

Практические основы металлообработки
Основы технологии авиационных материалов: Лабораторные работы. - Киев: КИИГА, 1984.- 40 с.
Рассмотрены основные слесарные операция, необходимые для проведения лабораторных работ, приведены сведения о назначении и применении оборудования, инструмента и приспособлений, изложены приемы выполнения слесарных работ и способы их механизации.
Предназначено для студентов специальностей 1610 “Эксплуатация летательных аппаратов и двигателей” и 1611 “Эксплуатация воздушного транспорта”.
Общие методические указания
С ростом механизации и автоматизации процессов бесперебойная работа оборудования современного предприятия в значительной мере зависит от слесарей-сборщиков, наладчиков, инструментальщиков и другого обслуживающего технического состава.
Инженер гражданской авиации должен знать основные методы и приёмы слесарной обработки, применяемые в слесарной практике инструмент и оборудование, способы и приёмы выполнения слесарных операций, чтобы контролировать работу слесарей в соответствии с установленными требованиями.
Лабораторная работа 1. Организация рабочего места
Цель работы
1. Изучить основные контрольно-измерительные инструменты, применяемые в слесарной практике.
2. Ознакомиться с оборудованием и инструментами, необходимыми для проведения слесарных операций.
3. Освоить технику безопасности при выполнении слесарных работ.
Краткие теоретические сведения.
В процессе изготовления деталей измеряют или контролируют размеры и форму. Для измерения линейных размеров деталей и воспроизведения их размеров при разметке широко применяет штангенинструменты в виде штангенциркулей, штангенглубиномеров и штангенрейсмасов.
Штангенинструменты имеют две штриховые шкалы — основную и дополнительную. Основную шкалу используют непосредственно для измерения, так как по ней сравнивают измерительный размер, дополнительную (нониус) — для повышения точности отсчёта по основной шкале. Шкала нониуса позволяет более точно оценить долю деления основной шкалы.
Штангенциркули применяют для измерения наружных и внутренних размеров заготовки с различной степенью точности (0,1; 0,050 и 0,02 мм) и для разметки. Так, например, штангенциркуль с отсчётом i=0,1 мм (рис.1) состоит из масштабной линейки-штанги 4 и рамки 6. Штанга и рамка имеют измерительные губки: нижние 7 и 8 и верхние 1 и 2. Рамка может перемещаться вдоль штанги и фиксироваться винтом 3.

Рис. 1. Штангенциркуль с отсчетом 0,1 мм.
1, 2 – верхние измерительные губки;
3 – винт; 4 – штанга; 5 – глубиномер; 6 – рамка;
7,8 – нижние измерительные губки.
На нижнем скосе рамки 6 имеется вспомогательная шкала — нониус, по которой отсчитывают дробные доли миллиметра. К задней стороне рамки 6 прикреплена пластинка — глубиномер 5, конец которого при сдвинутых измерительных губках находится в одной плоскости с торцом штанги. При перемещении рамки 6 по штанге 4 раздвигаются на одну и ту же величину измерительные губки штангенциркуля и выдвигается глубиномер 5.
Штангенциркуль с отсчётом i=0,05 мм отличается от рассмотренного наличием устройства для микрометрической подачи рамки 6, выполненной как одно целое с губкой 7. Плавное перемещение рамки вдоль штанги обеспечивает более точную установку шкалы нониуса по отношению и основной шкале штангенциркуля.
Указанный отсчёт штангенциркулей (0,1 мм, 0,05 мм) достигнут применением линейного нониуса, устройством, состоящим из двух линеек, одна из которых — основная (штанга) — обычно разделена на целые миллиметры, а вторая — собственно нониус — позволяет производить отсчет дробных долей миллиметра.
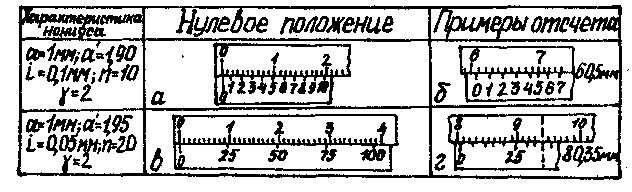
Рис.2. Примеры отсчётом по нониусу штангенциркуля.
