

Конструктивні особливості і принцип дії пресового устаткування
Від основних факторів, що обумовлюють міцність сирцю і виробу, від конструкції пресів залежать максимальний питомий тиск пресування і можливість його автоматичного регулювання, характер і тривалістьсть процесу формування, можливість релаксації напруги в сирці і випуску затисненого повітря з нього перед виштовхуванням з форми [23].
Гідромеханічні преси, що застосовуються в даний час відрізняються способами додатка зусиль, завантаження суміші у формувальні гнізда і видачі сирцю [23, 25, 27, 31].
За принципом подачі суміші і видачі сирцю преси поділяються на три великі групи: з револьверним столом, що періодично повертається разом з формувальними гніздами і штампами на визначений кут; з столом, що періодично челночно рухається, у якому розташовані формовочні гнізда і штампи; з нерухомим столом.
У пресах з револьверним столом (рис. 4.1) операції засипання суміші в гнізда, її пресування, виштовхування сирцю з формувальних гнізд і знімається сирцю протікають одночасно, але при різному повороті стола.
У пресах з револьверним столом і важелем другого роду, що пресує, (рис. 4.1, 4.2) зусилля від колінчастого вала через диференціальний важіль і важіль, що пресує, який хитається на опорній осі, передається поршню, що пресує, і штампам, розміщеним у формувальних гніздах револьверного столу. Штампи стискають суміш, що знаходиться в гніздах, і через неї давлять на нерухомий контрштамп, розмішений на траверсі, що зв'язана болтами зі станиною преса. Суміш подається в гнізда столу