

3 группа / Процессы переработки пластмасс / Контрольные работы (1 семестр) - Шпаргалки - Шерышев - 2004 / ММ_проц_переработки 3-я контр
.doc
Р асчёт
двухчервячных экструдеров.
асчёт
двухчервячных экструдеров.
1. Экстр. с зацепл. Шнеками
2. Экстр. с незацепл шнеками
Вращение шнеков зацепл. экструдеров:
- встречное
- одностороннее
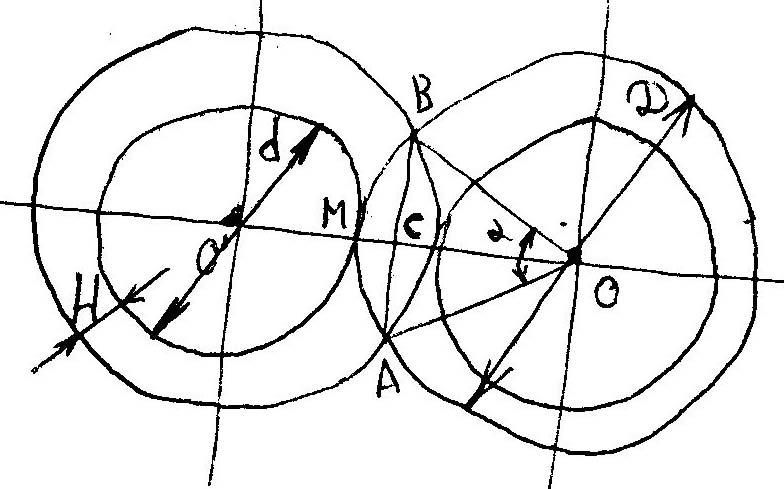
Рссм. 2-хчерв. машины с зацепл. шнек со встр. вращ.
![]() i
– число заходов; n
– частота врашения;
i
– число заходов; n
– частота врашения;
![]() -
объём замкн. пространства одного шнека.
-
объём замкн. пространства одного шнека.
![]() ;
;
![]() -
площ. кольца, ограничен. диам. D
и d;
-
площ. кольца, ограничен. диам. D
и d;
![]() -
площ. секции BMACM;
-
площ. секции BMACM;
b
– ширина канала шнека;
![]() ;
;
![]() ;
;
![]() ;
;
![]()
![]() ;
;
![]() ;
;
![]()
![]() ;
;
![]() ;
;
![]() ;
;
![]()
 ;
;
![]() ;
;![]() ;
Объём:
;
Объём:
![]() ;
;
![]()
![]()
![]()
![]() Опред
Опред
![]()
![]() в рад.
в рад.
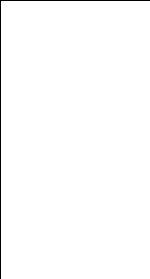
Расчёт мощности, потребляемой двухшнековой машиной на преодоление сопротивл в зазорах.
![]() ;
Напряжение в зазоре.
;
Напряжение в зазоре.
![]()
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
V – скорость; Мощность:
– скорость; Мощность:
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]()
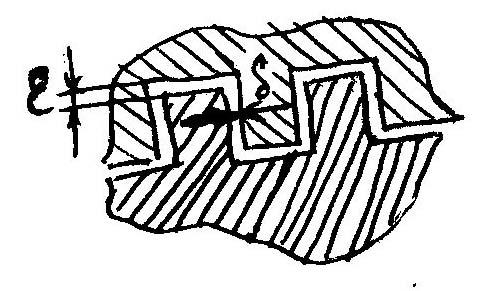
![]() -
скорость р-ва обеспечив-ая враш-ем одного
шнека;
-
скорость р-ва обеспечив-ая враш-ем одного
шнека;
n
– частота вращения
![]()
![]() ;
;
Мощность, затрачив
в зазоре
![]() опр.
по соотв. ур-ям для одношн. экстр-ра. Общ.
мощн. опр. как
опр.
по соотв. ур-ям для одношн. экстр-ра. Общ.
мощн. опр. как
![]() этих
2-х мощностей.
этих
2-х мощностей.
Тепловой баланс экструзионных машин.
