

2.3.6 Допускаемые напряжения
Допускаемые напряжения для сварных швов из низкоуглеродистых и низколегированных сталей:
|
|
Шов |
Способ сварки |
|
|
|
Стыковой |
Дуговая автоматическая и полуавтоматическая, под флюсом и в CO2 Дуговая ручная, контактная, электронно-лучевая, диффузионная |
|
|
|
Угловой |
Дуговая автоматическая и полуавтоматическая, под флюсом и в CO2 |
0,8 |
|
Стыковой |
0,65 | ||
|
Угловой |
Дуговая ручная |
0,6 |
2.4 Соединения с натягом
2.4.1 Общие сведения
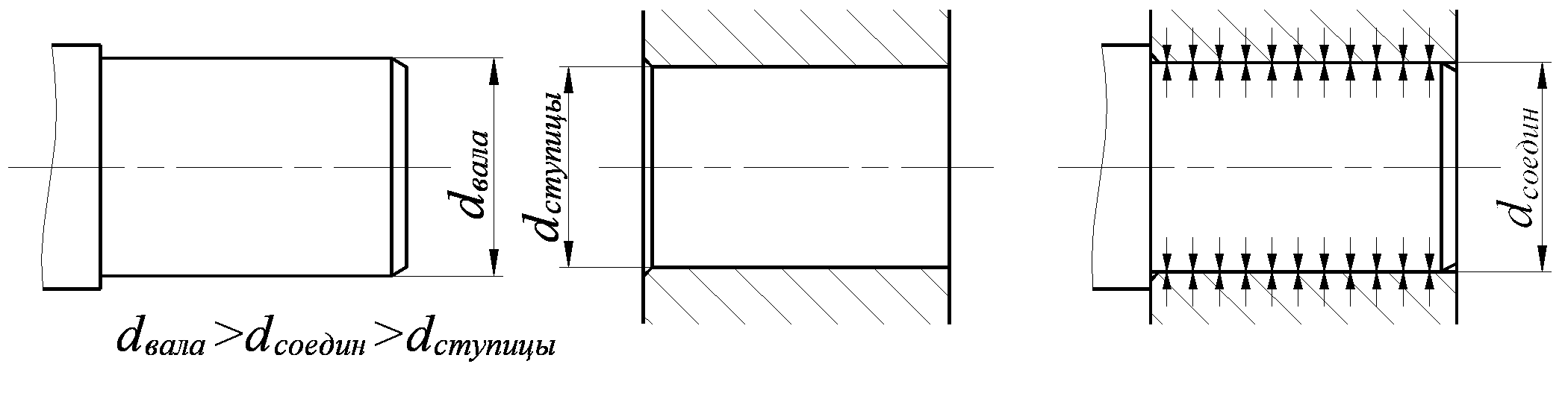
Соединения деталей с натягом – это напряженные соединения, в которых натяг создается необходимой разностью посадочных размеров насаживаемых одна на другую деталей (рис. 2.36а). Насаживаемая деталь (ступица) имеет посадочное отверстие меньшего диаметра, чем диаметр вала, на который насаживается деталь. В процессе посадки вал сжимается, а ступица растягивается, т.е. диаметры посадочных мест становятся равными. Возникающая упругая деформация создает на поверхности соединения силы трения (рис. 2.36б), которые удерживают детали от проворачивания и осевого смещения.
|
| |||
|
|
а |
б |
|
|
Рис. 2.36. Соединение деталей с натягом | |||
Соединения деталей с натягом бывают по цилиндрическим и коническим поверхностям.
Для обеспечения возможности сборки на валу и отверстии ступицы делают фаску.
2.4.2 Достоинства и недостатки соединений с натягом
Достоинства соединений с натягом
дешевы в изготовлении, имеют простую форму и не требуют дополнительных соединительных деталей;
обеспечивают хорошее центрирование насаживаемых деталей (отсутствие биения);
хорошо воспринимают большие, в том числе и ударные, нагрузки.
Недостатки соединений с натягом
относительная сложность сборки и разборки (особенно внутри неразъемных корпусов);
возможность ослабления посадки и повреждения посадочных поверхностей при разборке;
большое рассеяние сил сцепления в связи с рассеянием действительных посадочных размеров в пределах допусков и коэффициентов трения;
трудность неразрушающего контроля.
Область применения соединений с натягом:
посадка деталей на высокоскоростные валы – благодаря хорошему центрированию и отсутствию биения;
посадка деталей при больших динамических нагрузках;
в массовом производстве при сборке деталей, не требующих разборки в процессе всего срока эксплуатации.
