

МетодичнівказівкиБ_КГайчукІ_В / МВ 051-3 / МВ-051-3
.3.DOC
5. Приклади розрахунку зварних з’єднань
Приклад 1
Визначити
несучу здатність зварного стикового
з’єднання за дії поздовжньої розтягуючої
сили N.
З’єднання виконане із двох листів:
перший - ширина b1
= 300 мм, товщина t1
= 12 мм, сталь марки ВСт3сп5-1; другий -
ширина b2
= 220 мм, товщина t2
= 16 мм, сталь марки ВСт3пс5-2. Кут нахилу
шва до поздовжньої осі елемента
![]() .
Шов виконаний з виносом на технологічну
планку, контроль якості шва - візуальний.
.
Шов виконаний з виносом на технологічну
планку, контроль якості шва - візуальний.
Розв’язок задачі
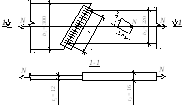
Рис. 1. Схема зварного стикового з’єднання
-
Оскільки шов виконаний під кутом
 ,
то розрахунок зображеного на рис. 1
стикового з’єднання
є обов’язковим
і виконується за формулами:
,
то розрахунок зображеного на рис. 1
стикового з’єднання
є обов’язковим
і виконується за формулами:
![]() ;
;
![]() .
.
Знаходимо значення поздовжньої розтягуючої сили N із кожного виразу:
![]() ;
;
![]() .
.
Несуча здатність з’єднання приймається за меншим із двох значень N1 і N2.
-
Визначаємо основні характеристики та параметри зварного стикового з’єднання:
а)
Розрахункові опори стикового з’єднання
![]() і
і
![]() визначаються згідно з
табл.
2
залежно від виду напруженого стану та
способу контролю якості шва:
визначаються згідно з
табл.
2
залежно від виду напруженого стану та
способу контролю якості шва:
![]() і
і
![]() .
.
Оскільки
для листів, що складають з’єднання,
використані різні марки сталей, то
як Ry
i Rs
необхідно прийняти розрахункові опори
менш міцної сталі. Сталь марки
ВСт3сп5-1 згідно з табл. 1 дод. 1 відповідає
класу сталі С255, а сталь марки ВСт3пс5-2
- класу сталі С285. Отже, для діапазону
товщин, в якому знаходяться значення
t1
=
12 мм і t2
= 16 мм, Ry
= 240 МПа, а
![]() МПа, де т
= 1,025. Враховуючи наявність візуального
контролю якості шва, згідно з табл. 2
МПа, де т
= 1,025. Враховуючи наявність візуального
контролю якості шва, згідно з табл. 2
![]() МПа і
МПа і
![]() МПа.
МПа.
б) Коефіцієнт умов роботи с визначається за табл. 5 дод. 1. Оскільки конкретні умови роботи та конструкція не обумовлені, то приймаємо с = 1.
в) Розрахункове значення товщини t визначається за меншою із двох товщин t1 = 12 мм і t2 = 16 мм; t = tmin = t1 = 12 мм = 1,2 см.
г)
Розрахункова довжина зварного стикового
шва, виконаного з виносом на технологічну
планку, приймається рівною довжині
лінії контакту листів, що складають
з’єднання,
тобто
![]()
![]() мм = 22,77 см.
мм = 22,77 см.
-
Визначаємо величину поздовжньої розтягуючої сили:
![]() кН;
кН;
![]() кН.
кН.
Отже,
несуча здатність з’єднання
![]() кН.
кН.
-
За дії сили
 кН перевіряємо міцність листів, що
складають з’єднання, і міцність самого
шва:
кН перевіряємо міцність листів, що
складають з’єднання, і міцність самого
шва:
а) міцність першого листа
![]() кН/см2
= 160,3 МПа
кН/см2
= 160,3 МПа
![]() 240
МПа;
240
МПа;
б) міцність другого листа
![]() кН/см2
= 163,9 МПа
кН/см2
= 163,9 МПа
![]() МПа;
МПа;
в) міцність шва:
![]() кН/см2=204
МПа =
кН/см2=204
МПа =![]()
![]() МПа;
МПа;
![]() кН/см2
=54,6 МПа
кН/см2
=54,6 МПа![]()
![]() МПа.