Составим ур-ие теплового баланса:
![]()
![]() -кол-во
загружаемого П;
-кол-во
загружаемого П;
![]() -
теплоёмкость П;
-
теплоёмкость П;
![]() -
начальная
-
начальная
![]() П;
П;
![]() –
тепло, подв. от нагр к цил-ру
–
тепло, подв. от нагр к цил-ру
![]() -
тепло, подвод от нагревателей к головке;
-
тепло, подвод от нагревателей к головке;
![]() -
теплота, выдел в рез-те мех. возд. (диссип.
тепло)
-
теплота, выдел в рез-те мех. возд. (диссип.
тепло)
![]() -
кол-во воды, подвод. на охл;
-
кол-во воды, подвод. на охл;
![]() -
теплоёмк. воды;
-
теплоёмк. воды;
![]() -
начальная
-
начальная
![]() охл.
воды;
охл.
воды;
![]() -
конечн.
-
конечн.
![]() П-ра;
П-ра;
![]() -
конечн.
-
конечн.
![]() воды;
воды;
![]() -
потери тепла;
-
потери тепла;
![]() -
тепло загрузочной зоны;
-
тепло загрузочной зоны;
![]() на 1 кВт эн, подвод
от. эл. двигателя.
на 1 кВт эн, подвод
от. эл. двигателя.
Литьё под давлернием
Номинальное давление литья.
Величина номин. давления опред. из уравнения равновесия сил, возник. в гидравл. и . матер. цил-рах машины в момент впрыска м-ла в форму.
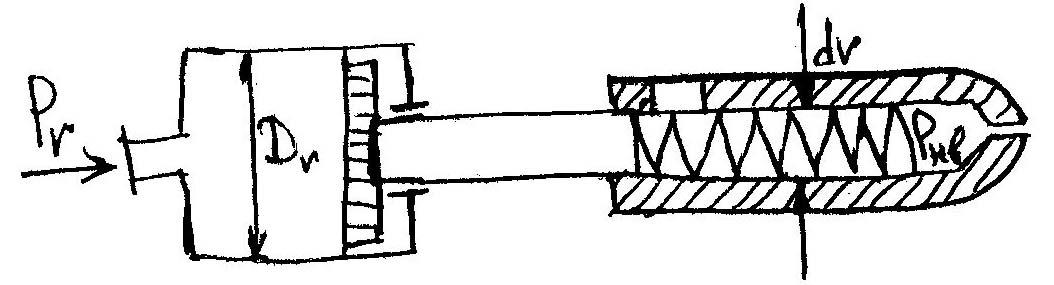
![]() ;
;
![]() ;
;
![]() ;
;
Необходимо учитывать, что ном давление впрыска никогда в машине не реализуется, т.к. имеются потери на трение, на наруш. герметизации..
Поэтому реальное
![]()
Расчёт гидравл. сопротивления на пути расплава.
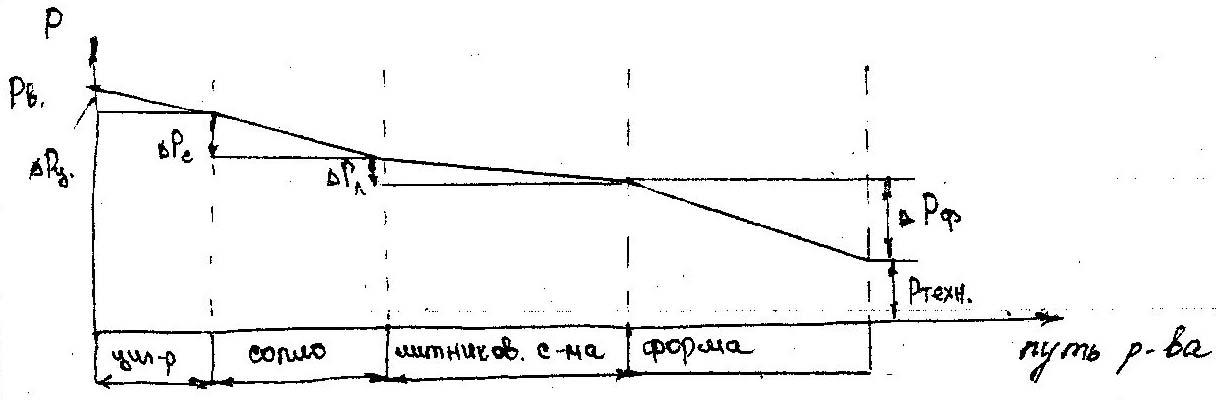
![]() -
гидравлические потери в форме;
-
гидравлические потери в форме;
![]() -
потери в литниковой системе;
-
потери в литниковой системе;
![]() -
давление. которое созд в самой удалённой
точке формующей полости;
-
давление. которое созд в самой удалённой
точке формующей полости;
![]()
![]() -
в зависимости от мат-ла, требований к
его качеству, стабильности его размеров
прим.: 5-20 Мпа
-
в зависимости от мат-ла, требований к
его качеству, стабильности его размеров
прим.: 5-20 Мпа
Гидравлическое
сопротивление цил-ра и сопла
как правило не рассчит., а
![]() этих
сопротивлений примерно за 10% от
этих
сопротивлений примерно за 10% от
![]() т.е.
