

17
3.2. Опорный конспект
Введение
Дисциплина «Техническая физика» освещает современные методы обработки материалов, основанные на электрофизических, электрохимических, светолучевых и иных явлениях, исследуемых теоретической физикой.
Эти явления используются в практических целях для изготовления заготовок и деталей, как из обычных, так и из высокопрочных и труднообрабатываемых металлических и неметаллических материалов.
В ряде случаев методы технической физики являются не только наиболее эффективными и экономичными, но и единственно возможными.
Ктехнологическим особенностям и достоинствам методов обработки технической физики, по сравнению с традиционными, стоит отнести:
−обработку изделия практически без силового воздействия (для некоторых методов бесконтактность обработки);
−широкие технологические возможности обработки деталей сложной формы, получение заданной шероховатости и размеров;
−меньшую зависимость режимов обработки от физико-механических свойств обрабатываемых материалов;
−сравнительно простой и долговечный инструмент, а в ряде случаев его отсутствие;
−простую кинематику формообразования;
−возможность автоматизации технологических процессов.
Кнедостаткам методов технической физики можно отнести:
−сравнительно высокую энергоемкость технологических процессов;
−определенную громоздкость технологических установок, связанную с необходимостью использования специальных источников питания и оборудования для подготовки и подачи технологической среды;
−сложность эксплуатации, с учетом требований безопасности труда и пожароопасности.
18
Раздел 1. Основные понятия дисциплины
1.1.Классификация методов технической физики
Взависимости от преимущественного характера воздействия электрического тока (электромагнитного поля) методы технической физики можно разделить:
1)на электроэрозионную обработку (ЭЭО) (тепловое воздействие)
1.1.электроискровую обработку,
1.2.электроимпульсную обработку,
1.3.высокочастотную обработку,
1.4.электроконтактную обработку (ЭКО);
2)электрохимическую обработку (ЭХО) (химическое воздействие);
3)лучевую обработку (тепловое воздействие):
3.1.электронно-лучевую обработку (ЭЛО),
3.2.лазерную обработку (ЛО),
3.2.плазменную обработку (ПО);
4)магнитоабразивную обработку (МАО) (механическое воздействие магнитного поля);
5)ультразвуковую обработку (УЗК) (механическое воздействие поля);
6)импульсную обработку (ИО) (механическое воздействие поля):
6.1.электрогидроимпульсную обработку (ЭГИО),
6.2.магнитоимпульсную обработку (МИО);
7)комбинированные методы обработки.
Расширенная классификация методов приведена на рис. 1.1.
1.2. Технологические возможности и схемы обработки
Технологические возможности методов, использующих воздействие электрического тока, лучевого и лазерного излучения весьма широки.
Методами технической физики производится изменение формы, размеров, шероховатости и свойств заготовок под непосредственным технологическим воздействием электрической энергии в различных ее проявлениях. Возможно также сочетание различных методов технической
19
физики или их соединение с традиционными методами обработки резанием или давлением. Такие методы носят название комбинированных, причем и те,
идругие методы могут быть размерными (обеспечивающими заданную форму
иразмеры) и безразмерными (отделочными).
Сравнительные данные технологических возможностей методов технической физики приведены в табл. 1.
1.3.Схемы обработки физико-химическими методами
Внастоящее время применяют следующие технологические схемы электрофизической, электрохимической обработки:
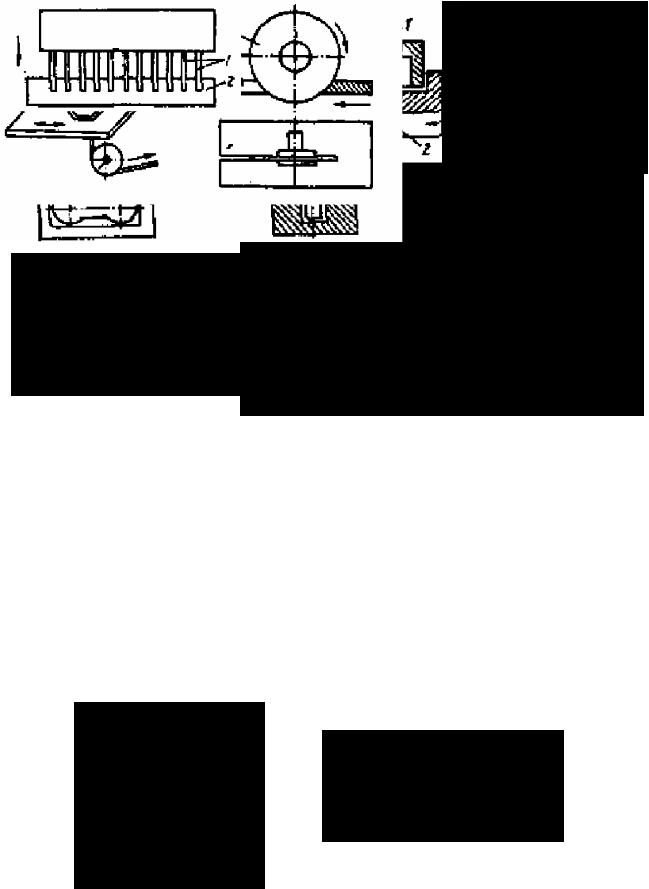
1)объемное копирование и прошивание — формирование полостей и отверстий (рис. 1.2);
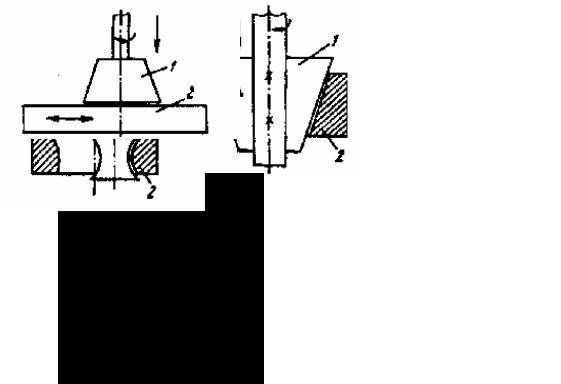
2)разрезание и вырезание — разделение заготовок на части, формирование замкнутого фасонного контура (рис. 1.3);
3)шлифование — сглаживание неровностей шероховатой поверхности, повышение точности, удаление дефектного слоя (рис. 1.4);
4)клеймение (маркирование, гравирование) — нанесение надписей, штрихов шкал.