наповнюючою мішалкою. Одночасно в різних місцях столу заповнюються, пресуються і виштовхуються з гнізд по дві цеглини. Потім стіл повертається на 45о і цикл повторюється. При передачі зусиль поршню, що пресує, через важіль другого роду потрібно значне зусилля на колінчастому валі і формувати одночасно більш двох цеглин не вдається.

Рис. 4.1. Схеми пресів з револьверними столами: а - преса CMC-152, б - з колінно-підоймним механізмом фірми Дорстенер1; І - заповнення прес-форми сумішшю; ІІ - пресування; ІІІ - випресовування; ІV - знімання сирцю; 1 - механізм, що пресує; 2 - штампи; 3 - стіл; 4 - траверси; 5 - наповнювальна мішалка
У свою чергу частота обертання столу не велика, його діаметр і минимально припустима тривалість прикладання зусилля (приблизно 1,с) обмежені, що знижує продуктивність агрегату. При використанні коліно-важільнвого механізму (рис. 4.1,б) здійснюється можливість передачі значного зусилля поршню, що пресує, при відносно невеликих зусиллях на колінчастому валу. Револьверний стіл повертається після кожного циклу пресування на вдвічі більший кут – 90о. Зазначені зособливості дозволяють розташовувати чотири гнізда з групою прес-форм, збільшувати продуктивність і питомий тиск пресування.
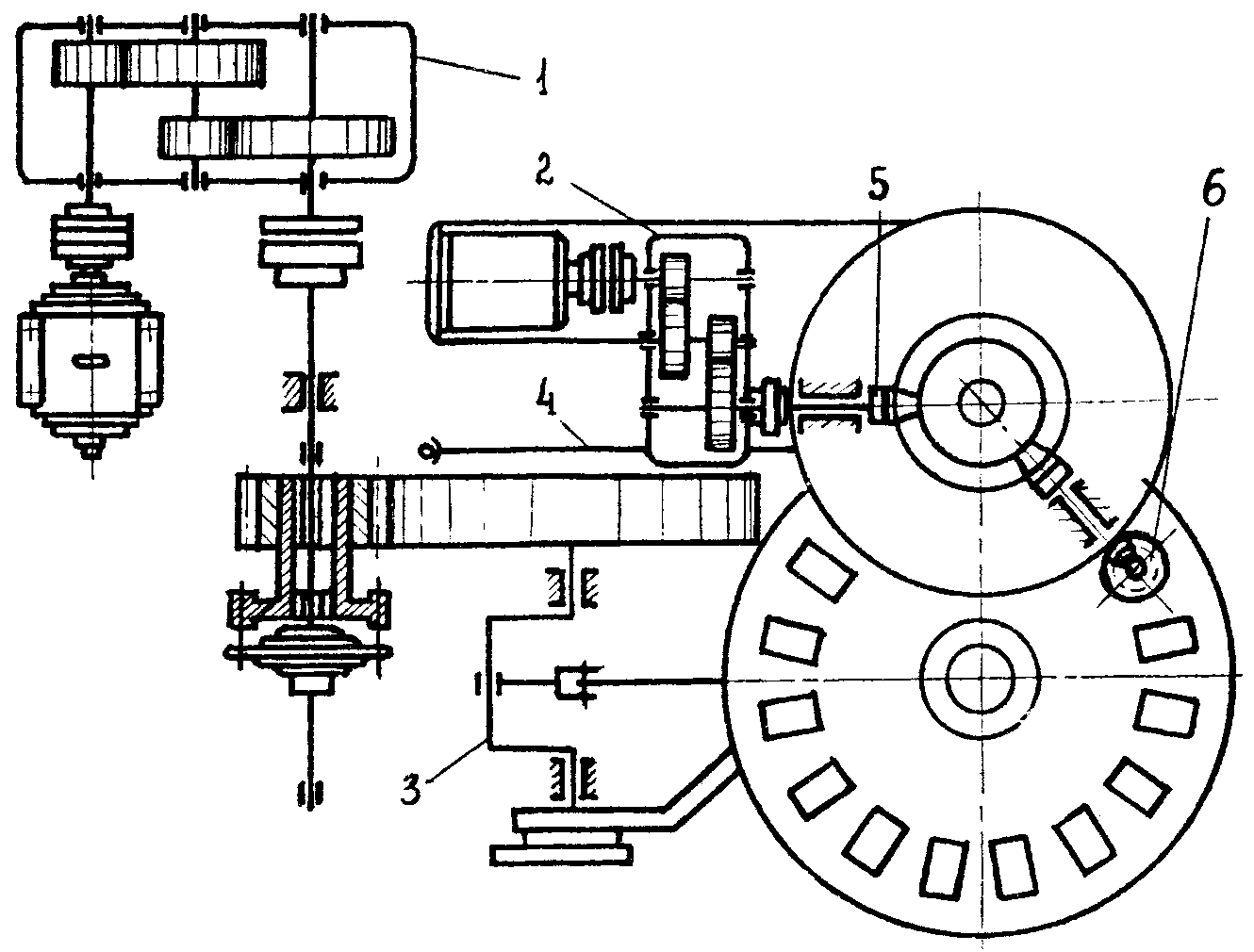
Рис. 4.2.Кінематична схема преса CMC-152: 1 - привод преса, 2 - привод мішалки, 3 - механізм пресування, 4 - механізм виштовхування, 5 - мішалка, 6 - очисний пристрій
У пресах з човниковим рухом столу використовується як важільна система його примусового переміщення (у коліно-важільному), так і гідравлічна.
