

1.3. Метод зубопротягування
Протягування зубів коліс дисковими протяжками
Основним технологічним процесом обробки циліндричних зубчастих коліс в даний час є нарізування зубів черв'ячною фрезою з подальшим шевінгуванням. Проте продуктивність зубофрезерування в 3—4 рази менше, ніж продуктивність протягування. Прагнучи підвищити продуктивність зубообробки стосовно масового виробництва зубчастих коліс, був розроблений спосіб кругового діагонального протягування зубів циліндричних коліс.
Кругове діагональне протягування (рис. 305) має дві групи ріжучих зубів:
-
перша група у вигляді сегментів розташована на диску 1 і призначена для чорнового нарізання зубів по методу кругового протягування;
-
друга група у вигляді сегменту 3, закріпленого на повзуні 2, призначена для чистового нарізання зубів по методу кругового діагонального протягування.
1.4 Метод пластичного деформування
Формоутворення фасонних поверхонь в холодному стані методом накатування має свої переваги, головними з яких є дуже висока продуктивність, низька вартість обробки і висока якість оброблених деталей. Накатані деталі мають вищу механічну і втомну міцність. Це можна пояснити тим, що при формоутворенні накатуванням волокна вихідної заготівки не перерізуються, як при обробці різанням, а повторюють профіль деталі. Поверхня накатаних деталей зміцнюється, вони стають більш зносостійкими. Профіль накатуваних деталей утворюється в результаті втискування інструменту в матеріал заготовки і витискування частини матеріалу в западини інструменту. Такі методи поєднують в собі функції чорнової та чистової обробок і їх використовують для отримання різей, валів з дрібними шліцами та зубчастих дрібномодульних коліс.
Накатування різей виконують зазвичай до термічної обробки, хоча точні різі можна накатувати і після неї. Поширеним методом є формування різі плашками (рис. 3.91а). Заготовка 2 поміщується між нерухомою 1 і рухомою 3 плашками, на робочих поверхнях яких нарізані рифлення, профіль і розташування яких відповідає профілю та кроку накатуваної різі. При переміщенні рухомої плашки заготовка прокатується між інструментами, і на її поверхнях утворюється різь.
Різь можна також формувати роликами (рис. 3.91б). Ролики 1 і 3 отримують примусове обертання, заготовка 2 – вільно обкатується між ними. Ролику 3 надається радіальний рух для втискування в метал заготовки на необхідну глибину. Обробка роликами вимагає менших сил. За допомогою роликів накатують різь з більшим кроком, ніж за допомогою плашок.
Накатувати дрібні шліци на валах можна за допомогою накатного ролика, що має профіль шліців. Ролик входить в поверхню заготовки при обертанні і при поступальному переміщенні уздовж валу. Існують складніші схеми накатування, коли кожна западина шліцьового валу формується окремим профільним роликом.

Рисунок 3.91. Схема накатування
Накатування циліндричних (рис. 3.91г) і конічних дрібно-модульних коліс в 15 – 20 разів продуктивніше зубонарізання. Процес можна виконувати на токарних верстатах накатниками 1 і 3, які закріплені на супорті й переміщаються з подачею Dsпз. Кожен накатник має забірну частину для поступового утворення накатуваних зубів на заготовці 2. Для накатування застосовують спеціальне автоматизоване обладнання.
Методом холодного накатування на окремі елементи деталей наносять рифлення, маркувальні клейма і знаки. Продуктивність методу досить висока. В основі накатування лежить здатність металу отримувати місцеві деформації під дією накатних роликів або накатників. При накатуванні рифлень (наприклад, на головках гвинтів) заготовку встановлюють в патроні токарного верстата, на супорті якого закріплюють державку з одним або двома накатними роликами. Вигляд рифлень визначає характер зубчиків на роликах. Зубчики входять в поверхню заготовки. Ролики переміщуються разом з державкою з поздовжньою подачею. Хрестове рифлення виконують двома роликами, з яких один має правий, а інший – лівий напрям зубів. Для накатування клейм на накатниках розташовують негативно виступаючі знаки. Такий накатник із зусиллям прокатують по плоскій або циліндричній поверхні, на якій залишається слід у вигляді клейма.