Следует отметить, что теоретические аспекты рассматриваемых методов технической физики рассматриваются в курсах физики, химии и электротехники и в данном пособии приведены лишь кратко и описательно.
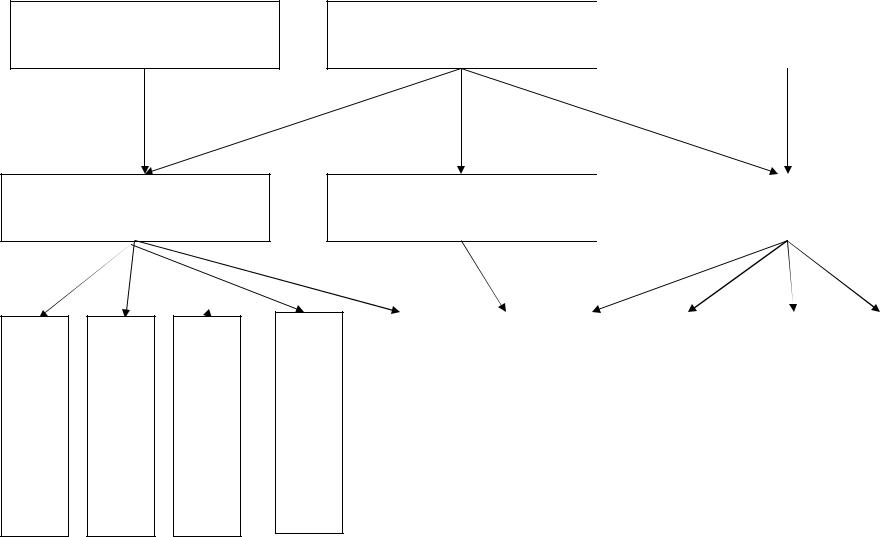
По непосредственной природе источника воздействия
Лучевые
По преимущественному фактору воздействия
Тепловые
По видам |
|
|
|
Электронно-лучевая ЭЛО |
Лазерная ЛО |
Плазменная ПО |
Токами высокой частоты (ТВЧ) |
Электрические |
|
Магнитные |
|
|
|
Химические |
|
Механические |
|
|
|
|
|
|
Электроэрозионная ЭЭО |
|
Электрохимическая ЭХО |
|
Электрогидроимпульс ( ная ЭГИО) |
|
Ультразвуковая УЗО |
|
Магнитоабразивная МАО |
|
Магнитоимпульсная МИО |
|
|
|
|
|
|
|
|
|
|
|
Рис.1.1. Классификация электрохимических и электрофизических методов обработки
20
Сравнительные данные технологических возможностей методов технической физики
|
|
|
|
|
|
|
|
Таблица 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Производитель- |
Достижимая |
Шерохова- |
Удельная |
|
|
|
|
Метод |
|
ность (макси- |
точность |
тость |
мощность, |
Рабочая |
Обрабаты- |
|
|
обработки |
Сущность метода |
мальная) |
обработки, |
обработанной |
Вт/см2 |
среда |
ваемый |
|
|
|
|
мм/мин |
кг/ч |
мм |
поверхности, |
|
|
материал |
|
|
|
|
|
|
мкм |
|
|
|
|
Электрохи- |
Анодное |
25000 |
— |
0,08…0,15 |
Rа = 2,5 -1,25 |
|
Электро- |
|
|
мическая |
растворение |
|
|
|
|
103 – 104 |
литы |
|
|
(ЭХО) |
|
|
|
|
|
|
|
|
|
Анодно- |
Анодное |
6000 |
— |
0,05 |
Rz= 0,4 |
|
|
Токопро- |
|
механичес- |
растворение и |
|
|
|
|
|
|
водящий |
21 |
кая |
абразивное резание |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
(АМО) |
|
|
|
|
|
|
|
|
|
Электро- |
|
25000 |
— |
0,04…0,2 |
Rа = 1,25 – 2,5 |
104 – 106 |
Диэлек- |
|
|
эрозионныйЭ |
Электроэрозион-ное |
|
|
|
|
|
трические |
|
|
ЭО |
разрушение |
|
|
|
|
|
жидкости |
|
|
Электро- |
|
— |
450 |
— |
Rz = 20 – 160 |
103 – 104 |
Воздух, |
|
|
контактная |
|
|
|
|
|
|
вода |
|
|
(ЭКО) |
|
|
|
|
|
|
|
|
|
Плазмен-ная |
Разрушение кон- |
— |
200… |
0,1…0,5 |
Rz = 320 |
103 – 105 |
Газ, |
|
|
(ПЗО) |
центрированным |
|
1000 |
|
|
|
жидкость |
|
|
|
тепловым потоком |
|
|
|
|
|
|
Любой |
|
Лазерная |
Разрушение кон- |
|
20…40 |
0,01…0,02 |
Rz = 20 |
106 – 108 |
Вода, газ, |
|
|
|
|
|
|||||||
(ЛО) |
центрированным |
— |
|
|
|
|
вакуум |
|
|
|
световым потоком |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Окончание табл. 1 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Метод |