У коліно-важільному пресі фірми "Атлас'' усі рухи робочим органам пресу передаються від електродвигуна через редуктор і кулачковый механізм. Кулак переміщує важіль зворотно-поступального руху столу, механізм виштовхування сирцю з прес-форм і передає зусилля коліно-важільному механізму пресування. Стіл подається підзавантажувальним механізмом так (рис. 4.3, позиція І), щоб його формувальні гнізда разом з опущеними об'єднаними штампами встановлювалися під бункером суміші. Після заповнення формувальних гнізд шихтою стіл переміщується на позицію (рис. 4.3, позиція ІІ), де прес-форма знаходиться між механизмами, що пресують і здійснюється стадія формования. Потім стіл зі сформованим сирцем пересувається на позицію (рис. 4.3, позиція ІІІ) виштовхування, де сирець важелем за допомогою штампів випресовувється з прес-форми. Одночасно на торець можна формовати до 14 ценлин, що дозволяє при продуктивності 5600 шт/год довести загальний цикл формования до 9 с.
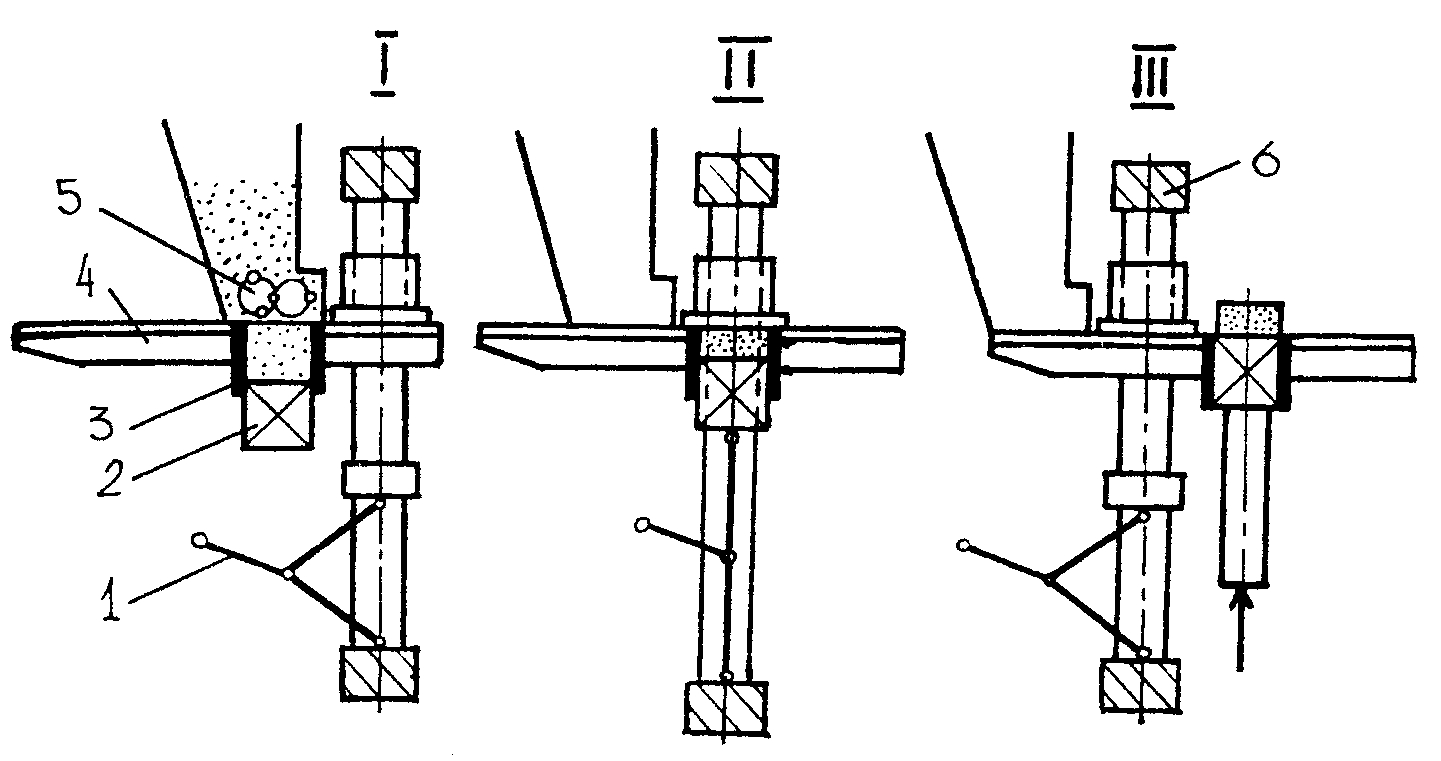
Рис. 4.3. Кінематична схема гідромеханічного преса фірми "Атлас" Р-550: 1 – механізм пресування, 2 - штампи, 3 - прес-форма, 4 - рухливий стіл, 5 – наповнююча мішалка, 6 - контрштампы з гідросистемою протитиску
На рис. 4.4 представлена схема гідравлічного преса "Крупп-інтертехник". На столі з човниковим рухом розміщені дві багатоланкові пресформи. Пересування столу кареток з мішалками для завантаження шихти в пресформи, ущільнення шихти і випресовка сирцю здійснюються плунжерами, розміщеними в гідроциліндрах, і автоматично управляються