

-
Визначення параметрів насосної установки
Для привода поршневих пресів доцільне використання двох насосів: основного насоса високого тиску з порівняно невеликою подачею (далі Нвт), який працює під час екструзії; насоса низького тиску (Ннт) з великою подачею, який працює разом з основним при зворотному ході поршня й на ділянці ущільнення при ході поршня вперед. Робочий і максимальний тиск Нвт вибрані у попередньому розділі. Аналогічні показники Ннт повинні бути достатніми для подолання сил опору при перелічених вище рухах поршня. Численні вимірювання на різноманітних глинах свідчать про те, що достатнім є максимальний тиск Ннт qгмахнт=3 МПа.
Потрібні подачі обох насосів можна знайти таким чином.
Потрібна кількість n робочих циклів преса у годину і тривалість циклу Тц: n=П/ z; Тц=3600/n,с. (8.71)
Цикл роботи поршневого преса містить рух поршня вперед на ділянці ущільнення тривалістю tу, рух поршня вперед на ділянці екструзії тривалістю tе, рух поршня назад, суміщений з відрізанням бруса й зштовхуванням його та різкою на окремі цеглини, тривалістю tн:
Тц=tу+tе+tн; tу=Lу/Vу; tе=Lе/Vе; tн=(Lу + Lе )/Vн; (8.72)
де: Vу, Vе, Vн – середні швидкості руху поршня на відповідних ділянках, м/с.
Уведемо два коефіцієнти: співвідношення площ перетину робочої sцф і штокової sцш порожнин ГЦ К1=sцф/sцш; співвідношення сумарної подачі насосів низького Qн й високого Qв тиску до подачі насоса високого тиску К2=(Qн+Qв)/Qв. К1 визначений конструкцією ГЦ. Що стосується К2, то його попередньо можна оцінити з умови споживання однакової потужності при роботі Нвт під час екструзії та сумісній роботі обох насосів на інших ділянках руху поршня:
Nе ≈ Nу ≈ Nн; qгмахнт×(Qн+Qв)≈qгмах×Qв; К2=(Qн+Qв)/Qв=qгмах/qгмахнт. (8.73)
Середні швидкості на ділянках ущільнення та руху поршня назад можна виразити через швидкість на ділянці екструзії:
Vу=Vе×К2, Vн=Vе×К1 ×К2 .
Після підстановки в (8.72) і перетворень отримуємо рівняння для визначення Vе:
Vе=Lе/Тц1+Lу/(Тц1×К2)+(Lу + Lе )/(Тц1×К1 ×К2), (8.74)
де Тц1=(0,8÷0,9)Тц – тривалість циклу, зменшена з урахуванням тривалості операцій відрізання та зштовхування, а також спрацьовування елементів системи керування.
Швидкість руху бруса Vб не повинна перевищувати допустиму [Vб], яка для більшості глин знаходиться у інтервалі (0,08÷0,14)м/с, інакше при формуванні можливі дефекти структури бруса, особливо на початку екструзії [45]:
Vб=Vе×Куф≤[Vб]. (8.75)
Якщо умова (8.75) не виконується, то треба зменшувати продуктивність пресу.
Для забезпечення Vе потрібна подача Нвт:
Qв=Qв=Vе×zц×sцф, м3/с. (8.76)
Потрібна сумарна подача насосів низького Qн й високого Qв тиску -
QΣ=Qн+Qв=Qв×К2; потрібна подача Ннт -
Qн=QΣ–Qв. (8.77)
Швидкість руху штока ГЦ Vн не повинна перевершувати максимально допустиму [V], при якій забезпечується довговічність манжет. При використанні серійних манжет [V]=(0,15÷0,3) м/с.
Vн=106×Qн/zц×sцш≤[V], м/с. (8.78)
Якщо умова (8.78) не виконується, то треба зменшувати продуктивність пресу або встановлювати у ГЦ спеціальні манжети.