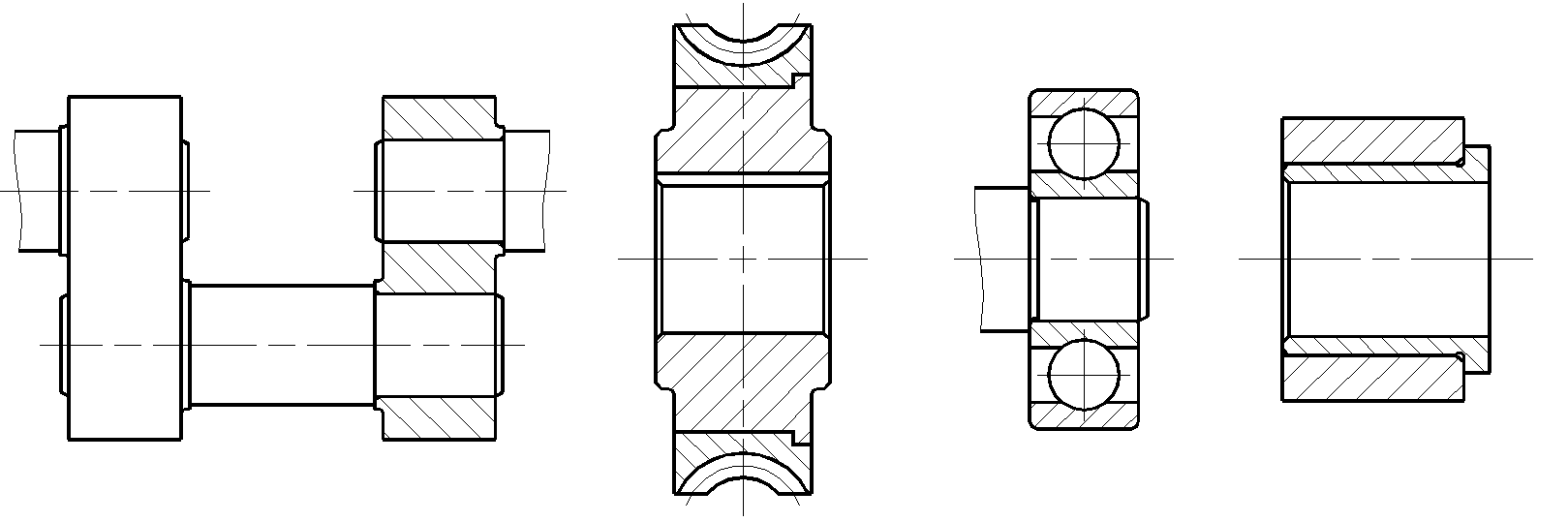
Характерными примерами применения соединений с натягом могут служить: детали составных коленчатых валов (рис. 2.37а), венцы зубчатых и червячных колес (рис. 2.37б), роторы электродвигателей, подшипники качения (рис. 2.37в) и скольжения (рис. 2.37г) и т.д.
|
| |||||
|
|
а |
б |
в |
г |
|
|
Рис. 2.37. Соединения с натягом по цилиндрической поверхности | |||||
Характер соединения определяется натягом (разницей диаметров), который выбирают в соответствии с посадками, установленными стандартной системой предельных допусков и посадок. Наиболее распространены следующие посадки с натягом квалитетов 6 и 7 (в порядке убывания натяга): горячепрессовая – H7/u7; прессовая – H7/s6; промежуточная между прессовой и легкопрессовой – H7/r6; легкопрессовая – H7/p6. Сопротивление сдвигу при больших натягах достигает 12 МПа.
Для соединения тонкостенных деталей большие натяги недопустимы.
2.4.3 Способы получения соединений с натягом
Запрессовкой – простейший и высокопроизводительный способ, обеспечивающий возможность удобного контроля измерением силы, но связанный с опасностью повреждения поверхностей и затрудняющий применение покрытий. Для снижения риска повреждения поверхности применяют специальные оправки и направляющие, исключающие возможность перекоса. Запрессовку производят, прилагая статическую нагрузку, с помощью прессов или домкратов.