электрогідравлічними клапанами. На стадії І стіл подається під завантажувальний ящик, заповнюється шихтою ліва прес-форма і відбувається пресування сирцю в правій прес-формі. На ІІ стадії стіл подається вправо, починається пресування сирцю в лівій прес-формі, випресоввування і знімання сирцю в правій. На стадії ІІІ здійснюється остаточне пресування в лівій прес-формі і заповнення шихтою правої. Після цьго стіл переміщується вліво (стадія ІV), де відбувається випресовування і знімання сирцю з лівої прес-форми, початок формования в правій. У зв'язку з тим, що в одній прес-формі ущільнюється суміш, а в другий, одночасно, випресовується сирець, знімається, і прес-форма заповнюється шихтою, досягається висока продуктивність. На пресі можна одночасно формовати 16 одинарних цеглин на торець 10 подвійних цеглин плашмя.
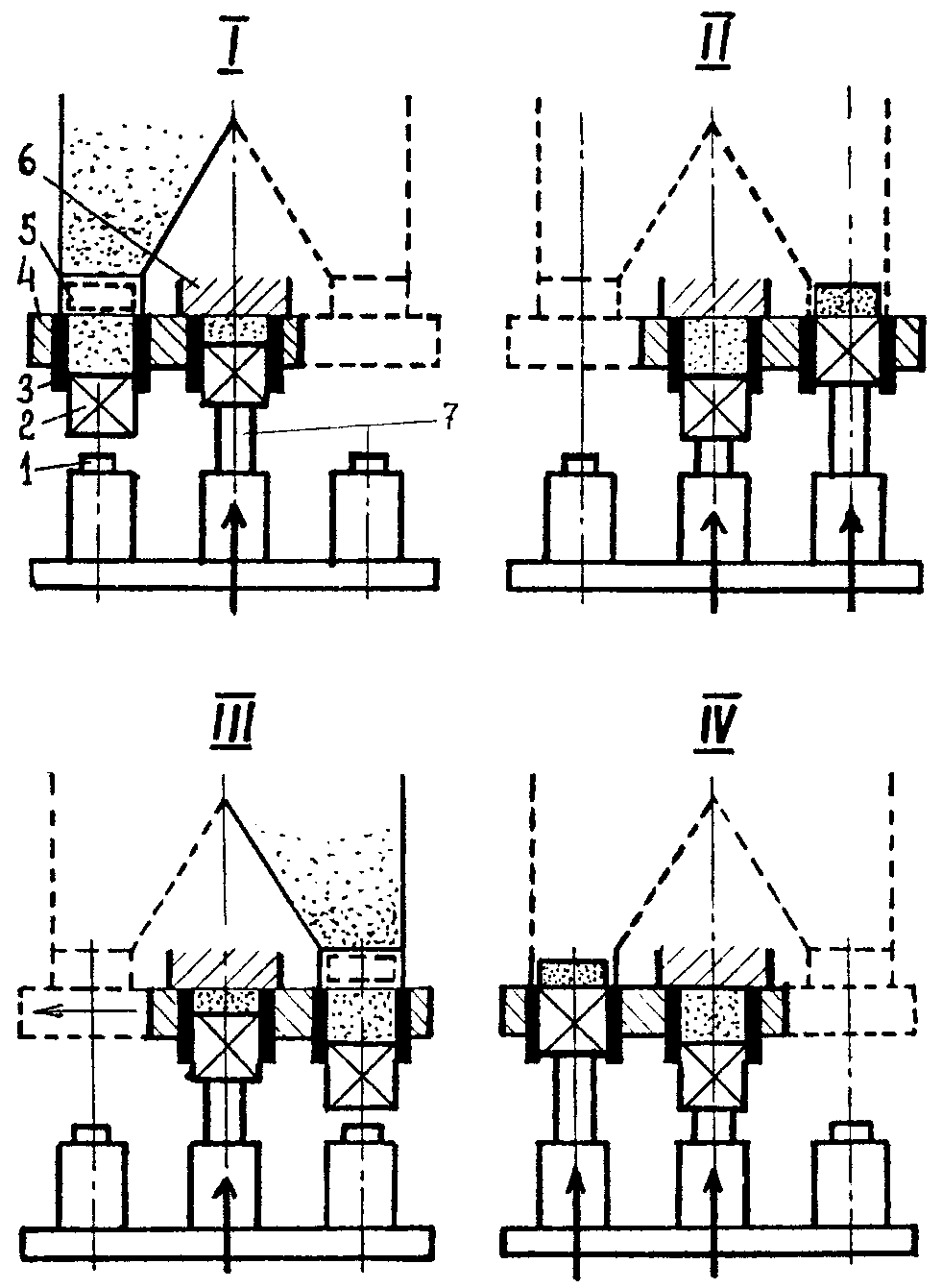
Рис. 4.4. Схема гідравлічного преса з човниковим рухом столу: 1 - виштовхуючий плунжер, 2 - штамп, 3 - прес-форма, 4 - стіл, 5 – завантажувальний ящик з мішалкою, 6 – контрштамп ,7 - плунжер, що пресує
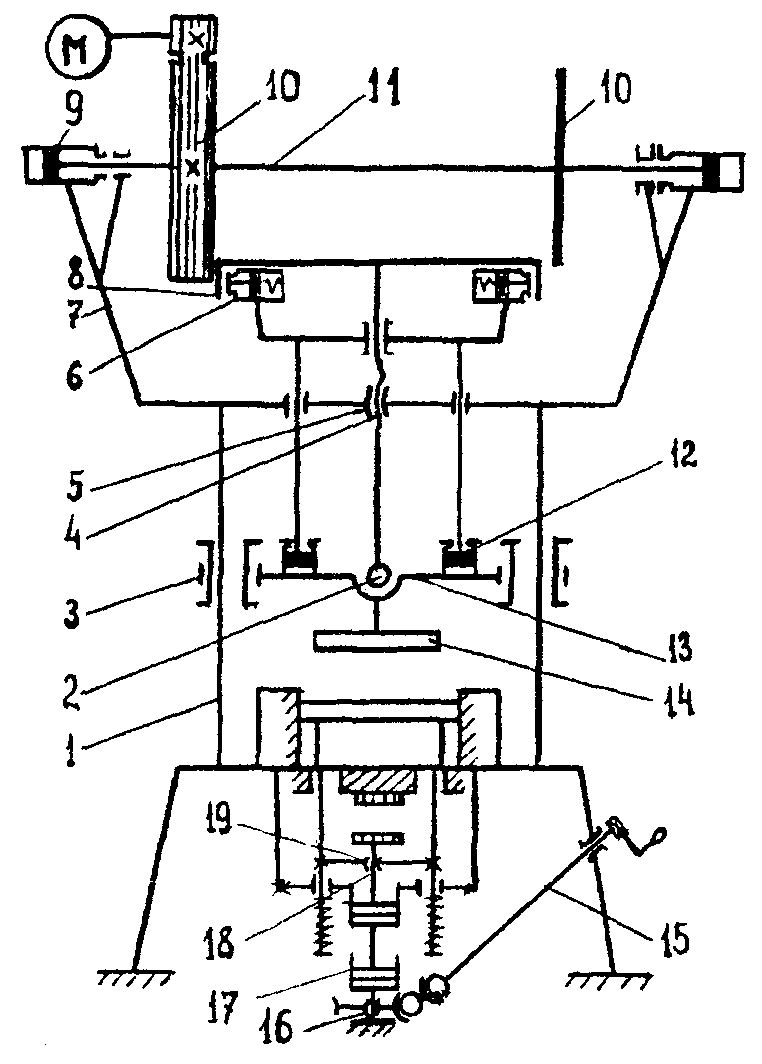
На рис. 4.5 представлена схема коліно-важільного преса з нерухомим столом СМ-1085А. Над нерухомим столом каретка, що заповнюється циклічно шихтою, здійснює зворотно-поступальні переміщення для заповнення гнізд прес-форми сумішшю. Робота механізмів пресування, заповнення прес-форм шихтою і зштовхування сирцю, механізму виштовхування кінематично взаємозалежна. На цьому пресі можна одночасно формовати до п'яти подвійних цеглин при тривалості циклу 7 с.
