловых трещин). Это непосредственно
приводит к более высокому качеству
труб, изготовленных из круглой
непрерывнолитой заготовки (рис.27.1).
сследованиями,
проведенными в ФРГ, США, Японии и бывшем
СССР, установлено, что использование
круглой литой заготовки по сравнению
с применением непрерывнолитых блюмов
при производстве труб имеет определенные
преимущества. Во-первых, поверхность
круглой заготовки имеет более высокое
качество, чем квадратной (нет продольных
и угловых трещин). Это непосредственно
приводит к более высокому качеству
труб, изготовленных из круглой
непрерывнолитой заготовки (рис.27.1).

Рис.27.1. Общий вид круглой непрерывнолитой заготовки (слева) и бесшовных труб, полученных из них (справа)
Во-вторых, повышенная плотность равноосной структуры в осевой зоне круглых заготовок обеспечивает снижение количества микродефектов. Последние обычно образуются на внутренней поверхности трубы из-за наличия осевой пористости у квадратных заготовок.
Размерный сортамент литых круглых трубных и колесных заготовок довольно широк: от 150 до 500 мм. Кроме того, на сортовых МНЛЗ открытой струей отливаются заготовки диаметром 100-130 мм.
Непрерывная разливка круглых стальных заготовок осуществляется на МНЛЗ, которые в конструкционном плане близки к традиционным блюмовым МНЛЗ (рис.27.2). Качественные трубные марки сталей разливаются преимущественно на радиальных или криволинейных МНЛЗ с многоточечным загибом и разгибом заготовки, что позволяет получать заготовки диаметром 300-400 мм. Базовый радиус на этих машинах колеблется в пределах 10-14 м в зависимости от максимального диаметра отливаемой заготовки.
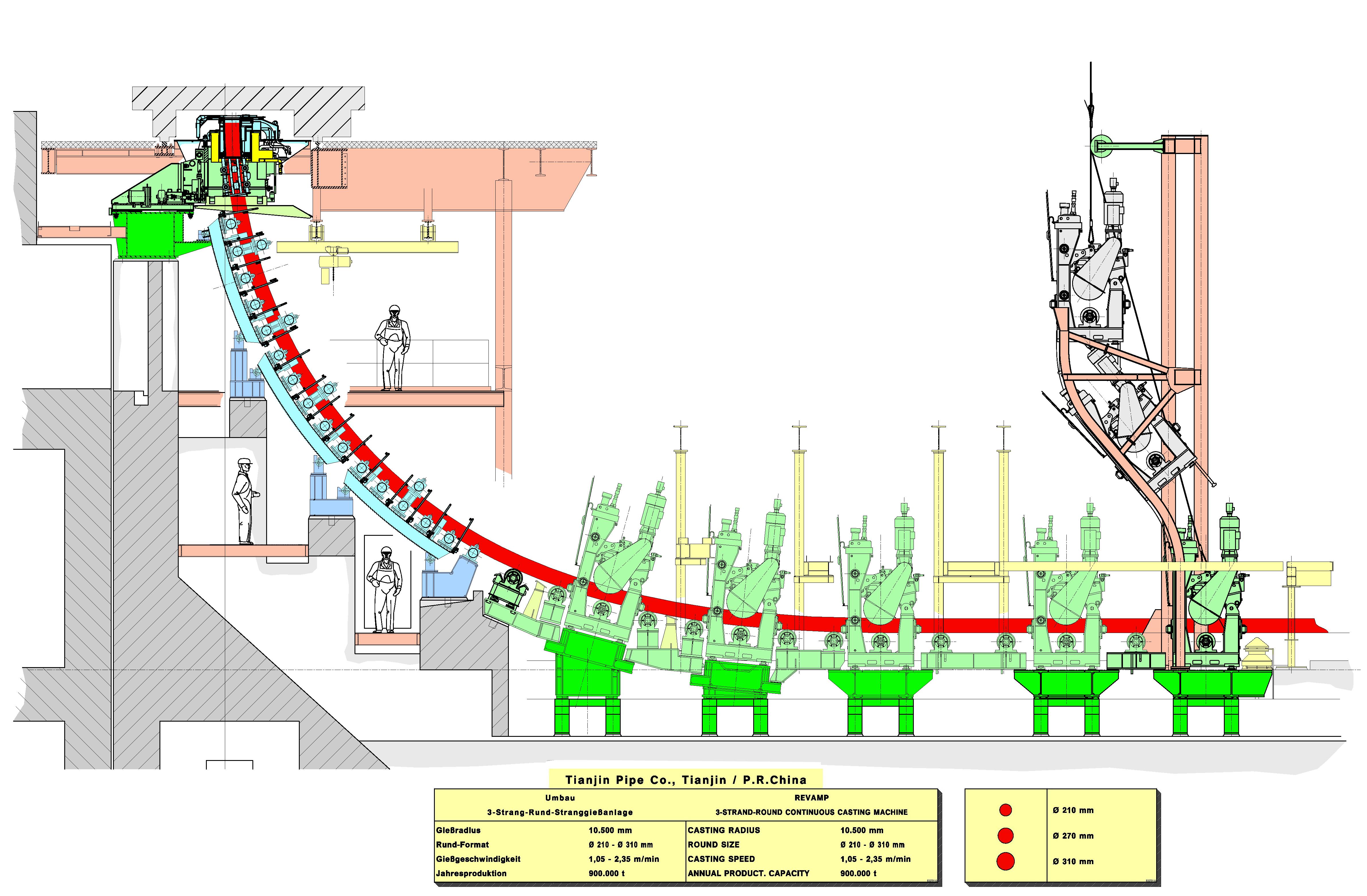
Рис.27.2. Схема современной МНЛЗ для разливки круглой заготовки
В целом же МНЛЗ для получения круглой заготовки больше распространены в странах с развитым металлургическим и машиностроительным комплексом, в т.ч. в государствах Восточной Европы. Основными производителями машин для разливки круглых стальных заготовок являются фирмы MDM (Германия), SMS-Demag (Германия) и Danieli (Италия).