Рис. 305. Кругова діагональна протяжка
Такий інструмент названий автором фрезо протяжкою. При круговому діагональному протягуванні нарізуване колесо 4 нерухоме, а кожна точка зуба інструменту переміщається по прямій (або близькою до прямої) лінії, паралельній осі нарізуваного колеса. Цей рух виходить в результаті сумування обертового руху дискового протягування і поступового переміщення повзуна 2. Після обробки однієї западини зуба колеса (тобто за один неповний оберт інструменту) заготовка повертається для обробки наступної западини, для чого існує на інструменті ділянка, не зайнята ріжучими зубами. Продуктивність кругового діагонального протягування в 5—6 разів вище, ніж продуктивність зубофрезерування черв'ячною фрезою.
2.Класифікація зубороброблювального інструменту
2.2
-
2.2.1 Черв’ячна модульна фреза. Будова та геометричні параметри.
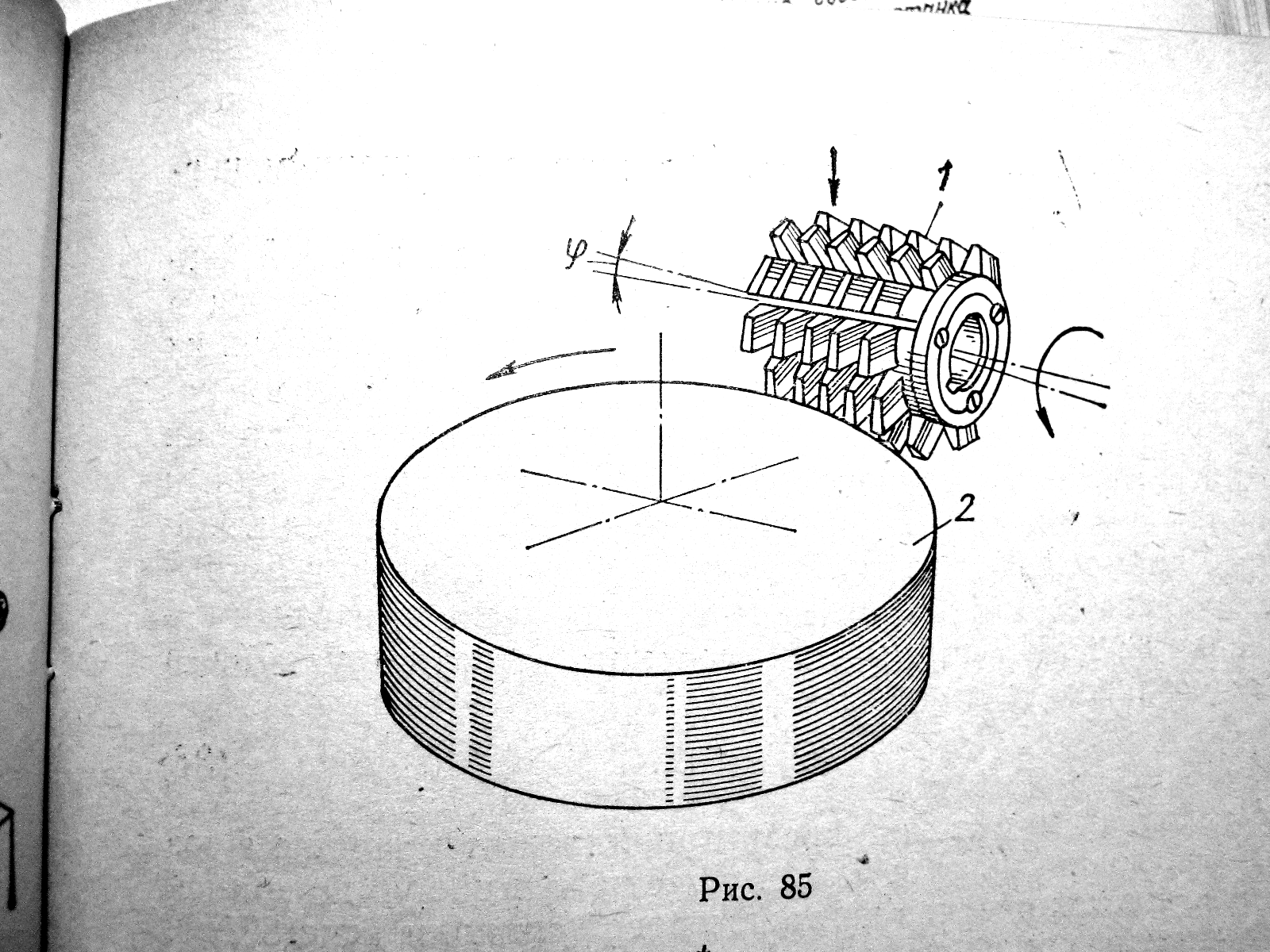
Рисунок 1.1
Черв’ячна модульна фреза являє собою черв’як, у якого прорізані під деяким кутом до осі ω канавки для виходу стружки і для утворення ріжучих кромок (рис.1.2). Вона характеризується наступними параметрами зачеплення: модулем m і кутом зачеплення α0. Крім того, у черв’ячної модульної фрези розрізнюють: зовнішній діаметр De; внутрішній Dі; діаметр ділильний діаметр Dt; висоту головки h1; висоту ножки h2; висоту зуба h, де h= h1 + h2; кут підйому гвинтової канавки ω; крок в нормальному січенні tn; товщину зуба в нормальному січенні
Sn= tn/2.

Рисунок 1.2.
Черв’ячна модульна фреза належить до групи фрез з затилованим зубом, тобто у неї ріжучий зуб по задній поверхні проходить по архімедовій спіралі(рис.1.3, а), яка забезпечує постійність профілю ріжучих кромок після переточки.

Рисунок 1.3
Зуб черв’ячної фрези має три ріжучі кромки – одну периферійну aa і дві бокові ab (рис.1.3, в).
Задній кут α для периферійної ріжучої кромки aa визначається, як кут між дотичною лінією до кола фрези і дотичною до задньої поверхні()
Передній кут γ визначається як кут між передньою поверхнею і радіальним напрямком, що проходить через вершину зуба. Для чистових фрез γ=0º
Задній кут αб для бокових ріжучих кромок ab визначається із розгортки на площину ділильного циліндра діаметра Dt (рис.1.3, б),. Значення заднього бокового кута визначається за формулою:
tg αб = tg α tg α0,
де α – задній кут перефиріної ріжучої кромки, α0- кут зачеплення.
У затилового зуба фрези розрізняють також величину затиловування К, яку визначають із випрямленого трикутника amn ()
K=(π De /Z) tg α,
де De – зовнішній діаметр фрези, мм; Z – число зубів фрези; α - задній кут периферійної ріжучої кромки, град.
2.2.2. Долбяки
Визначення долбяка
Долбяком називається багатозубий різальний інструмент, призначений для обробки зубів циліндричних зубчастих коліс і черв’яків при спільних відносних рухах:
-
Обертальному і зворотно-поступальному долбяка;
-
Обертовому і поступальному (відносно долбяка) заготовки.