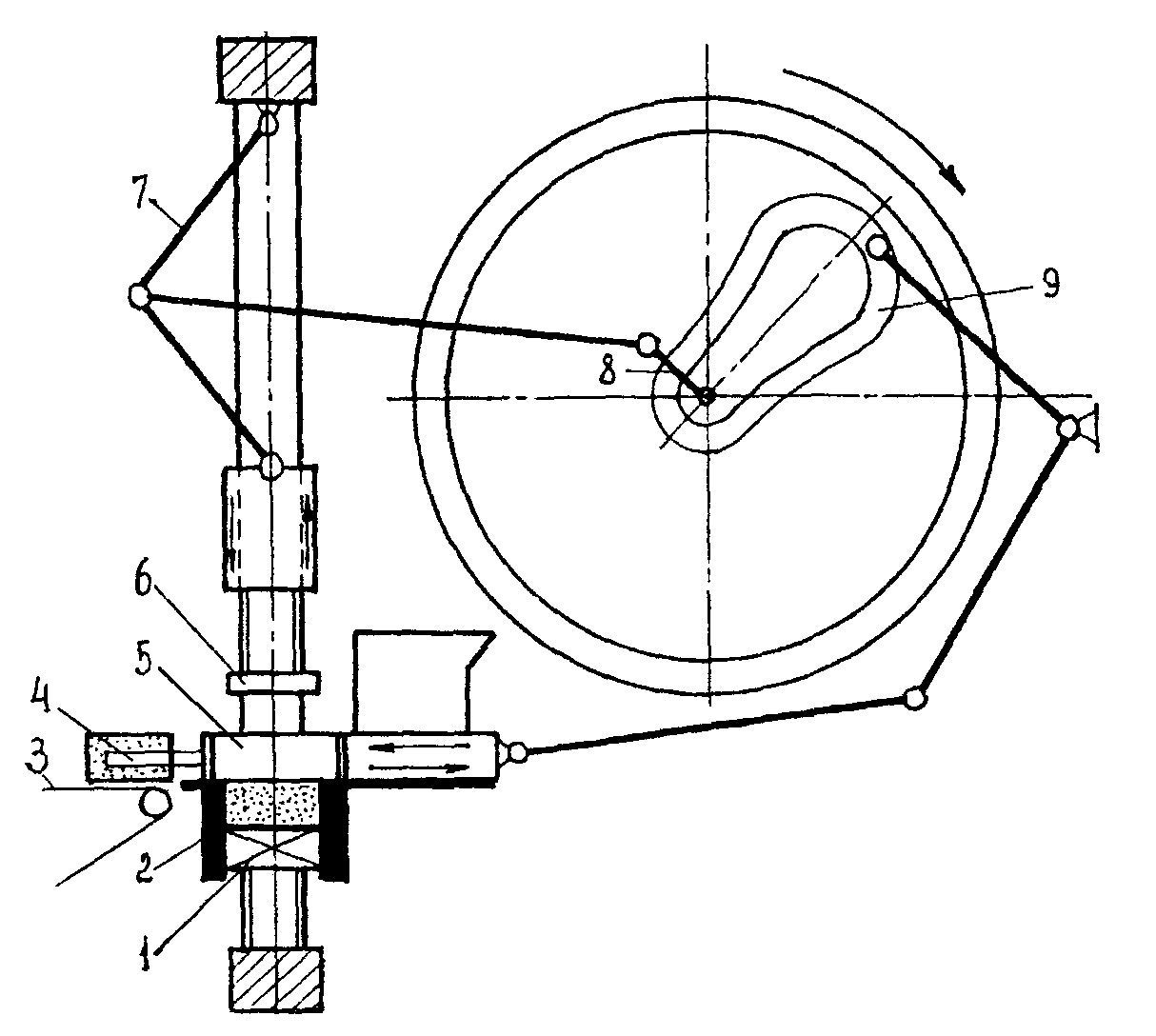
Рис. 4.5. Кінематична схема коліно-важільного преса з нерухомим столом СМ-1085А:
1 - нижній штамп, 2 - прес-форма, 3 - наповнюючий конвеєр. 4 - пневмозахват, 5 - каретка, 6 - верхній штамп, 7 - коліно-важільний механізм, 8 – кривошип, 9 – кулак
На рис. 4.6 представлена кінематична схема автоматичного фрикційного преса САКМИ РЕ-500 з нерухомим столом. Пресс складається з рами, механізму, що пресує, приводу і гальмівного пристрою, механізму виштовхування плиток, механізму регулювання висоти засипання прес-форми, механізму засипання прес-форми і зштовхування сирцю.
Рис. 4.6. Кінематична схема фрикційного преса РЕ-500:
1 - колони, 2 - сферична п'ята, 3 - втулки, 4 - гвинт, 5 - бронзова гайка, 6 - гальмівний пристрій, 7 - траверсу, 8 - маховик, 9 – гідроциліндри, 10 - фрикційний диск, 11 - дисковий вал, 12 - гідравлічні компенсатори, 13 - повзун, 14 - верхній штемпель, 15 - карданний вал, 16 - черв'ячна передача, 17 - гідроциліндр, 18 -гвинт, 19 - гайка
Коліно-важільний прес СМ-301 з нерухомим столом (рис. 4.7) одержав найбільше поширення для напівсухого пресування керамічної цегли. Пресс здійснює двоступінчасте двостороннє пресування, обладнання двома механізмами, що пресують, кожний з який пресує чотири цеглини і може працювати незалежно від іншого. Цикл роботи пресуючих механізмів зміщений на 180°. Пресс складається зі станини, приводу, пресуючих механізмів, столу з прес-формою, механізму виштовхування виробів, механізму виштовхування форм і зштовхування готових виробів, регулятора механізму засипання форми.