т.е.
![]()
![]()
Гпдравл. сопротивление литниковой системы опред. в след. порядке:
1 .
Литниковая система разбив. на отд.
участки, кажд. из которых имеет одинаковую
форму канала.
.
Литниковая система разбив. на отд.
участки, кажд. из которых имеет одинаковую
форму канала.
2. Для каждого
участка опред. его гидр. сопр.
![]() ,
при этом следует иметь ввиду, что при
разветвлении литн. каналов на участках,
следующих за разветвл. производ-ть
уменьш. в соотв. число раз.
,
при этом следует иметь ввиду, что при
разветвлении литн. каналов на участках,
следующих за разветвл. производ-ть
уменьш. в соотв. число раз.
3. Суммарное изм-е сопротивления литника:
![]()
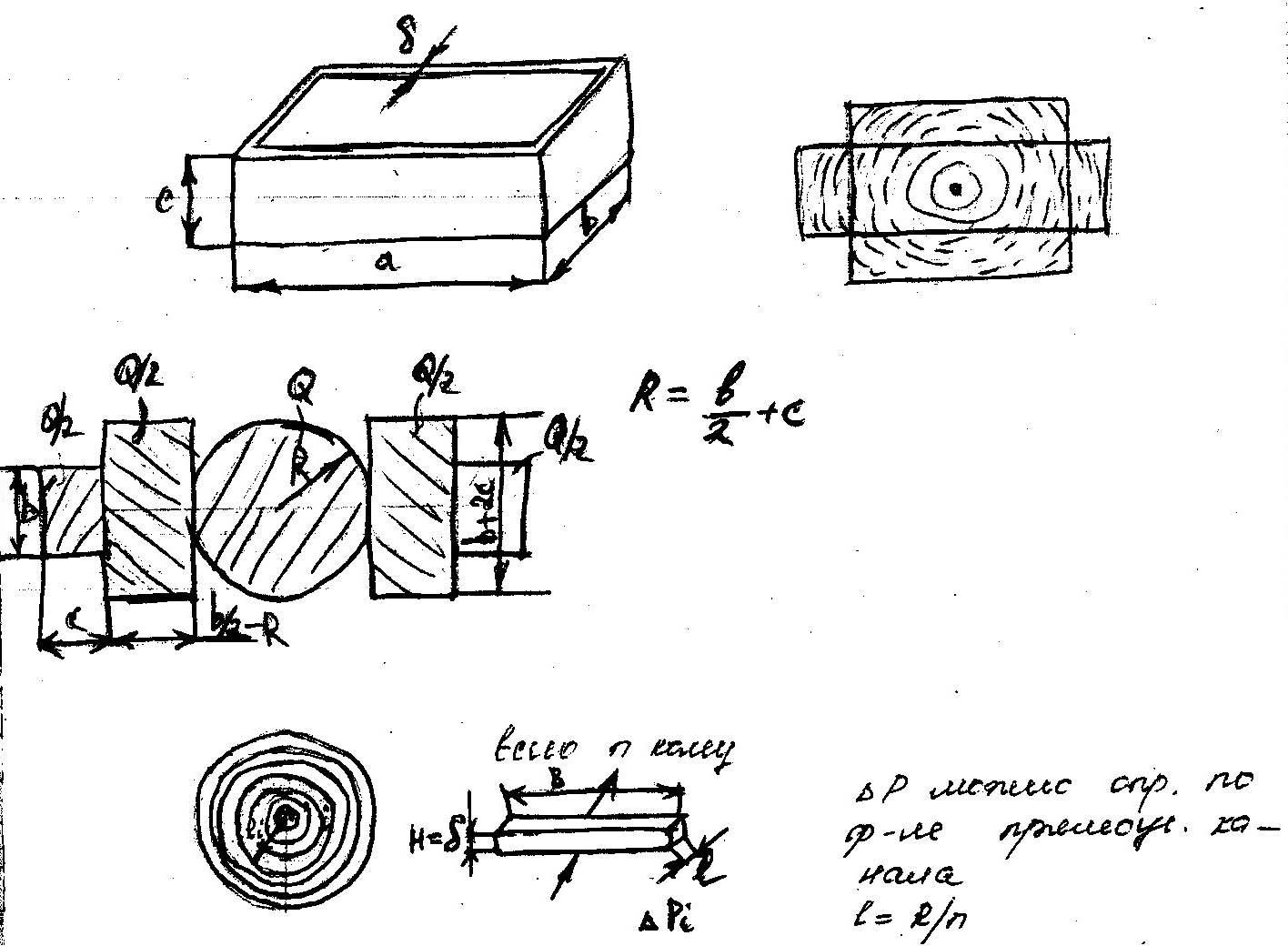
Определение сопротивления формующего инструмента (гидравл. расчёт формы)
При определении перепада давления в форм. инструменте проводят упрощение и систематизацию изделий. Сложные изделия можно заменить эквивалентными, представляющими собой последов или параллельное соед-е простейших элементов (диск пластина, цилиндр и т.д.).
В качестве примера рассмотрим изделие типа «коробка» с впрыском в центр днища изделия.
![]() ;
;
![]()
Механизмы впрыска литьевых машин могут осущ. 2 режима заполнения формы:
1. С пост. скоростью литья
2. С пост. давлением на входе в форму.
Пост. скор литья
обычно исп при литье тонкостенных
изделий, если при этом сопротивление
сопла литниковой системы не велико, то
давл-е в гидроцил-ре впрыска достигает
установленной величины
![]() и
скор. гидросист приним исходя из произв-ти
насосов, т.е. объёмный расход через
литник:
и