МПа.
Всі умови виконуються.
Приклад 2
В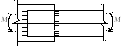 изначити
несучу здатність зварного кутового
з’єднання, зображеного на рисунку, за
дії згинаючого моменту М.
Розміри листів: першого - ширина b1
= 320 мм, товщина t1
= 18 мм; другого - ширина b2
= 260 мм, товщина t2
= =22 мм. Матеріал листів:
першого
- сталь марки ВСт3сп5-2,
изначити
несучу здатність зварного кутового
з’єднання, зображеного на рисунку, за
дії згинаючого моменту М.
Розміри листів: першого - ширина b1
= 320 мм, товщина t1
= 18 мм; другого - ширина b2
= 260 мм, товщина t2
= =22 мм. Матеріал листів:
першого
- сталь марки ВСт3сп5-2,
другого - сталь марки 18Гсп. Зварювання напівавтоматичне дротом Св-08ГА.
Розв’язок задачі
-
Розрахунок зварного кутового з’єднання, зображеного на рис. 1, за дії згинаючого моменту М виконуємо за формулами табл.7
![]() ;
;
![]() .
.
В изначаємо
значення згинаючого моменту М
із кожного виразу:
изначаємо
значення згинаючого моменту М
із кожного виразу:
Рис. 1.
Схема зварного
кутового
з’єднання![]()
![]() .
.
Несуча здатність з’єднання визначається за меншим з двох значень згинаючих моментів.
-
Визначаємо основні характеристики та параметри зварного кутового з’єднання:
а)
Розрахунковий опір металу шва зварного
з’єднання
з кутовими швами
![]() визначається за табл. 5 залежно від марки
зварювального дроту або типу електроду.
Для обумовленої завданням марки дроту
Св-08ГА
визначається за табл. 5 залежно від марки
зварювального дроту або типу електроду.
Для обумовленої завданням марки дроту
Св-08ГА
![]() =
200 МПа.
=
200 МПа.
Значення
розрахункового опору в перерізі по
металу границі сплавлення
![]() МПа,
де Run
= 370 МПа - тимчасовий опір сталі розриву
менш міцного матеріалу (для сталі марки
ВСт3сп5-2, тобто класу сталі С285, товщиною
прокату t1
= 18 мм Run
= 380 МПа, а для сталі марки 18Гсп, тобто
класу сталі С255, товщиною прокату t2
= 22 мм Run
= 370 МПа).
МПа,
де Run
= 370 МПа - тимчасовий опір сталі розриву
менш міцного матеріалу (для сталі марки
ВСт3сп5-2, тобто класу сталі С285, товщиною
прокату t1
= 18 мм Run
= 380 МПа, а для сталі марки 18Гсп, тобто
класу сталі С255, товщиною прокату t2
= 22 мм Run
= 370 МПа).
Зварювальний дріт марки Св-08ГА повністю відповідає застосованим класам сталі згідно з табл. 1.
б)
Приймаємо значення коефіцієнтів
![]() згідно з табл. 6 для кліматичних районів
з розрахунковою температурою
згідно з табл. 6 для кліматичних районів
з розрахунковою температурою
![]() .
.
в) Коефіцієнт умов роботи с визначається за табл. 5 дод. 1. Оскільки конкретні умови роботи та конструкція не обумовлені, то приймаємо с = 1.