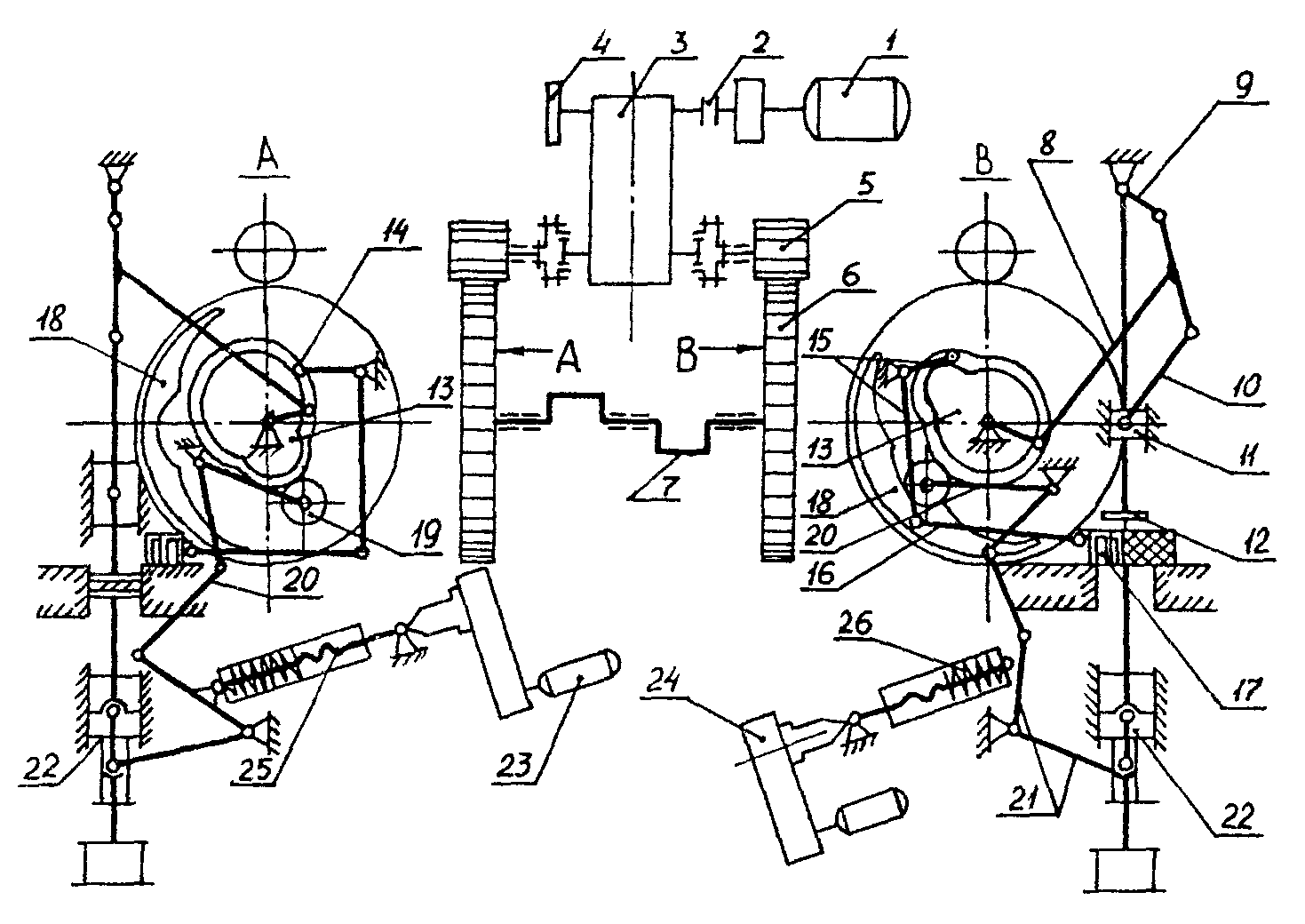
Рис. 4.7. Кінематична схема преса СМ-301:
1 - електродвигун, 2 - фрикційна муфта, 3 - редуктор, 4 - гальмівний диск, 5 - зубчасті шестірні, 6 - зубчасті колеса, 7 - колінчасті вали, 8 - шатун, 9, 10 - верхня і нижня серги, що пресують, 11 - повзун, 12 - верхній штемпель, 13 - кулачки (копіри), 14, 19 - ролики, 15 - важіль, 16 - тяга, 17 - каретка, 18 - кулачок, 20 - двохплечій важіль, 21 - система важелів, 22 - штовхальник, 23 - електродвигун регулятора засипання шихти, 24 - редуктор, 25 - гвинт, 26 - пружиннй буфер
Гідравлічний прес з нерухомим столом К/РУ-160 застосовується для пресування керамічних лицювальних плиток і плиток для підлог (рис. 4.8). Пресс розвиває пресове зусилля до 1,6 МН і здійснює двостороннє і триразове пресування. Він складається зі станини і наступних механізмів: верхнього, що пресує, нижнього, що пресує, що виштовхує, зупинного і переміщення каретки.
Всі операції по заповненню форми порошком, переміщенню каретки, пресуванню і виштовхуванню відпресованих виробів здійснюються при допомозі гідроприводу (рис. 4.9).