Твердый каркас (оболочка) круглого непрерывнолитого слитка является более эластичной и менее подверженной воздействию ферростатического давления и внутренних напряжений в сравнении с непрерывнолитым слитком прямоугольной формы. Это позволяет отливать круглые заготовки диаметром, равным толщине прямоугольного слитка, с более высокой на 20-25% скоростью вытяжки. Вместе с тем площадь поперечного сечения круглого слитка и, следовательно, масса 1 погонного метра на 21,5% меньше площади квадратного слитка со стороной, равной диаметру круглого слитка. Таким образом, производительность ручья при отливке круглой заготовки и квадрата со стороной, равной диаметру, практически одинакова.
Между тем при непрерывном литье круглых заготовок, особенно при разливке на радиальных МНЛЗ, повышается степень неравномерности толщины затвердевающей оболочки слитка в кристаллизаторе, что приводит к образованию овальности поперечного сечения. Развивающаяся овальность является основной причиной возникновения продольных наружных и внутренних трещин (рис.27.3).
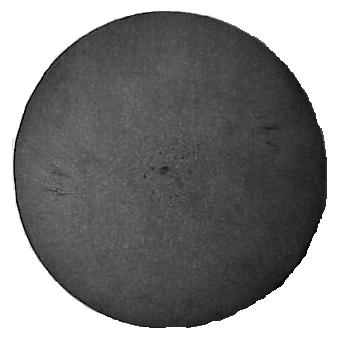
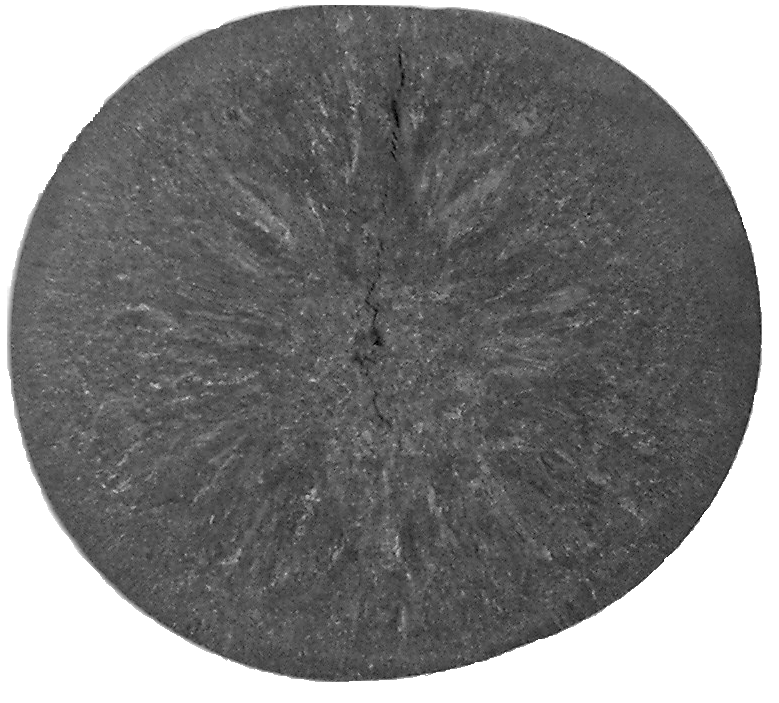
Рис.27.3. Фотографии поперечных темплетов непрерывнолитой заготовки диаметром 150 мм с правильной (слева) и с деформированной (справа) геометрической формой (овальностью)
Многочисленными промышленными исследованиями установлено, что для снижения овальности заготовки необходимо, прежде всего, устранение неравномерности теплоотвода в начальный момент затвердевания, то есть в кристаллизаторе. Особое значение при этом имеет характер подвода струи металла в кристаллизатор, осуществляемый, как правило, через прямоточный погружной стакан, и качество поверхности гильзы (рис.27.4).

Рис.27.4. Общий вид гильз кристаллизаторов, используемых для получения круглой заготовки
В конструкционном плане внутренняя поверхность гильзы выполняется одно- или двухконусной для круглой заготовки большого диаметра и параболической для мелкой круглой заготовки. При этом рабочая поверхность имеет защитное покрытие на основе хрома или никеля.
Для равномерного отвода тепла по периметру заготовки в зоне вторичного охлаждения рекомендуется использовать специальную схему расположения форсунок (рис.27.5.).