г) Моменти опору Wwf i Wwz - це сумарні моменти опору всіх швів, що складають з’єднання:
![]() см3;
см3;
![]() см3,
см3,
де 2 - кількість вертикальних кутових швів (див. рис. 1);
![]() см,
приймаємо kf
= 2,1 см, тут
см,
приймаємо kf
= 2,1 см, тут ![]() мм
= 1,8 см - менша із двох товщин елементів,
що з’єднуються;
мм
= 1,8 см - менша із двох товщин елементів,
що з’єднуються;
![]() і
і
![]() - коефіцієнти переходу від катета шва
kf
до ширини відповідної площини руйнування
(для напівавтоматичного зварювання
дротом d
= 1,4...2 мм за нижнього положення шва і
якщо значення kf
= 2,1 см = 21 мм) згідно з табл. 4;
- коефіцієнти переходу від катета шва
kf
до ширини відповідної площини руйнування
(для напівавтоматичного зварювання
дротом d
= 1,4...2 мм за нижнього положення шва і
якщо значення kf
= 2,1 см = 21 мм) згідно з табл. 4;
![]() см
= 26 - 1 = 25 см - розрахункова довжина одного
кутового шва, тут b2
= 260 мм = 26 см - ширина вужчого елемента;
см - сумарна довжина шва, на якій його
якість за рахунок непровару і кратеру
не гарантована (по 0,5 см з кожного боку
шва).
см
= 26 - 1 = 25 см - розрахункова довжина одного
кутового шва, тут b2
= 260 мм = 26 см - ширина вужчого елемента;
см - сумарна довжина шва, на якій його
якість за рахунок непровару і кратеру
не гарантована (по 0,5 см з кожного боку
шва).
-
Визначаємо величину згинаючого моменту:
![]() кНсм =
61,25 кН·м;
кНсм =
61,25 кН·м;
![]() кНсм
72,84
кН·м.
кНсм
72,84
кН·м.
Отже,
дане з’єднання
здатне сприйняти згинаючий момент
величиною
![]() кН·м.
кН·м.
-
За дії згинаючого моменту
 кН·м
перевіряємо міцність листів, що складають
з’єднання, і міцність самих швів:
кН·м
перевіряємо міцність листів, що складають
з’єднання, і міцність самих швів:
а) міцність першого листа
![]() кН/см2
= 199,4 МПа
кН/см2
= 199,4 МПа
![]() 260
МПа,
260
МПа,
де
![]() см3;
см3;
![]() МПа - для сталі марки ВСт3сп5-2 (класу
сталі С285) товщиною прокату t1
= 18 мм;
МПа - для сталі марки ВСт3сп5-2 (класу
сталі С285) товщиною прокату t1
= 18 мм;
б) міцність другого листа
![]() МПа
МПа
![]() МПа,
МПа,
де
![]() см3;
см3;
![]() МПа - для сталі марки 18Гсп (класу сталі
С255) товщиною прокату t2
= 22 мм;
МПа - для сталі марки 18Гсп (класу сталі
С255) товщиною прокату t2
= 22 мм;
в) міцність шва:
![]() кН/см2=
200 МПа =
кН/см2=
200 МПа =
![]() МПа;
МПа;
![]() кН/см2=140
МПа
кН/см2=140
МПа
![]() МПа.
МПа.
-
Оскільки міцність другого листа не забезпечена (див. п. 4, б), то максимальний згинаючий момент, який може сприйняти даний зварний елемент
![]() кН·см
57 кН·м.
кН·см
57 кН·м.
Остаточно несуча здатність М = 57 кН·м.
Приклад 3
Розрахувати та законструювати прикріплення фланговими кутовими швами розкосу ферми таврового поперечного перерізу із двох нерівнополицевих кутиків 110708 до вузлової фасонки товщиною tф = 14 мм. Розрахунок зварних швів, розміщених вздовж коротких полиць кутиків, виконати з умови їх рівноміцності з розкосом ферми. Матеріал кутиків - сталь марки 09Г2, фасонки - сталь марки 15ХСНД. Зварювання автоматичне дротом Св-10НМА .
Розв’язок задачі
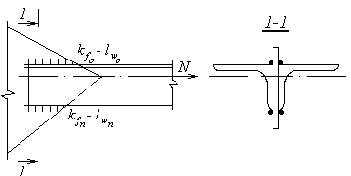
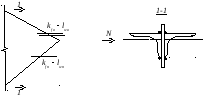
Рис. 1. Схема прикріплення розкосу ферми до фасонки
-
Розрахунок прикріплення розкосу ферми до фасонки виконується за дії центрально прикладеної сили N (рис. 1) за формулами:
![]() ;
;
![]() ,
,
де N
визначається із умови рівноміцності з
розкосом ферми, тобто
![]() кН,
кН,
тут
![]() см2;
см2;
![]() МПа - згідно з табл. 2 дод. 1 для фасонного
прокату товщиною
МПа - згідно з табл. 2 дод. 1 для фасонного
прокату товщиною
![]() мм із сталі класу С345 (марки сталі 09Г2);
мм із сталі класу С345 (марки сталі 09Г2);
![]() згідно з табл. 5 дод. 1.