Нагревом натягиваемой детали до температуры отпуска – способ, обеспечивающий повышению прочности сцепления более чем в 1,5 раза по сравнению с запрессовкой и особенно эффективный при больших длинах соединений. При нагреве тела расширяются, и диаметр посадочного отверстия ступицы становится больше диаметра вала, и соединение безо всяких усилий собирают. По мере охлаждения диаметр посадочного отверстия ступицы уменьшается и ступица плотно охватывает вал, создавая натяг.
Охлаждением охватываемой детали – способ, преимущественно применяемый для установки небольших деталей, например втулок в массивные корпусные детали, и обеспечивающие наиболее высокую прочность сцепления. Охлаждают детали с помощью жидкого азота до температуры примерно –150°. Охлаждение, в отличии от нагрева, практически не оказывает влияния на механические свойства материала.
Гидрозапрессовкой, т.е. нагнетанием масла под давлением в зону контакта, что резко снижает силу запрессовки. Наибольшая эффективность гидрозапрессовки и распрессовки – в подшипниковых узлах и конических соединениях.
2.4.4 Расчет соединений с натягом
Расчет соединения включает в себя определение необходимого натяга для обеспечения прочности сцепления и проверку прочности соединяемых деталей.
Необходимая
величина натяга определяется потребным
давлением на посадочной поверхности.
Давление
![]() должно быть таким, чтобы силы трения
оказались больше внешних сдвигающих
сил.
должно быть таким, чтобы силы трения
оказались больше внешних сдвигающих
сил.
При нагружении
соединения осевой силой
![]() (рис. 2.38а)
условие прочности:
(рис. 2.38а)
условие прочности:
![]() ,
откуда
,
откуда
![]() ,
,
где ![]() – коэффициент трения;
– коэффициент трения;
![]() и
и
![]() – диаметр и длина посадочной поверхности;
– диаметр и длина посадочной поверхности;
![]() –коэффициент
запаса сцепления.
–коэффициент
запаса сцепления.
При нагружении
соединения вращающим моментом
![]() (рис. 2.38б)
условие прочности:
(рис. 2.38б)
условие прочности:
![]() ,
откуда
,
откуда
![]() .
.
|
| |||
|
|
а |
б |
|
|
| |||
|
|
в |
г |
|
|
Рис. 2.38 Расчетные схемы соединений с натягом | |||


При одновременном
нагружении соединения вращающим
моментом
![]() и осевой силой
и осевой силой![]() (рис. 2.38в)
расчет ведут по равнодействующей
окружной и осевой силе
(рис. 2.38в)
расчет ведут по равнодействующей
окружной и осевой силе
![]() :
:
 .
.
Условие прочности:
![]() ,
откуда
,
откуда
![]() .
.
Эти формулы без
коэффициента концентрации распространимы
на обычные соединения, у которых
![]() .
.
Коэффициент трения в соединениях собранных нагревом:
детали стальные
шлифованные, чисто точеные –
![]() =
0,18;
=
0,18;
вал оксидирован
–
![]() =
0,4;
=
0,4;
вал оцинкован или
оксидирован –
![]() =
0,32;
=
0,32;
покрытие абразивным
микропорошком –
![]() =
0,48.
=
0,48.
Коэффициенты трения при сборке запрессовкой в 1,8…2 раза ниже, при сборке с охлаждением на 10% выше, при гидрозапрессовке на 10% ниже.
Коэффициент запаса
сцепления обычно рекомендуется
![]() =
2.
=
2.
При нагружении
соединения изгибающим моментом
![]() (рис. 2.38г)
условие прочности:
(рис. 2.38г)
условие прочности:
![]() .
.