скор. гидросист приним исходя из произв-ти
насосов, т.е. объёмный расход через
литник:
![]()
с – число параллельн. литниковых каналов.
Линейная скорость
заполнения формы на каждом из участков:
![]()
Расчёт пластикац. производительности литьевой машины со шнековым пластикатором.
Пластикац. производит-ть:
![]() ;
;
![]() -
давл. пластикац (~1 МПа)
-
давл. пластикац (~1 МПа)
Если в паспорте машины приведена А, то она дана по ПС. Если использ. другой П, то примен. соотв. коэф.
Производ-ть литьевых машин.
Производит. машины не является постоянной, и не входит в технич. х-ку машины, т.к. одно и то же оборудование может давать разную производ-ть в зависимости от вида перерабатываемого П, объёма отливки, толщины стенок, параметров термостатирования формы и т.д.
![]() ;
v
– объём.
;
v
– объём.
При определении Q по сырью:
![]() ;
N –
число гнёзд.
;
N –
число гнёзд.
При определении Q по готовой продукции:
![]()
Т ехнологический
цикл литьевой машины.
ехнологический
цикл литьевой машины.
![]()
![]() -
время раскрытия формы.
-
время раскрытия формы.
![]() -
время подвода узля пластикации к форме.
-
время подвода узля пластикации к форме.
![]() -
время впрыска.
-
время впрыска.
![]() -
время выдержки под давлением.
-
время выдержки под давлением.
![]() -
время охлаждения.
-
время охлаждения.
![]() -
время смыкания формы.
-
время смыкания формы.
![]()
![]()
Процессы теплообмена в литьевых формах ведутся по Ур-ию нестац. теплопроводности, в частности время выдержки под давлением будет равно:
![]()
![]() -
радиус литника канала.
-
радиус литника канала.