В последнее время в мировой практике полностью оформилась тенденция создания комбинированных МНЛЗ, которые позволяют разливать несколько различных сечений блюмов, а также круглых заготовок.
В Украине производство круглой непрерывнолитой заготовки диаметром 100, 125, 150 и 180 мм освоено на сортовой МНЛЗ ЗАО «ММЗ «ИСТИЛ (Украина)».

Рис.27.5. Схема распыления охлаждающей воды по поверхности круглой заготовки
В России технология непрерывного литья круглых заготовок диаметром от 150 до 360 мм полностью освоена на МНЛЗ в электросталеплавильном цехе Волжского трубного завода, который был запущен в эксплуатацию в 1990 г. В этом цехе функционируют три четырехручьевых МНЛЗ (производство итальянской фирмы INNSE). В этих МНЛЗ используется радиальный кристаллизатор с базовым радиусом 14 м и длиной 700 мм, который имеет по четырем сторонам два ряда поддерживающих роликов, жестко скрепленных с кристаллизатором. Ниже кристаллизатора опорных устройств нет: по большому радиусу МНЛЗ расположены направляющие ролики, имеющие универсальный дугообразный калибр для слитков диаметром от 150 до 350 мм, такие же калибры имеют валки в 5-и клетьевой системе вытягивания.
Охлаждение круглого слитка ниже кристаллизатора осуществляется в трех зонах вторичного охлаждения, при этом первая зона, протяженностью 350 мм, располагается в опорно-направляющих роликах кристаллизатора и на нее приходится 35% от общего расхода воды в зоне вторичного охлаждения. Вторая зона имеет протяженность около 2,5 мм и на нее приходится 50% общего расхода воды. Третья зона (15% расхода) имеет протяженность 1500-1700 мм и орошение слитка осуществляется из стояков, расположенных по четырем сторонам. Интенсивность охлаждения в каждой зоне определяется типом и диаметром форсунки и расстоянием от нее до поверхности слитка.
В 2006 г. в России на Северском трубном и Таганрогском металлургическом заводах были пущены две 5-ти ручьевых МНЛЗ исключительно для получения круга диаметром 150-400 мм. Производитель МНЛЗ – фирма SMS-Demag (Германия).


Рис.27.6. Внешний вид круглой непрерывнолитой заготовки и новой МНЛЗ Таганрогского металлургического завода