

ТКМ (Динник) / Билан / 2Littya_v_odnorazovi_pishyani_formi
.doc
Лиття в разові піщані форми
План
1. Суть лиття в одноразові піщані форми
2. Піщана форма
3. Ливникова система
Сутність
лиття в
піщані форм полягає в формоутворенні
виливків, отриманих при затвердінні
розплавленого металу, який вільно
заливається в роз'ємну разову форму,
отриману з ущільненої формувальної
суміші.
Для
виготовлення піщаної форми використовують
моделі, які оформляють зовнішню
конфігурацію виливка. Для отримання
робочої порожнини напівформ на моделі
в опоку засинають формувальну суміш,
яку ущільнюють вручну. Після затвердіння
розплаву і його охолодження, здійснюється
вибивка виливки з одночасним руйнуванням
форми.
Піщана
форма (рис.
2.1) - це разова ливарна форма, виготовлена
ущільненням формувальної суміші.
Вона складається з верхньої 1 і нижній
2 напівформ, що утворюють порожнину
форми 3. Зовнішню поверхню порожнини
виливка в кожній полуформе отримують
по ливарної моделі в процесі ущільнення
суміші.
Для
утворення отворів, порожнин чи
іншого складного контуру в литві
застосовують піщані стрижні 4.
У
більшості випадків піщані форми
виготовляють в парних опоках 5, службовців
для утримання формувальної суміші при
ущільненні напівформ, при виготовленні,
заливці і транспортування піщаних
форм.
Для
підведення розплавленого металу в
порожнину форми, її заповнення і
харчування виливки при затвердінні
використовують литниковую систему.
Ливникова
система складається
з ливникової чаші 6, стояка 7, шлакоуловителя
8, живильника 9, випора 10. Літніковая чаша
призначена для прийому розплавленого
металу і подачі його в стояк. Вертикальний
канал стояка подає розплав в шлакоуловителя.
У шлакоуловителя затримуються шлаки і
неметалеві домішки. З шлакоуловителя
розплав надходить в живильник, який
необхідний для підведення розплаву в
порожнину ливарної форми.
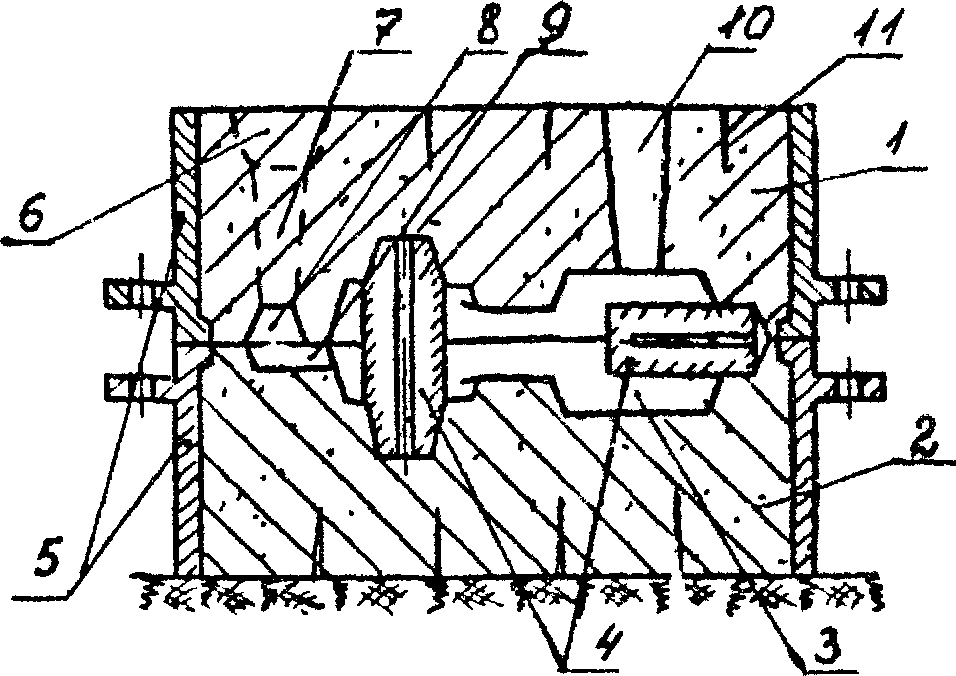 Рис.
2.1
Часто,
для полегшення виходу газів з форми, у
формі роблять вентиляційні наколи
II.
