

3.2 Технологічні розрахунки
Метою технологічних розрахунків є визначення моделей та кількості основного та технологічного обладнання дільниці лиття під тиском для
виконання заданої виробничої програми.
3.2.1 Розрахунок гніздності
Розрахунок гніздності виконується за трьома основними параметрами литтєвої машини:
За об’ємом впорскування матеріалу у форму.
За зусиллям змикання плит литтєвої машини.
За пластикаційною продуктивністю.
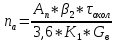
Розраховуємо гніздність за об’ємом впорскування матеріалу у прес
форму

Де:
 Об’єм впорскування литтєвої машини (
см3).
Об’єм впорскування литтєвої машини (
см3).
 коефіцієнт
використання литтєвої машини.
коефіцієнт
використання литтєвої машини.
 Об’єм
виробу ( см3).
Об’єм
виробу ( см3).
 коефіцієнт,
що враховує об’єм ливникової системи
в розрахунку на об’єм одного виробу
коефіцієнт,
що враховує об’єм ливникової системи
в розрахунку на об’єм одного виробу
Розраховуємо гніздність за зусиллям змикання плит машини за
формулою:

Де:
 зусилля змикання плит машини ( кН).
зусилля змикання плит машини ( кН).
 тиск
пластмаси в оформляю чому гнізді ( МПа).
тиск
пластмаси в оформляю чому гнізді ( МПа).
 площа
проекції виробу на площину об’єму (
см2).
площа
проекції виробу на площину об’єму (
см2).
 коефіцієнт,
що враховує площу роз’єму ( см2).
(
коефіцієнт,
що враховує площу роз’єму ( см2).
(
 1,1)
1,1)
 коефіцієнт,
що враховує виконання максимального
зусилля змикання плит (
коефіцієнт,
що враховує виконання максимального
зусилля змикання плит ( 1,11
– 1,25).
1,11
– 1,25).
Розраховуємо гніздність за пластикаційною продуктивністю за
формулою
Де:
 час охолодження виробу ( с).
час охолодження виробу ( с).
Час охолодження виробу розраховується за формулою:

Де:
 Пластикаційна продуктивність ( кг ⁄
рік ).
Пластикаційна продуктивність ( кг ⁄
рік ).
 Маса
виробу ( г).
Маса
виробу ( г).
 коефіцієнт
враховуючий масу ливникової системи.
коефіцієнт
враховуючий масу ливникової системи.
А*10-7 коефіцієнт температуропровідності (м2⁄ с).
Розрахунок
Виріб: « Камера»
ДК 3327Ф1
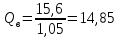
За об’ємом впорскування матеріалу у прес форму:
|
m |
15,6 г |
|
|
1,05 г ⁄ см3 |
|
|
1,1 |
|
|
0,75 |
|
|
|






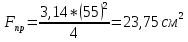
За зусиллям змикання плит машини:
|
|
550 кН |
|
|
1,1 |
|
|
1,25 |
|
q |
32 мПа |




За пластикаційною продуктивністю литтєвої машини:
|
|
60 кг ⁄ год |
|
|
1,0 |
|
|
1,1 |
|
|
0,002 м |
|
|
15 г |
|
а |
0,75*10-7 м2 ⁄с |
|
|
700С |
|
|
600С |
|
|
2200С |









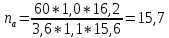
Приймаємо n= 4
Виріб: «Кришка 68»
ДК 3327Ф1
За об’ємом впорскування матеріалу у прес форму:
|
m |
6г |
|
|
1,05г ⁄ см3 |
|
|
1,2 |
|
|
0,75 |
|
|
105см3 |





За зусиллям змикання плит машини:
|
|
550 кН |
|
|
1,1 |
|
|
1,25 |
|
q |
32 мПа |




За пластикаційною продуктивністю литтєвої машини:
|
|
60 кг ⁄ год |
|
|
1,0 |
|
|
1,2 |
|
|
0,0015 м |
|
|
6г |
|
а |
0,75*10-7 м2 ⁄с |
|
|
700С |
|
|
600С |
|
|
2200С |









Приймаємо n= 6
Виріб: «Кришка 6»
ДК 3327Ф1
За об’ємом впорскування матеріалу у прес форму:
|
m |
30г |
|
|
1,05 г ⁄ см3 |
|
|
1,05 |
|
|
0,75 |
|
|
|





За зусиллям змикання плит машини:
|
|
1150кН |
|
|
1,1 |
|
|
1,25 |
|
q |
32 мПа |




За пластикаційною продуктивністю литтєвої машини:
|
|
80кг ⁄ год |
|
|
1,0 |
|
|
1,05 |
|
|
0,0025 м |
|
|
30г |
|
а |
0,75*10-7 м2 ⁄с |
|
|
700С |
|
|
600С |
|
|
2200С |










Приймаємо n= 1
Виріб: «Опора ніжки»
ДК 3327Ф1
За об’ємом впорскування матеріалу у прес форму:
|
m |
15 г |
|
|
0,921г ⁄ см3 |
|
|
1,1 |
|
|
0,70 |
|
|
|





За зусиллям змикання плит машини:
|
|
550 кН |
|
|
1,1 |
|
|
1,25 |
|
q |
32 мПа |




За пластикаційною продуктивністю литтєвої машини:
|
|
60 кг ⁄ год |
|
|
0,65 |
|
|
1,3 |
|
|
0,00235 м |
|
|
15г |
|
а |
0,86 *10-7 м2 ⁄с |
|
|
450С |
|
|
300С |
|
|
2000С |









Приймаємо n= 4
Виріб: «Ковпак »
ДК 3327Ф1
За об’ємом впорскування матеріалу у прес форму:
|
m |
20г |
|
|
0,921г ⁄ см3 |
|
|
1,05 |
|
|
0,70 |
|
|
|





За зусиллям змикання плит машини:
|
|
550 кН |
|
|
1,1 |
|
|
1,25 |
|
q |
32 мПа |




За пластикаційною продуктивністю литтєвої машини:
|
|
60 кг ⁄ год |
|
|
0,65 |
|
|
1,05 |
|
|
0,00125 м |
|
|
15 г |
|
а |
0,86 *10-7 м2 ⁄с |
|
|
450С |
|
|
300С |
|
|
2000С |










Приймаємо n= 3