Як вказувалося раніше, конструктивне виконання пресових агрегатів впливає на характер і тривалість процесу формування. На рівномірність пресовки великий вплив робить режим пресування - вона збільшується при двосторонньому стиску маси, ступінчастому прикладанню зусилля пресування і плавному зростанні тиску пресування.
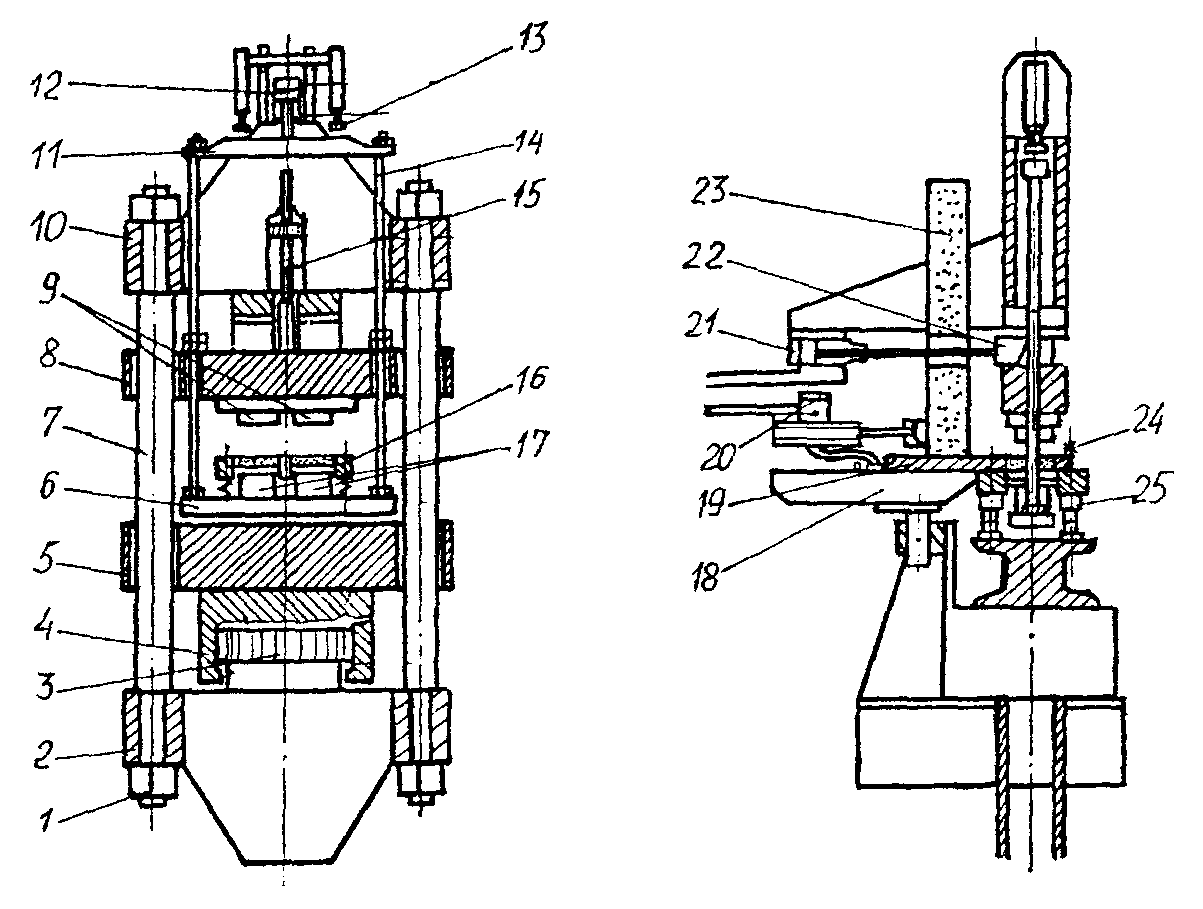
Рис. 4.8. Гідравлічний прес К/РУ-160: 1 - гайки; 2 - фундаментна плита; 3 – поршень; 4 - циліндр; 5,6,8,10,11 - поперечки; 7 - колони; 9 - верхні штампи; 12 – циліндр; 13 - фіксатори; 14 - тяги; 15 - гідроциліндр; 16 - форма; 17 - нижні штампи; 18 - стіл; 19 - плита з прорізами; 20 - гідромотор; 21 - циліндр; 22 - зупинний; 23 - бункер; 24 - щітки; 25 - прес-форма
П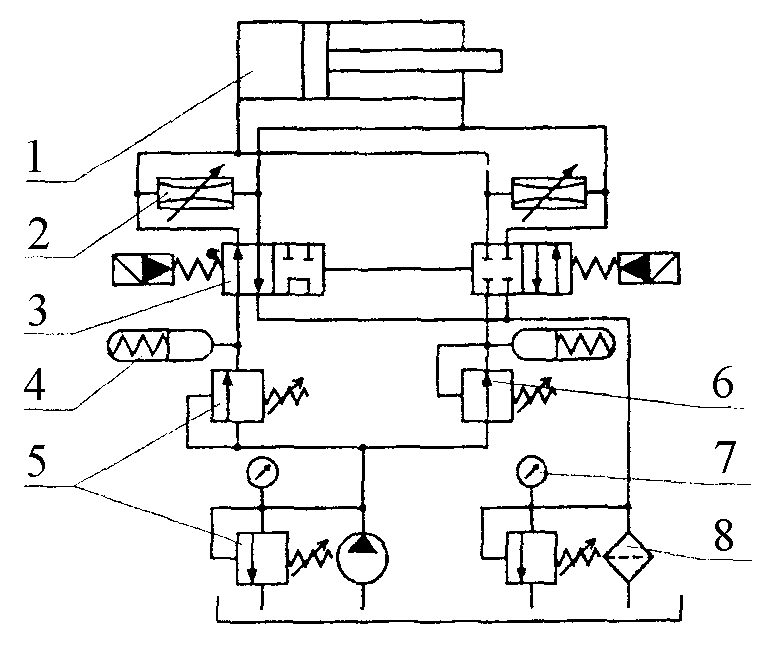 ри
двосторонньому прикладанні навантаження
найменшу щільність мають середні
шари цеглини, а при односторонньому
- буля нерухомого штемпеля.