Зібрану
з двох напівформ піщану форму заливають
розплавом. Струмінь розплавленого
металу направляють безперервно в
литниковую чашу 1 так, щоб чаша була
вщерть заповнена розплавом. Це необхідно
для того, щоб в порожнину форми не
потрапляли шлакові включення, бульбашки
повітря. Розплав надходить в стояк 2,
потім в шлакоуловителя 3, живильник 4,
порожнину форми 6. При появі розплаву в
випори 5 припиняється еалівка
форми.
Залежно
від металу, що заливається (чавуну, сталі
або кольорових сплавів), розмірів і маси
виливки застосовують сирі, сухі і
хімічно тверднуть форми.
Заливку
ливарних форм проводять із заливальних
ковшів (рис.2.2) або заливальних пристроїв.
При цьому литниковую чашу або воронку
необхідно до країв заповнити рідким
металом, щоб запобігти попаданню шлаку
в порожнину форми.
Затвердіння
і охолодження виливка у ливарній формі
залежить від теплофізичних властивостей
розплаву і літерної форми (теплоємності,
теплопровідності і т.д.), а також від
геометричних параметрів виливки (товщини
стінок, габаритних розмірів і т.д.).
Зазвичай виливок охолоджується у формі
до температури, при якій її матеріал
буде мати достатню міцність, щоб вона
не зруйнувалася або не неприємно вразила
при вибивка.
Після
охолодження виливків до температури
вибивки витягують виливок з форми і
вибивають стрижень з виливки, потім
відділяють литниковую систему, очищають
поверхню виливків, обрубують і зачищають
виливок від залишків живильників,
задирок і заток за допомогою абразивних
кругів або на обрізних пресах.
Після
заповнення форми розплав охолоджується
і твердне. Швидкість затвердіння впливає
на формування механічних властивостей
виливка.
Рис.
2.1
Часто,
для полегшення виходу газів з форми, у
формі роблять вентиляційні наколи
II.
Зібрану
з двох напівформ піщану форму заливають
розплавом. Струмінь розплавленого
металу направляють безперервно в
литниковую чашу 1 так, щоб чаша була
вщерть заповнена розплавом. Це необхідно
для того, щоб в порожнину форми не
потрапляли шлакові включення, бульбашки
повітря. Розплав надходить в стояк 2,
потім в шлакоуловителя 3, живильник 4,
порожнину форми 6. При появі розплаву в
випори 5 припиняється еалівка
форми.
Залежно
від металу, що заливається (чавуну, сталі
або кольорових сплавів), розмірів і маси
виливки застосовують сирі, сухі і
хімічно тверднуть форми.
Заливку
ливарних форм проводять із заливальних
ковшів (рис.2.2) або заливальних пристроїв.
При цьому литниковую чашу або воронку
необхідно до країв заповнити рідким
металом, щоб запобігти попаданню шлаку
в порожнину форми.
Затвердіння
і охолодження виливка у ливарній формі
залежить від теплофізичних властивостей
розплаву і літерної форми (теплоємності,
теплопровідності і т.д.), а також від
геометричних параметрів виливки (товщини
стінок, габаритних розмірів і т.д.).
Зазвичай виливок охолоджується у формі
до температури, при якій її матеріал
буде мати достатню міцність, щоб вона
не зруйнувалася або не неприємно вразила
при вибивка.
Після
охолодження виливків до температури
вибивки витягують виливок з форми і
вибивають стрижень з виливки, потім
відділяють литниковую систему, очищають
поверхню виливків, обрубують і зачищають
виливок від залишків живильників,
задирок і заток за допомогою абразивних
кругів або на обрізних пресах.
Після
заповнення форми розплав охолоджується
і твердне. Швидкість затвердіння впливає
на формування механічних властивостей
виливка.