Деления на штанге и нониусе нанесены таким образом, что при совмещённых измерительных поверхностях штангенциркуля нулевые (начальные) штрихи штанги и нониуса совпадают (рис.2, а и в).
При измерении целые миллиметры отсчитывают по делению основной штанги, расположенному слева от нулевого деления нониуса, дробную часть миллиметра определяют по шкале нониуса. Для этого находят штрих нониуса, точнее других совпадавших с каким-либо штрихом основной шкалы, и умножают его порядковый номер на величину отсчёта i. Полученный результат и будет дробной долей миллиметра, которую нужно прибавить к целому числу миллиметров. Например, если на нолиус с отсчетом i = 0,1 мм нулевое деление нониуса прошло 60 делений основной шкалы штанги (рис. 2, б) и со штрихом основной шкалы наиболее точно совпадает пятый штрих нониуса, то дробная часть размера составит 5 i = 0,5 мм, а полный размер — 60+0,5=60,5 мм. Если на нониусе с отсчетом i =0,5 мм, совпадающем со штрихом основной шкалы, окажется седьмой штрих нониуса, то дробная часть размера составит 7i =0,35 мм (рис. 2, г).
Штангенглубиномер применяют для измерения глубин и высот. Штангенрейсмас предназначен для разметки деталей и измерения их высоты.
Метрические инструменты — микрометры, микрометрические глубиномеры и нутромеры — используют для измерения наружных и внутренних размеров, глубин отверстий и пазов и высот уступов.
Отсчет целых миллиметров, содержащихся в проверяемом размере детали, производят по основной шкале, а доли деления основной шкалы измеряют при помощи дополнительной круговой скалы. Последняя (вспомогательная) шкала находится на боковой поверхности усеченного конуса барабанчика (рис. 3).
|
Рис.3 а. Мікрометр.
1-скоба, 2-п’ята, 3-змінна п’ята,
4-мікрогвинт, 5-стопор гвинта, 6-стебло,
7-барабан, 8-трищітка. |
|
Рис. 3 б. Примеры отсчетов на микрометре.
|
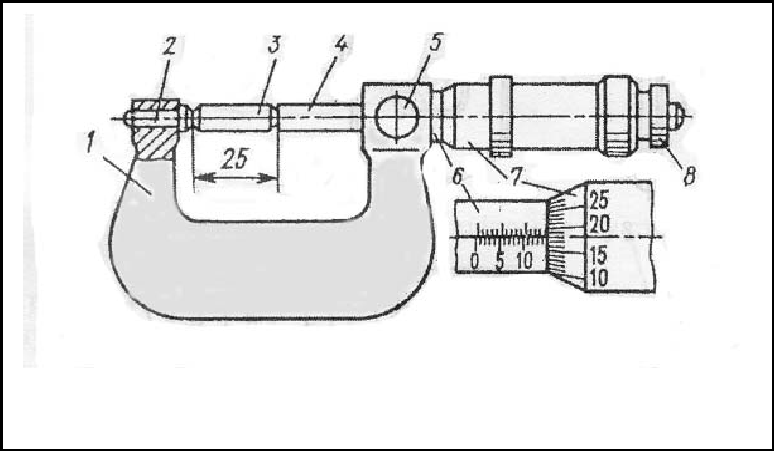

По делениям шкалы, расположенным под продольной линией, отсчитывают целые миллиметры, а по делениям, расположенным над линией и сдвинутым на 0,5 мм относительно нижних делений, - величины в полмиллиметра. Для удобства отсчета каждое пятое нижнее деление шкалы обозначено цифрами 5, 10, 15 и т.д.