Тривалість руху поршня назад повинна бути достатньою для виконання операцій відрізання та зштовхування. Сумарна мінімальна тривалість цих операцій з урахуванням включень елементів і розгону становить, по результатах вимірювань, [tмΣ]=(4÷6)с:
tн=(Lу + Lе )/Vн≥[tмΣ]. (8.79)
Якщо умова (8.79) не виконується, то треба зменшувати коефіцієнти К1 і К2.
У каталогах подача насосів приведена у л/хв:
Qв1=Qв×60×1000, л/хв; Qн1=Qн×60×1000, л/хв. (8.80)
Для вибраних насосів фіксуються фактичні подачі Qвф й Qнф.
Потужність двигуна насоса:
N=qгмах×Q×106/(103×103×60×ηг), кВт, (8.81)
де ηг =0,5÷0,7 – коефіцієнт корисної дії насоса; qгмах в МПа; Q в л/хв.
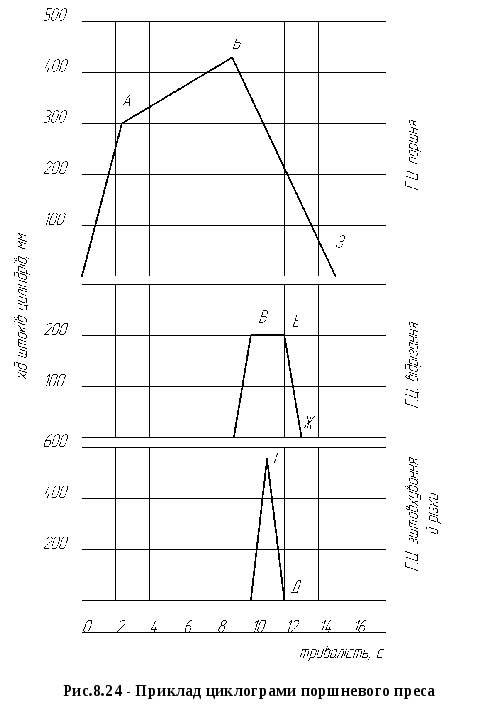
Після вибору насосів будують циклограму роботи преса. Циклограма дає повне уявлення про роботу будь-якого гідропреса, дозволяє уточнити продуктивність і є основою для розробки системи автоматичного керування. Фактичні тривалості руху поршня на окремих ділянках, а також тривалості виконання рухів механізмів відрізання бруса та зштовхування його з різкою знаходяться із застосуванням вибраних подач насосів:
ti=Lі/Vі,с; Vі= 106×Qфi/(103×60×zц ×sцi). (8.82)
Далі визначають фактичні тривалість циклу й продуктивність преса:
Тцф=(tуф+tеф+tнф)/(0,8÷0,9); nф =3600/Тцф; Пф=nф×z. (8.83)
Фактична продуктивність повинна бути вища заданої: Пф≥П.
Приклад циклограми – на рис.8.24, яку бажано розглядати сумісно із конструктивною схемою пресу, приведеною у розділі 7.4.2 “Поршневі преси”. На початку циклу штоки основних ГЦ поршнів досить швидко рухаються вперед на ділянці ущільнення до т. А. Працюють обидва насоси. В точці А тиск перевершує той, на який розрахований Ннт. Відповідно відрегульований датчик тиску переключає Ннт на злив, і екструзія бруса відбувається при роботі Нвт. Положення т. А чітко не визначене і залежить від властивостей глини, густини засипки і інших факторів. Екструзія бруса завершується у т. Б по сигналу від кінцевого вимикача (ВК1), що фіксує потрібну довжину бруса. По сигналу ВК1 спрацьовують два розподілювачі: один - змінює напрямок руху поршня, другий – подає частину мастила від насосів крізь дросель до циліндра механізму відрізання бруса, за рахунок чого лучок із струною рухаються вгору, відрізуючи брус. В т.В по сигналу від ВК2 подача мастила припиняється, лучок зупиняється у крайньому верхньому положенні, звільняючи місце для зштовхування бруса. Паралельно спрацьовує розподілювач штовхача, який доходить до крайнього положення і, по сигналу від ВК3 у т. Г, повертається у вихідне положення (т. Д), яке фіксується ВК4. Далі по сигналу від ВК4 лучок із струною рухається вниз від т. Е до вихідного положення, яке фіксується у т. Ж ВК5. У цей час паралельно поршень рухається назад, нова порція глини завантажується у камеру. Рух назад припиняється у т. З по сигналу від ВК6. Далі цикл повторюється.