ри
двосторонньому прикладанні навантаження
найменшу щільність мають середні
шари цеглини, а при односторонньому
- буля нерухомого штемпеля.
Рис. 4.9. Гідравлічна схема механізму пресування преса К/РУ-160:
1 - гідроциліндр; 2 - дросель; 3 – розподільник; 4 - акумулятор; 5 - зворотний клапан; 6 - редукційний клапан; 7 – манометр; 8 – фільтр
Одним з розповсюджених, практично зручних і ефективних способів двостороннього пресування є застосування рухомих (плавающих) форм. Він заснований на використанні сил тертя, що виникають між матеріалом і стінками прес-форми при стиску одним рухомим штемпелем.
На рис. 4.10 представлена схема процесу пресування на пресі К/РУ-160. У позиції 1 відбувається заповнення прес-форми і відхід каретки у вихідне положення. Далі (позиція 11) верхній штамп опускається у масу, здійснює її перше пресування (ущільнення приблизно на 30%) і фиксується в цьому положенні. Потім (позиція ІІІ) нижні штампи роблять друге попереднє пресування, після якого трохи відходять для виходу запресованого повітря. У позиції ІV виконується остаточне пресування нижніми штампами. При цьому, завдяки бічному розпору, форма піднімається і пресований порошок, що знаходиться в ній, впирається у верхні штампи; у такий спосіб здійснюється пресування верхніми штампами, тобто двостороннє пресування.
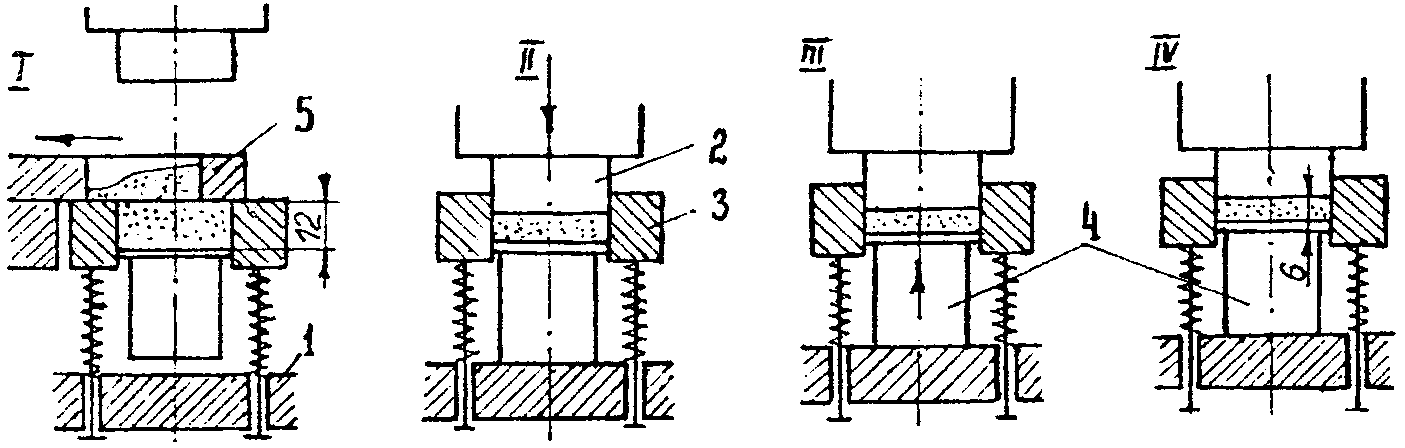
Риc. 4.10. Схема процесу пресування порошкоподібної маси на пресі К/РУ-160: 1 - поперечка; 2 - верхні штампи; 3 - прес-форма; 4 - нижні штампи; 5 -каретка
Суттєвою особливістю пресування в прес-формі, що “плаває”, є те, що ступінь переміщення рухливої форми і її положення в кожен момент пресування визначаються силами тертя; при цьому двостороннє ущільнення стає саморегульованим процесом, що забезпечує при визначених умовах практично однаковий тиск із двох сторін.
Прес-форми, що плавають, широко використовуються в сучасних конструк-циях пресів для напівсухого формування порошкоподібних мас.
У конструкціях пресів використовується багаторазовість стиску маси, що забезпечується кінематикою механізмів (у механічних пресах) і автоматизацією (у гідравлічних пресах). Многоступеневість пресування і навіть короткочасна витримка при відході штампів сприяє кращому видаленню повітря з маси і зменшенню його запресовування.