згідно з табл. 5 дод. 1.
2) Визначаємо міцність кутових швів, що виконуються зварювальним дротом марки Св-10НМА, який повністю відповідає застосованим для елементів сталям згідно з табл. 1 (сталь марки 09Г2 - сталь класу С345, сталь марки 15ХСНД - сталь класу С375).
Згідно
з табл. 5
![]() =
240 МПа.
=
240 МПа.
![]() МПа,
де Run
= 490 МПа - менше із двох значень: Run
= 490 МПа - для фасонного прокату товщиною
МПа,
де Run
= 490 МПа - менше із двох значень: Run
= 490 МПа - для фасонного прокату товщиною
![]() мм із сталі класу С345; Run
= 490 МПа - для листового прокату товщиною
t
= 14 мм із сталі класу С375.
мм із сталі класу С345; Run
= 490 МПа - для листового прокату товщиною
t
= 14 мм із сталі класу С375.
Приймаємо
![]() (згідно з табл. 6) і
(згідно з табл. 6) і
![]() (згідно з табл. 5 дод. 1).
(згідно з табл. 5 дод. 1).
-
Виконуємо розрахунок швів, що прикріплюють кутики до фасонки біля обушка:
а) катет
шва
![]() мм,
де tmin
- товщина тоншого з елементів (полиці
кутика або фасонки),
мм,
де tmin
- товщина тоншого з елементів (полиці
кутика або фасонки),
![]() мм;
приймаємо
мм;
приймаємо
![]() мм;
мм;
б)
приймаємо діаметр дроту для автоматичного
зварювання d
=
= 3...5
мм і для нижнього положення шва за
значення
![]() мм
згідно з табл. 4
мм
згідно з табл. 4
![]() і
і
![]() ;
;
в)
оскільки кутики прикріплені до фасонки
короткою (вужчою) полицею, то шви біля
обушка сприймають зусилля
![]()
![]() кН;
кН;
г) визначаємо розрахункову довжину шва:
![]() см;
см;
![]() см,
см,
де 2 - кількість швів, що прикріплюють розкіс ферми з двох кутиків до фасонки (див. рис. 1);
приймаємо
![]() за більшим із двох значень
за більшим із двох значень
![]() см, тоді
см, тоді
![]() см
= 17,97 + 1 = 18,97 см; приймаємо
см
= 17,97 + 1 = 18,97 см; приймаємо
![]() см;
см;
д)
перевіряємо отриману довжину шва на
відповідність умові
![]() (або
(або
![]() ),
),
де
![]()
![]() см
або
см
або
![]() мм
= 5 см;
мм
= 5 см;
![]() см;
см;
таким
чином,
![]() см
см
![]() см
см
![]() см.
см.
4) Виконуємо розрахунок швів, що прикріплюють кутики до фасонки біля пера:
а) катет
шва
![]() мм
= 8 - 2 = 6 мм;
мм
= 8 - 2 = 6 мм;
б) згідно
з табл. 4
![]() і
і
![]() ;
;
в) шви
біля пера сприймають зусилля
![]()
![]() кН;
кН;
г) визначаємо розрахункову довжину шва:
![]() см;
см;
![]() см;
см;
приймаємо
![]() за більшим із двох значень
за більшим із двох значень
![]() см, тоді
см, тоді
![]() см
= 7,65 + 1 = 8,65 см; приймаємо
см
= 7,65 + 1 = 8,65 см; приймаємо
![]() см;
см;
д)
перевіряємо отриману довжину шва на
відповідність умові
![]() (або
(або
![]() ):
):
![]() см
або
см
або
![]() мм
= 5 см;
мм
= 5 см;
![]() см;
см;
таким
чином,
![]() см
см
![]() см
см
![]() см.