|
| |||
|
|
а |
б |
|
|
| |||
|
в | |||
|
Рис. 2.39. Схема для расчета натяга | |||
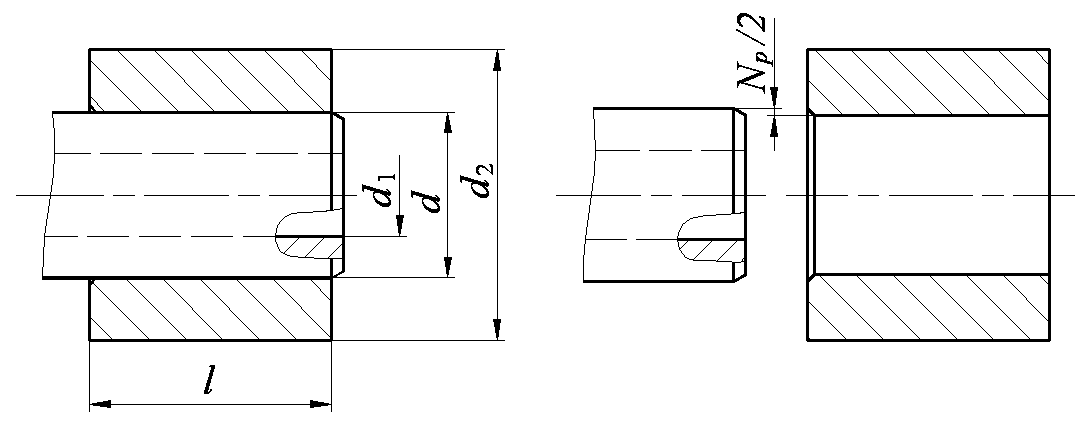
Расчетный натяг
![]() (мкм) связан с посадочным давлением
(мкм) связан с посадочным давлением![]() (рис. 2.39в):
(рис. 2.39в):
![]() ,
,
где  и
и ,
,
где ![]() – посадочный диаметр;
– посадочный диаметр;
![]() –диаметр отверстия
охватываемой детали (для сплошного
вала
–диаметр отверстия
охватываемой детали (для сплошного
вала
![]() =
0);
=
0);
![]() –наружный диаметр
охватывающей детали (ступицы);
–наружный диаметр
охватывающей детали (ступицы);
![]() и
и
![]() – модули упругости материала
соответственно вала и ступицы;
– модули упругости материала
соответственно вала и ступицы;
![]() и
и
![]() – коэффициенты Пуассона материалов
соответственно вала и ступицы: для
стали
– коэффициенты Пуассона материалов
соответственно вала и ступицы: для
стали![]() =
0,3; для чугуна
=
0,3; для чугуна![]() =
0,25.
=
0,25.
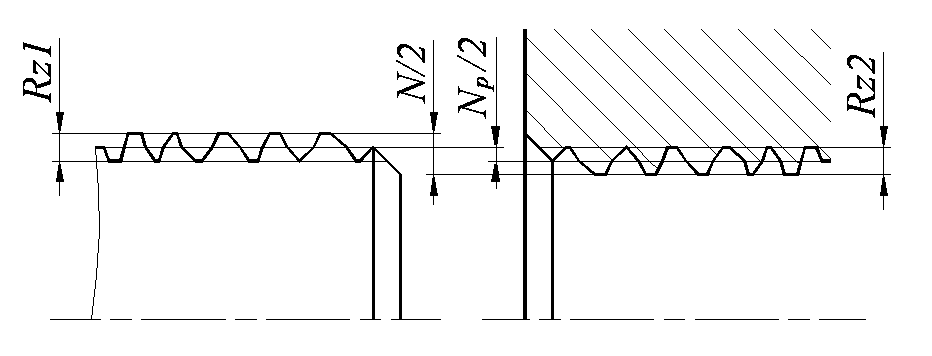
Минимальный натяг
![]() ,
измеряемый по вершинам микронеровностей,
должен быть больше расчетного натяга
на величину обмятия микронеровностей
,
измеряемый по вершинам микронеровностей,
должен быть больше расчетного натяга
на величину обмятия микронеровностей
![]() (рис. 2.33в):
(рис. 2.33в):
![]() ,
,
где ![]() ,
,
Rz1, Rz2, Ra1, Ra2 – параметры шероховатости поверхностей деталей.
Если соединение
работает при температуре, значительно
отличающейся от температуры сборки
(![]() = 20°),
при разных коэффициентах линейного
расширения материалов, то посадку
выбирают по натягу:
= 20°),
при разных коэффициентах линейного
расширения материалов, то посадку
выбирают по натягу:
![]() ,
,
где ![]() – температурное изменение натяга:
– температурное изменение натяга:
![]() ;
;
![]() ;
;![]() ,
,
где ![]() ,
,![]() – коэффициент линейного расширения;
– коэффициент линейного расширения;
![]() ,
,
![]() – рабочая температура деталей.
– рабочая температура деталей.
Максимальный натяг, при котором будет возникать пластическая деформация:
 ,
,
где ![]() – предел текучести материала ступицы.
– предел текучести материала ступицы.
По рассчитанному натягу подбирается стандартный табличный натяг:
![]() ,
,
![]() .
.
Ряд посадок с натягом в порядке возрастания натяга:
![]() ;
;
![]() ;
;![]() ;
;![]() ;
;![]() ;
;![]() ;
;![]() ;
;![]() ;
;![]() ;
;![]() ;
;![]() ;
;![]() .
.