|
Производитель- |
|
|
Удельная |
Рабочая |
|
|
||||||
Сущность метода |
ность (макси- |
Достижимая |
Шероховатость |
мощ- |
|
Обрабаты- |
|
|||||||
обра-ботки |
|
мальная) |
|
|
точность |
обработанной |
ность, |
|
среда |
ваемый |
|
|||
|
|
|
|
|
|
обработки, |
поверхности, |
Вт/см2 |
|
|
материал |
|
||
|
|
Мм/мин |
кг/ч |
|
|
|
||||||||
|
|
ми |
мкм |
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Электрон- |
Разрушение кон |
|
|
|
|
|
|
|
|
|
|
Вакуум, |
Токопро- |
|
но лучевая |
центрированным |
25000 |
|
-2 |
…1 |
0,01…0,02 |
Rz = 20 |
10 |
6 |
– 10 |
8 |
(защитный |
водящий |
|
(ЭЛО) |
потоком |
|
3 10 |
|
|
|
|
газ) |
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
электронов |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ультра- |
Хрупкое абразив |
|
|
|
|
|
|
|
|
|
|
Абразив |
Твердые |
|
звуковая |
ное разрушение |
20000 |
— |
0,01…0,02 |
Rа = 2,5-1,25 |
103 – 104 |
ная |
хрупкие; |
22 |
|||||
(УЗО) |
|
|
|
|
|
|
|
|
|
|
|
суспензия |
твердые |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
сплавы |
|
Магнито- |
Механическое |
|
|
|
|
|
|
|
102 |
|
Магнитно- |
Ферро- |
|
|
абразив- |
абразивное резание |
- |
0,6 |
Исходная |
Rz = 0,1-0,04 |
|
|
абразивные |
магнитный |
|
||||
ная |
|
|
(на 1 м2) |
|
|
|
|
|
|
порошки, |
и немаг- |
|
||
(МАО) |
|
|
|
|
|
|
|
|
|
|
|
СОЖ |
нитный |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Электро- |
Формирование |
|
|
|
|
|
|
|
|
|
|
|
|
|
гидро- |
волн сжатия при |
— |
— |
0,1…0,2 |
Исходная |
106 – 108 |
Жидкость |
Пластич- |
|
|||||
импульс- |
высоковольтном |
|
|
|
|
|
|
|
|
|
|
|
ный |
|
ная |
электрическом |
|
|
|
|
|
|
|
|
|
|
|
|
|
(ЭГИО) |
разряде в |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
жидкости |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
23
а) |
б) |
в) |
д) |
е) |
г)
Рис. 1.2. Схемы объемного копирования и прошивания: а – г – внутренних сложнопрофильных поверхностей; д – наружной комбинированной поверхности; е – отверстия; 1 – инструмент; 2 – заготовка
|
|
|
|
а) |
б) |
в |
) |
|
|
|
|
|
|
|
|
г) |
д) |
|
Рис. 1.3. Схемы разрезания (вырезания): а, д – с вертикальной подачей; б, в – с горизонтальной подачей; г – с подачами в двух направлениях;
1 – инструмент; 2 – заготовка
24
а) |
б) |
в |
) |
|
|
|
|
|
|
|
|
г) |
|
д) |
|
|
|
Рис. 1.4. Схемы шлифования поверхностей:
а – внутренней цилиндрической; б – внутренней конической; в, г – внутренних фасонных; д – плоской; 1 – инструмент; 2 – заготовка