см.
-
Виконуємо конструювання прикріплення розкосу ферми до фасонки (рис.2).
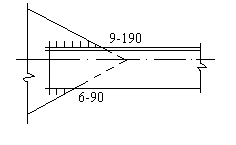
Рис. 2. Вузол прикріплення розкосу ферми до фасонки
Приклад 4
Розрахувати та законструювати прикріплення фланговими кутовими швами розкосу ферми таврового поперечного перерізу із двох рівнополицевих кутиків 16011 до вузлової фасонки товщиною tф = 12 мм. Довжини швів біля пера та обушка прийняти однаковими. Розрахунок зварних швів виконати з умови їх рівноміцності з розкосом ферми. Матеріал кутиків - сталь марки ВСт3пс6-2, фасонки - сталь марки ВСт3Гпс5-2. Зварювання ручне.
Розв’язок задачі
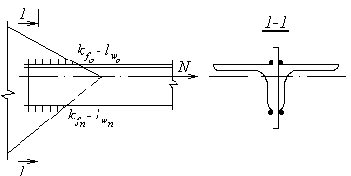
Рис. 1. Схема прикріплення розкосу ферми до фасонки
-
Розрахунок прикріплення розкосу ферми до фасонки виконується за дії центрально прикладеної сили N (рис. 1) за формулами:
![]() ;
;
![]() ,
,
де N
визначається з умови рівноміцності
швів з розкосом ферми, тобто
![]() кН,
кН,
тут
![]() см2;
см2;
![]() МПа - згідно з табл. 2 дод. 1 для фасонного
прокату товщиною
МПа - згідно з табл. 2 дод. 1 для фасонного
прокату товщиною
![]() мм із сталі класу С275 (марки сталі
ВСт3пс6-2);
мм із сталі класу С275 (марки сталі
ВСт3пс6-2);
![]() згідно з табл. 5 дод. 1.
згідно з табл. 5 дод. 1.
2) Визначаємо міцність кутових швів, для виконання яких згідно з табл. 1 для ручного зварювання приймаємо електроди Э46 (матеріал кутиків - сталь марки ВСт3пс6-2 - сталь класу С275, матеріал
фасонки - сталь марки ВСт3Гпс5-2 - сталь класу С285).
Згідно
з табл. 5
![]() =
200 МПа.
=
200 МПа.
![]() МПа,
де Run
= 380 МПа - менше із двох значень: Run
= 380 МПа - для фасонного прокату товщиною
МПа,
де Run
= 380 МПа - менше із двох значень: Run
= 380 МПа - для фасонного прокату товщиною
![]() мм із сталі класу С275; Run
= 380 МПа - для листового прокату товщиною
t
= 12 мм із сталі класу С285.
мм із сталі класу С275; Run
= 380 МПа - для листового прокату товщиною
t
= 12 мм із сталі класу С285.
Приймаємо
![]() (згідно з табл. 6) і
(згідно з табл. 6) і
![]() (згідно з табл. 5 дод. 1).
(згідно з табл. 5 дод. 1).
-
Оскільки завданням передбачено виконання швів біля пера та обушка однакової довжини, то розрахунок з'єднання починаємо з розрахунку швів біля обушка, на який припадає більша частина діючого в елементі зусилля:
а) катет
шва
![]() мм,
де
мм,
де
![]() мм;
приймаємо
мм;
приймаємо
![]() мм;
мм;
б) згідно
з табл. 4 для ручного зварювання
![]() і
і
![]() ;
;
в) шви
біля обушка сприймають зусилля
![]()
![]() кН;
кН;
г) визначаємо розрахункову довжину шва:
![]() см;
см;
![]() см,
см,
де 2 - кількість швів, що прикріплюють розкіс ферми з двох кутиків до фасонки (див. рис. 1);
приймаємо
![]() за більшим із двох значень
за більшим із двох значень
![]() см, тоді
см, тоді
![]() см
= 35,72 + 1 = 36,72 см; приймаємо
см
= 35,72 + 1 = 36,72 см; приймаємо
![]() см;
см;
д) перевіряємо отриману довжину шва на відповідність умові
![]() (або
(або
![]() ),
),
де
![]()
![]() см
або
см
або
![]() мм
= 5 см;
мм
= 5 см;
![]() см;
см;
таким
чином,
![]() см
см
![]() см
см
![]() см.
