

8.4.2 Стругання (і довбання)
Знаходить найбільше застосування в дрібносерійному і одиничному виробництві завдяки тому, що для роботи на стругальних верстатах не вимагається складних пристосувань і інструментів (на відміну від роботи на фрезерних, протяжних і інших верстатах.
Цей метод обробки є вельми гнучким при переході на інші умови роботи. Проте він малопродуктивний: обробка виконується однолезовим інструментом (стругальними різцями) на поміркованих режимах різання, а наявність допоміжних ходів збільшує час обробки. Крім того, для роботи на цих верстатах потрібні робітники високої кваліфікації.
Дані верстати призначені для обробки переважно плоских зовнішніх (стругальні) і внутрішніх (довбальні) поверхонь. Обробка здійснюється переривисто із зняттям стружки при поступально-прямолінійному русі заготівки (рис.8.5, а) або різця (рис.8.5, б і в).


Рис.8.5. Подовжньо–стругальний верстат і схеми стругання (а, б) і довбання (в)
При струганні застосовують поперечно-стругальні, а також подовжньо-стругальні верстати. Стругання на подовжньо–стругальних верстатах застосовують в серійному виробництві при обробці крупних і важких деталей практично у всіх випадках. Пояснюється це простотою і дешевизною інструменту і наладки; можливістю обробляти поверхні складного профілю простим універсальним інструментом, малою його чутливістю до ливарних вад, можливістю знімати за один робочий хід великі припуски і порівняно високою точністю.
Найбільш раціонально застосовувати струганні довгих і вузьких поверхонь. При звичайній формі різця стругання проводиться з глибиною різання від 3 до 10 мм і подачею 0,8-1,2 мм на один подвійний хід столу, забезпечуючи IТ13-11; Rа = 12,5-3,2 мкм.
При тонкому струганні може бути досягнутий точність IТ8, шорсткість Ra = 1,6-0,8 мкм і неплощинність 0,01 мм для поверхні 300х300 мм
Для збільшення продуктивності процесу стругання заготівки встановлюють в один або декілька рядів; обробляють одночасно заготівки деталей різних найменувань.
8.4.3 Протягування
Обробка протягуванням здійснюється спеціальним інструментом - протяжкою, зуби якої за один хід знімають весь припускк. Оброблювані поверхні - отвори різного перетину (круглі, шестигранні, прямокутні і так далі), пази шпон і шліці в отворах, а також зовнішні плоскі і фасонні поверхні.
Обробку виконують на вертикально і горизонтально-протяжних верстатах. Протягування зовнішніх плоских і фасонних поверхонь а також різноманітних отворів завдяки високій продуктивності і низькій собівартості знаходить все більше застосування у крупно серійному і масовому виробництві.
Для цих типів виробництв протягування економічно вигідно, не дивлячись на високу вартість устаткування і інструменту. В даний час фрезерування часто замінюють зовнішнім протягуванням (площини, пази, канавки і т.п.).
Основними перевагами протягування в порівнянні з фрезеруванням є: висока продуктивність, висока точність, висока стійкість інструменту. Обмеженнями широкого застосування протягування є його висока вартість і складність інструменту.
В масовому виробництві для зовнішнього протягування застосовують багато позиційні протяжні верстати, а також верстати безперервної дії, що робить протягування самим високопродуктивним методом обробки, забезпечуючи точність розмірів IТ9-IТ7 і шорсткість Ra = 3,2-0,63 мкм.
Звичайно при протягуванні використовуються наступні режими: подача на зуб Sz = 0,1-0,4 мм/зуб; швидкість різання t = 6-12 м/хв. з максимальними припусками до 4 мм з шириною протягування до 350 мм.
Протяжні верстати бувають як горизонтального, так і вертикального виконання. Конструкція верстата горизонтального виконання показана на рис.8.6. Слід зазначити, що в процесі обробки заготівка закріплюється нерухомо, а напрям головного руху співпадає з напрямом подачі. Інструмент-протяжка працює «на розтягування» (рис.8.6, а і б), на відміну від прошивки, що працює «на стиснення» в прошивочних верстатах і пресах.
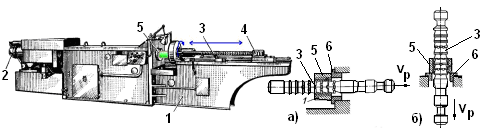
Рис.8.6. Горизонтально-протяжний верстат: 1 – станина; 2 – силовий циліндр; 3 – протяжка; 4 – допоміжний патрон; 5 – заготовка; 6 – опорна шайба
На рис.8.7 показані види отворів, що виготовляються на протяжних верстатах.

Рис.8.7. Види рабіт на протяжних верстатах