Десятые и сотые доли миллиметра отсчитывают по шкале барабанчика, имеющей 50 делений. Так как барабанчик за один оборот перемещается вдоль стебля на шаг микрометрического винта, т.е. на 0,5 мм, то цена деления его шкалы составляет 0,5:50=0,01 мм. Отсчет по шкале барабанчика производят по тому делению, которое совпадает с продольной линией основной шкалы на стебле. Например, в положении барабанчика по отношению к стеблю, показанном на рис. 3, б, отсчет соответствует 3,21 мм, так как край барабанчика прошел третье деление нижней шкалы на стебле, а с продольной линией совпадает двадцать первое деление шкалы барабанчика. Положению барабанчика, показанному на рис. 3, в, соответствует отсчет 3,71 мм. Если при сомкнутых измерительных поверхностях показание отсчетных шкал не соответствует “0” (рис. 3, а), то микрометр необходимо установить на “0”.
Рычажно-механические приборы предназначены для относительного измерения размеров и отклонений формы и взаимного расположения, поверхностей деталей (контроля конусности, овальности, биения и т.д.). Приборы имеют цену деления от 0,01 до 0,002 мм.
Для линейных измерений наиболее часто применяют индикаторы, миниметры, рычажные скобы и другие инструменты.
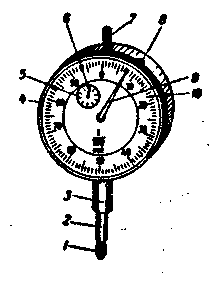
Индикатор представляет собой механический прибор, действие которого основано на преобразовании линейного перемещения измерительного стержня с помощью передаточного механизма во вращательное движение стрелки. Передаточный механизм подобран так, что перемещение измерительного штифта на 0,01 мм вызывает перемещение стрелки на одно деление, заметное невооруженным глазом.
Циферблат индикатора имеет сто делений. Если каждое деление соответствует перемещению измерительного штифта на 0,01 мм, то за один оборот стрелки штифт переместится на 1 мм. Диапазон измерения индикатора с такой шкалой соответствует обычно 5...10 мм.
Наиболее распространенный индикатор показан на рис. 4. Через муфту 3 и весь индикатор проходит измерительный стержень 2, в который вставлен наконечник 1. Измерительный стержень 2, перемещаясь вдоль своей оси, передает движение через систему шестерен на ось стрелки 6, отмечающей целые обороты большой стрелки 9.
Индикаторы можно использовать как для абсолютных, так и для относительных измерений. Абсолютный метод применяют в том случае, если размер измеряемой детали не превышает пределов измерения по шкале. При относительных намерениях (индикатором-нутромером) необходимо выставить (оттарировать) индикатор на номинальный размер проверяемого отверстия. Для этого в наборе комплекта подбирают и ввертывают на место неподвижного упора определенный (соответствующий размер) стержень, закрепляя его в индикаторе гайкой. Поворотом шкалы выставляют “0” по номиналу измеряемого размера. Измерение проводят, учитывая отклонение стрелки от “0”, т.е. суммируют величину отклонений или вычитают из номинального размера.
|
|
Рис.4. Нормальный индикатор часового типа: 1 - наконечник; 2, 7 - измерительный стержень; 3 - муфта; 4 - корпус; 5,6 - указатель оборотов; 8 - фиксатор шкалы; 9 - стрелка; 10 - шкала |
Рабочим местом слесаря является участок производственной площади, закрепленный за определенным рабочим, имеющий необходимое оборудование, приспособления и инструмент. На рабочем месте должно находиться только то, что необходимо для выполнения данного задания.
В оборудование рабочего места слесаря в основном входит верстак, табурет, тиски, вспомогательные приспособления для обрабатываемых изделий, а также сверлильные, опиловочные и отрезные ножовочные станки.
Для заточки инструментов используют заточные станки с одним или двумя шлифовальными кругами.
Тисками закрепляют заготовки или обрабатываемые изделия. Наиболее широкое применение в слесарной практике получили поворотные параллельные тиски с передней и задней подвижными губками. Нормальной высотой при установке тисков на верстаке считается такая, при которой локоть руки рабочего находится на уровне губок тисков. Ручные тисочки, струбцины применяют при опиловке или сверлении мелких изделий, которые неудобно или опасно держать руками.
