

Погрешности, возникающие в результате размерного износа режущих инструментов
Процесс резания материалов происходит в условиях повышенных температур и существенных давлений в зоне резания. При этом инструмент изнашивается, а его режущая кромка занимает новое положение, вызывая погрешность обработки. В зависимости от конкретных условий режущая кромка может округляться, выкрашиваться. Этот процесс протекает непрерывно в течение всего периода стойкости инструмента.
Величина износа режущего инструмента пропорциональна времени резания или пути, пройденному инструментом в металле заготовки. На рис. 2.6 показано протекание износа резца и в зависимости от длины пути резанияLпри обработке стальной заготовки.
Первый, непродолжительный период работы режущего инструмента, сопровождается повышенным размерным износом (участок I); износ на этом участке получил название начального износа (ин).

Рис.2.6. Износ резца при обработке заготовки на токарном станке: а) схема износа;б) зависимость износа от длины пути резания.
Интенсивность размерного износа на участке IIпринято называть относительным износом (ио)
ио = tg β = u2 / L2, (2.11)
где u2 и L2 – соответственно размерный износ и длина пути резания на участкеII.
Зная величины u2 иио, можно определить размерный износ инструментаи в зависимости от длины пути резанияL по формуле
и = ин + и0 L10 –6 мкм. (2.12)
Длина пути резания L рассчитывается в зависимости от метода обработки.
Влияние размерного износа режущего инструмента на точность размеров детали зависит от того, как выполняется операция. Если заданный операционный размер выполняется методом пробных ходов и промеров, то погрешность размера от износа инструмента будет равна погрешности формы, т.е. Δи = Δф; для поверхностей вращенияΔи = 2и (на диаметр детали). При обработке партии заготовок на предварительно настроенном станкеΔи = 2ип, гдеп –количество заготовок, обработанных между подналадками.
Н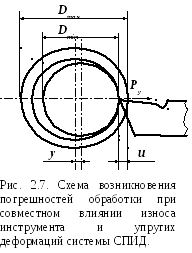 а
точность обработанной поверхности
оказывает влияние точность изготовления
мерных и фасонных режущих инструментов,
так как их размер и профиль непосредственно
передаются обрабатываемой заготовке
и образуют систематические постоянные
погрешности.
а
точность обработанной поверхности
оказывает влияние точность изготовления
мерных и фасонных режущих инструментов,
так как их размер и профиль непосредственно
передаются обрабатываемой заготовке
и образуют систематические постоянные
погрешности.
Затупление режущего инструмента увеличивает погрешности обработки не только из-за размерного износа инструмента, но и в связи со значительным возрастанием усилия резания, что приводит к увеличению деформации системы СПИД.
На рис. 2.7 показана схема образования погрешностей обработки при совместном действии износа инструмента и упругих деформаций системы СПИД.
Суммарная максимальная погрешность обработки
Δmax = Dmax – Dmin = 2(u + y).
При автоматическом получении размеров на предварительно настроенном станке или на станке с автоматической подналадкой системы СПИД можно определить время работы станка между подналадками по экспериментальной формуле, полученной на основании исследований
τ = 1,38 Т / (J0и + J0у) мин, (2.13)
где Т – допуск на размер обрабатываемой поверхности,мм;
J0и – интенсивность износа инструмента,мм/мин;
J0у–интенсивность изменения упругой деформации,мм/мин.
Параметры J0и и J0у определяются экспериментальным путем при обработке опытной партии данных деталей.