Методика розрахунку ГЦ, трубопроводів і іншої апаратури насосних установок приведена у [50].
Приклад: Приймаємо qгмахнт=3 МПа. При заданій продуктивності П=1000шт/год n = 1000/5 = 200 циклів, Тц= 3600/200 = 18 с. К1 = sцф/sцш = 12,2·103 /7,2·103 ≈ 1,7;
К2=qгмах/qгмахнт=12,5/3=4,1. Тц1=(0,8÷0,9)Тц =(0,8÷0,9)18≈15 с.
Vе=Lе/Тц1+Lу/(Тц1×К2)+(Lу + Lе )/(Тц1×К1 ×К2)=
=0,13/15+0,3/(15×4,1)+(0,13+0,3)/(15×4,1×1,7)= 0,0088+0,0049+0,0041≈0,018 м/с.
Vб=Vе×Куф=0,018×2,83=0,051≤[Vб]=(0,08÷0,14)м/с. Умова (8.75) виконується.
Подачі: Нвт - Qв=Vе×zц×sцф/106=0,018×2×12,2·103/106=0,00044 м3/с; - QΣ=Qв×К2= 0,00044×4,1=0,0018 м3/с; Ннт - Qн=QΣ–Qв=0,0018–0,00044= =0,00136м3/с.Vн=106×Qн/zц×sцш=106×0,00136/2×7,2·103≈0,1м/с≤[V]=(0,15÷0,3)м/с.
Умова (8.78) виконується. tн=(0,3 + 0,13 )/0,1=4,3 с≥[tмΣ]=4с. Умова (8.79) виконується.
Qв1=Qв×60×1000=0,00044×60×1000=26,4 л/хв.; Qн1=0,0018×60×1000=108 л/хв.
Вибираємо насоси з фактичною подачею Qвф=30 л/хв. й Qнф=120 л/хв.
Потужність двигуна Нвт - N=12,5×30×106/(103×103×60×0,6)=10,4≈11 кВт.
Потужність двигуна Ннт - N=3×120×106/(103×103×60×0,6)=10 кВт.
По формулах (8.82) знаходимо фактичні швидкості та тривалості руху поршня на усіх трьох ділянках:
Vуф=106×(Qвф+Qнф)/(103×60×zц×sцф)=106×(30+ 120)/(103×60×2×12,2·103)=0,11 м/с;
tуф=Lу/Vуф=0,3/0,11=2,7с.
Vеф=106×Qвф/(103×60×zц×sцф)=106×30/(103×60×2×12,2·103)=0,0205 м/с;
tуе=Lе/Vеф=0,13/0,0205=6,3 с.
Vнф=106×(Qвф+Qнф)/(103×60×zц×sцш)=106×(30+120)/(103×60×2×7,2·103)=0,17 м/с;
tнф=(Lу+Lе)/Vнф=(0,3+0,13)/0,17=2,6 с.
Визначаємо фактичні тривалість циклу й продуктивність преса по формулах (8.83): Тцф= (2,7+6,3+2,6)/(0,8÷0,9) ≈ 15 с.; nф =3600/15=240 циклів; Пф=nф×z=240×5=1200 шт/год≥П=1000 шт/год.