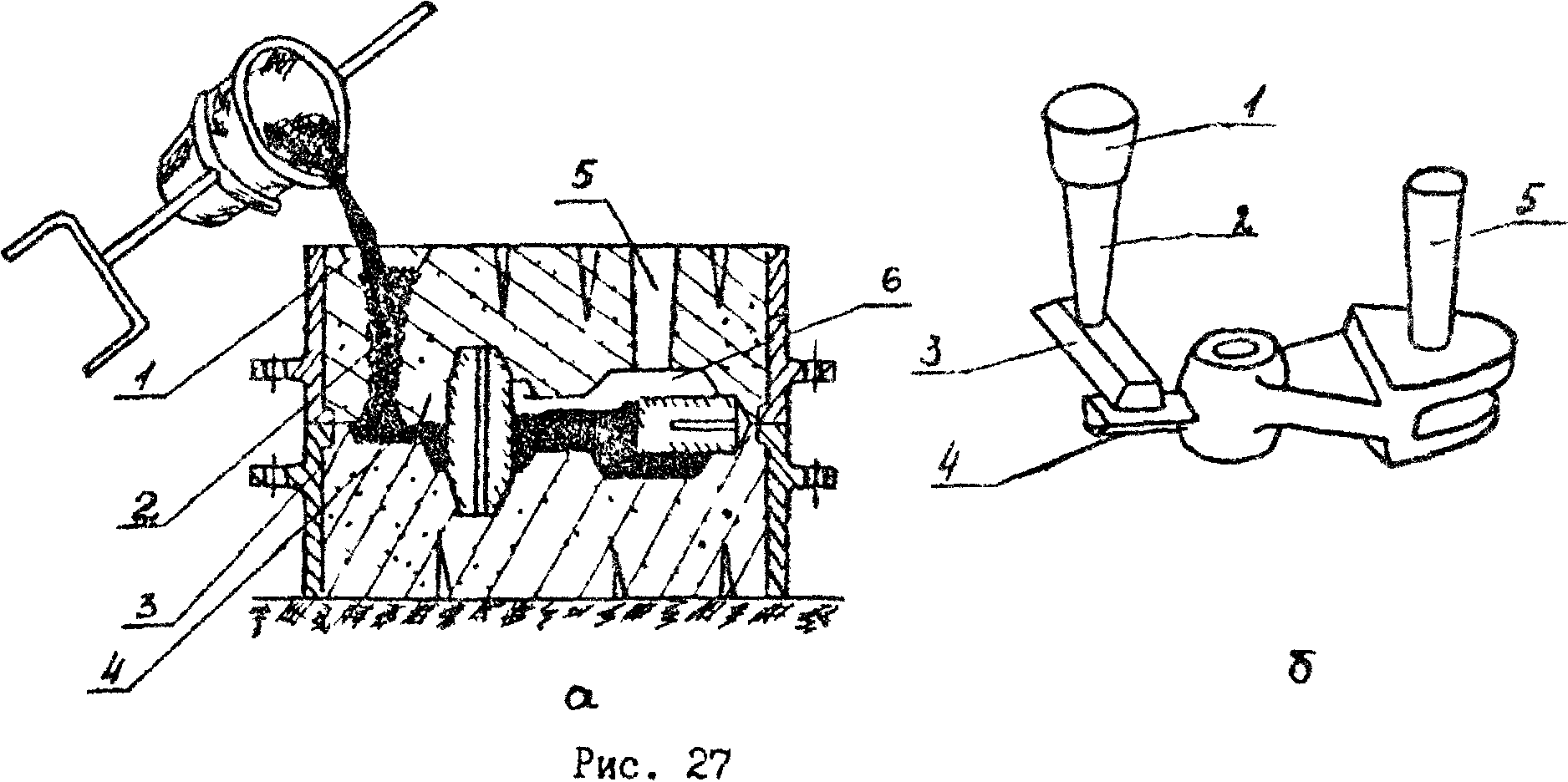 Рис.
2.2
Вибивання
відливок з піщаної форми здійснюють на
вибивних установках. Вибивка
стрижневою суміші і стрижнів з виливків
виробляється вручну або на вибивних
установках. Після вибивки виливки з
форми відокремлюють Лютикова систему
1-5, очищають відливання і проводять
контроль якості литва.
До
основних показників якості виливків
відносяться точність їх розмірів, стан
поверхневого шару, відсутність
зовнішніх і внутрішніх дефектів та ін
Рис.
2.2
Вибивання
відливок з піщаної форми здійснюють на
вибивних установках. Вибивка
стрижневою суміші і стрижнів з виливків
виробляється вручну або на вибивних
установках. Після вибивки виливки з
форми відокремлюють Лютикова систему
1-5, очищають відливання і проводять
контроль якості литва.
До
основних показників якості виливків
відносяться точність їх розмірів, стан
поверхневого шару, відсутність
зовнішніх і внутрішніх дефектів та ін