а – коэф. температурной проводимости. при средн t
![]()
![]() -
т-ра р-ва при его впрыске в форму (t
сопла)
-
т-ра р-ва при его впрыске в форму (t
сопла)
![]() -
t
стенки формы.
-
t
стенки формы.
![]() -
t
литника, при которой происходит его
отвержд.
-
t
литника, при которой происходит его
отвержд.
Время охлаждения.
![]() ;
;
![]()
При определении
![]() необход
учитывать конфигурацию изделий. Расчёт
проводится по уравнениям нестац.
теплопроводности, кот зависит от формы
изделия и имеет следующ. вид:
необход
учитывать конфигурацию изделий. Расчёт
проводится по уравнениям нестац.
теплопроводности, кот зависит от формы
изделия и имеет следующ. вид:
1. Пластина.
 ;
;
![]() ;
;
![]()
![]() -
толщина пластины;
-
толщина пластины;
При двухстороннем
охлаждении учитыв
![]() ,
если охл-е одностороннее, то учитыв.
полную
,
если охл-е одностороннее, то учитыв.
полную
![]() .
.
а- коэф. температуропроводности.
2. Цилиндр

R – радиус цил-ра; l – высота цил-ра
Если изделие имеет
сложную форму, то оно условно разбив.
на отд. Эл-ты в виде пластин, цил-ров,
парал-дов, и колец.
![]() для кажд. из Эл-тов расчитыв отдельно.
За время охлаждения изделия принимают
max
из расчит
для кажд. из Эл-тов расчитыв отдельно.
За время охлаждения изделия принимают
max
из расчит
![]() .
.
Литьё под давлением реактопластов.
При литье РП ф-ла
отличается тем, что вместо
![]() подставляют
подставляют
![]() изделия.
изделия.
![]() ;
;
![]() -
время нагрева, поступ. в форму расплава
до t,
при которой начинается р-ия отв-ия.
-
время нагрева, поступ. в форму расплава
до t,
при которой начинается р-ия отв-ия.
![]() -
время протекания р-ции отверждения
-
время протекания р-ции отверждения
Время нагрева р-ва
рассчит до t
центра изделия (![]() )
)
![]()
![]()
![]()
Узлы пластикациимашин с поршневой пластикацией. Расчёт пластикаторов поршневого типа.

Время пребывания П в материальном цилиндре:
![]() ;
;
![]() -
об впрыска;
-
об впрыска;
![]() -
об. цил-ра;
-
об. цил-ра;
![]() -
время цикла;
-
время цикла;
![]() -
время термич. деструкции;
-
время термич. деструкции;
Эффективность работы любого узла пластикации м.б. определена по термическим КПД:
![]() ;
;
![]() -
темп. р-ва П;
-
темп. р-ва П;
![]() -
темп. гранул, с которой они попад в
пластикатор.
-
темп. гранул, с которой они попад в
пластикатор.
![]() -
темп. материального цил-ра, опр-я мощн.
установл. нагревателей.
-
темп. материального цил-ра, опр-я мощн.
установл. нагревателей.
![]()
Критерий Фурье
![]()
![]() -
опр-ет соотношение между скор. измен-ия
тепл условий снаружи нагреваемого
объекта и скор. перестройки темпер.
полей в самом объекта. В идеале
-
опр-ет соотношение между скор. измен-ия
тепл условий снаружи нагреваемого
объекта и скор. перестройки темпер.
полей в самом объекта. В идеале
![]() д.б.
равен 1.
д.б.
равен 1.
Примем, что
![]()
Определим оптимальный зазор между торпедой и внутренним диаметром мат. цил-ра.:
![]()
Опред. необх. для нагрева П кол-во теплоты:
![]() ;
с – теплоёмкость.
;
с – теплоёмкость.
G – количество материала.
Из уравнения теплопроводности это кол-во теп-ты:
![]() ;
;
![]() -
коэф. теплопроводности.
-
коэф. теплопроводности.
S – площадь пов-ти, через кот. осущ подача тепла.
![]() ;
;
![]() ;
;
![]()
Опред. площ. пов-ти теплопередачи, кот. осущ. в зоне торпеды.
![]() ;
;
![]() ;
;
![]()
Посчитаем объём мат. цил-ра в зоне торпеды.