см.
4) Виконуємо розрахунок швів, що прикріплюють кутики до фасонки біля пера:
а)
приймаємо
![]() см,
а
см,
а
![]() см
=37 -
1= = 36
см;
см
=37 -
1= = 36
см;
б) згідно
з табл. 4 значення
![]() і
і
![]() ;
;
в) шви
біля пера сприймають зусилля
![]()
![]() кН;
кН;
г) визначаємо розрахунковий катет шва:
 см;
см;
![]() см;
см;
приймаємо
![]() за більшим з двох значень
за більшим з двох значень
![]() см = =5,53 мм; оскільки значення kf
повинно бути цілим числом, то остаточно
приймаємо
см = =5,53 мм; оскільки значення kf
повинно бути цілим числом, то остаточно
приймаємо
![]() мм;
мм;
д)
перевіряємо прийнятий катет шва на
відповідність умові
![]() ,
,
де
![]() мм - згідно з табл. 8 для з'єднання з
двосторонніми кутовими швами за ручного
зварювання та значення
мм - згідно з табл. 8 для з'єднання з
двосторонніми кутовими швами за ручного
зварювання та значення
![]() МПа (більшого
для кутика (
МПа (більшого
для кутика (![]() МПа згідно з табл. 2 дод. 1 для фасонного
прокату товщиною
МПа згідно з табл. 2 дод. 1 для фасонного
прокату товщиною
![]() мм
із сталі класу С275, яка відповідає марці
сталі ВСт3пс6-2) чи фасонки (
мм
із сталі класу С275, яка відповідає марці
сталі ВСт3пс6-2) чи фасонки (![]() МПа згідно з табл. 2 дод. 1 для листового
прокату товщиною
МПа згідно з табл. 2 дод. 1 для листового
прокату товщиною
![]() мм
із сталі класу С285, яка відповідає марці
сталі ВСт3Гпс5-2))
і за товщини товстішого з елементів,
що зварюються,
мм
із сталі класу С285, яка відповідає марці
сталі ВСт3Гпс5-2))
і за товщини товстішого з елементів,
що зварюються,
![]() мм;
мм;
![]() мм = 11 - 2 = 9 мм;
мм = 11 - 2 = 9 мм;
таким
чином,
![]() мм
мм![]() мм
мм![]() мм.
мм.
-
Виконуємо конструювання прикріплення розкосу ферми до фасонки
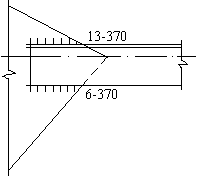
Рис. 2. Вузол прикріплення розкосу ферми до фасонки
Приклад 5
Розрахувати та законструювати прикріплення фланговими кутовими швами розкосу ферми таврового поперечного перерізу із двох нерівнополицевих кутиків 140908 до вузлової фасонки товщиною tф = 10 мм. Катети швів біля пера та обушка прийняти однаковими. Розрахунок зварних швів, розміщених вздовж довгих полиць кутиків, виконати з умови їх рівноміцності з розкосом ферми. Матеріал кутиків - сталь класу С345, фасонки - сталь класу С375. Зварювання ручне.
Розв’язок задачі
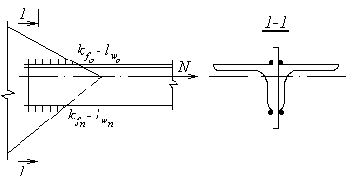

Рис. 1. Схема прикріплення розкосу ферми до фасонки
-
Розрахунок прикріплення розкосу ферми до фасонки виконується за дії центрально прикладеної сили N (рис. 1) за формулами
![]() ;
;
![]() ,
,
де N
визначається із умови рівноміцності з
розкосом ферми, тобто
![]() кН,
кН,