Материал, инструменты, чертежи должны быть расположены в определенном порядке — это избавит слесаря от лишних движений, от потери времени на поиск необходимого, обеспечит четкость в работе, предохранит от порчи режущий и измерительный инструмент. От того, насколько правильно выбрано и размещено оборудование, инструменты и материалы, во многом зависит затрата сил слесаря на изготовление изделия, а также производительность его труда. Обычно тот инструмент, который пользуются чаще, располагают ближе. Инструмент, который берут правой рукой, кладут с правой стороны тисков, а тот, который берут левой рукой, — с левой стороны тисков.
В зависимости от вида работы слесаря применяют ударный, слесарно-монтажный, режущий и вспомогательный инструмент. В прил. 2 приведен перечень некоторых инструментов, применяемых при выполнении слесарных операций.
Рабочее место слесаря должно хорошо освещаться ввиду того, что большую часть измерений при слесарных работах приходится производить методом просвета , т.е. проверять пригонку на свет.
Инструмент в ящике верстака необходимо располагать по группам в соответствии с его назначением, например, — молоток, зубила, крейцмейсели, инструмент для рубки — в одном отсеке; инструмент для сборки, — ключи и отвертки — в другом и т.д.
Слесарь обязан знать правила безопасной работы и стараться их придерживаться [5].
Для определения размеров деталей и погрешностей обычно их измеряют в трех сечениях (поясах), равномерно расположенных по длине детали (рис. 5, I-I, II-II, III-III), и в двух произвольных взаимно перпендикулярных диаметрах (рис. 5, А-А, Б-Б).
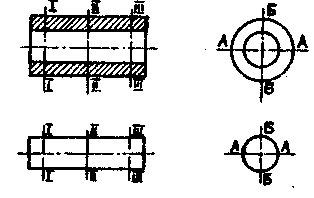
Рис. 5. Схема измерений типовой детали.
Измерения детали производят на расстоянии не менее 1 мм от краев фасов или закруглений торцов детали. На основании полученных данных определяют овальность и конусность изделий. Под овальностью детали понимают абсолютную величину разности взаимно перпендикулярных диаметров одного и того же сечения (А-А и Б-Б), измеренную последовательно в поясах I-I, II-II, III-III. Конусностью изделия K называют отношение разности диаметров, измеренных в разных сечениях, к расстояниям между этими сечениями:
|
|
|
где
![]() и
и![]() — взаимно перпендикулярные диаметры
в сечения I-I;
— взаимно перпендикулярные диаметры
в сечения I-I;![]() и
и![]() — взаимно перпендикулярные диаметры
в сечения II-II;L
— расстояние между измеряемыми сечениями.
— взаимно перпендикулярные диаметры
в сечения II-II;L
— расстояние между измеряемыми сечениями.
За величину овальности я конусности принимают наибольшее из значений, полученных при измерении.
Порядок выполнения работы.
1. Ознакомиться со штангенциркулем (с отсчетом 0,1; 0,06 мм), микрометром и индикатором.
2. Вычертить эскиз детали в двух проекциях и указать места измерений.
3. Измерить цилиндрическую поверхность (наружную, отверстие, паз), определить размер и отклонение от геометрической формы детали.
4. Результаты выполненной работы записать в табл.1.
Таблица 1.
Обмер детали.
|
Направление обмера |
Пояс обмера |
Данные при изменении
| |
|
штангенциркулем |
микрометром | ||
|
А-А |
I II III |
|
|
|
Б-Б |
I II III |
|
|
По этим данным определить конусность в направлениях А-А и Б-Б, а также овальность в поясах I-I, II-II, III-III.
Отчет
В соответствии с программой курса [2] студент обязан в трех разделах - отчета отразить изученный материал по контрольно-измерительному инструменту, оборудованию к инструменту слесаря, технике безопасности. Материал необходимо излагать сжато, лаконично, например, рабочий инструмент слесаря следует лишь перечислить по его групповым признакам. По указанию преподавателя необходимо выполнить эскизы или схематические чертежи.