![]()
![]()
![]()
![]() ;
;
![]()
Определим внутренний диаметр цилиндра:
 ;
;
![]()
![]()

Рассчитаем необходимую длину хода мат. и гидравлич. поршней.
![]()
![]() -
длина пробки нагретого гранулятора
-
длина пробки нагретого гранулятора
Эта длина должна
составлять
![]()
![]() -
длина под загрузочным отверстием.
-
длина под загрузочным отверстием.
![]() ;
;
![]()
![]() ;
;
![]() -
компенсация усадки.
-
компенсация усадки.
Определение диаметра поршня.
![]() ;
;
![]()
![]() -плотность
расплава.
-плотность
расплава.
![]() -
плотность гранулята.
-
плотность гранулята.
![]() ;
;
![]()
Р асчёт
узла дозировки поршневого пластикатора.
асчёт
узла дозировки поршневого пластикатора.
![]()
![]()
![]() -
угол ест. откоса.
-
угол ест. откоса.
практ. для всех П 300
![]()
![]()
![]() ;
;
![]() ;
;
![]()
![]()
Вторичное формование из листов и плёнок.
Условно разобьём всю номенклатуру изделий на 3 типа. При этом проведём расчёты применительно к негативному методу формования как к наиболее представительному и простому.
1. H>R
глубокие изделия. Втаких изделиях вытяжка происходит в три этапа.
1) на первом, осуществляется своб. формование, т.е. заготовка не касается стенок формующего инструмента.
2) Происходит образование верхней части боковых стенок изделия.
3) Происходит оформление низа и боковых стенок изделия.
2. H<R
1) Свободное формование.
2 )
Оформление центральной части днища.
)
Оформление центральной части днища.
3) Боковые стенки и периферия днища изделия.
3. H=R
1) Свободное формование.
2) Совместное оформление бок. стенок и днища.
В качестве примера рассмотрим формование глубокого изделия.
Рассмотрим этап свободного формования.
![]()
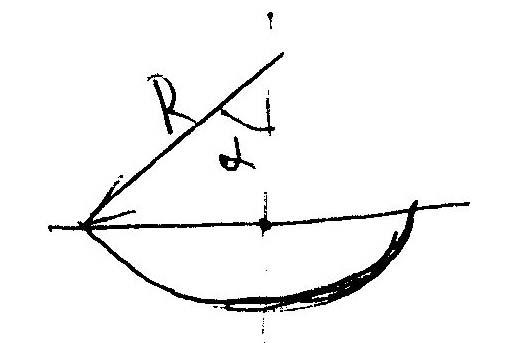
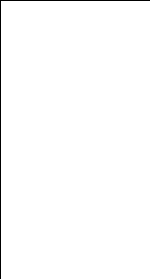
Т.к. коэф-т Пуассона полимера наход-ся в ВЭЛ сост, близок к 0,5, то можем считать объём заготовки в период формования неизменным.
![]()
![]() -
коэф. характ-й утяжку термопласта из-под
зажимной рамы.
-
коэф. характ-й утяжку термопласта из-под
зажимной рамы.
![]() ;
;
![]()
![]() ;
;
![]()
![]()
![]()
Пусть
![]() ;
;
![]()
Рассмотрим этап образования боковых стенок.
![]()
+
![]()
-----------------------------
![]() ;
;
![]()
Варианты технологического процесса:
1) В момент касания нагретой заготовки с охл. матрицей на наружной пов-ти загот. обр-ся корка затвердевающего м-ла и эта корка препятствует дальнейшей вытяжке м-ла из конич в сегмент.
2) Жёсткость образовавшейся поверхностной корки не достаточна и м-л частично утягивается из конич. части в сегмент.
3) Охлаждение проходит столь интенсивно, что образование корки несколько опережает пр-с образования бок. стенки.
Все описанные варианты могут быть учтены коэф-тами охлаждения, тогда:
![]() ;
;
![]()
![]()
 ;
;
![]()
![]()
![]() ;
;
![]()
![]()

![]() ;
;
![]()
![]()
![]() ;
;
![]()
![]() ;
;
![]()
![]()
![]()
Пусть
![]() ;
;
![]() ;
;
![]()
Обозначим
![]()
Расчёт производится при коэф. охлажд =1
![]() ;
;
![]()
При коэф-те охлаждения > 1
![]()
![]()