

babkin_oe_monografiya_3d_maketirovanie
.pdf(Charles Hull) в 1986 г., и обновлен в 2003 г.2
Главное ограничение использования данной технологии – материал, который не является материалом серийной детали и имеет отличия по механическим и химическим свойствам. Про-
тотип, выполненный по технологии SLA, чаще всего не может быть использован в горячей среде, так как имеет ограниченную температурную устойчивость. Основой в данном процессе явля-
ется ультрафиолетовый лазер (твердотельный или СО2).
Он последовательно пере-
|
1 |
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
водит поперечные сечения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
модели на поверхность ем- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
кости со светочувствитель- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
ным полимером (рис. 2). |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Последовательность подго- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис.2. Лазерная |
||||||||||||||||||||||
товки данных для системы |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
управления установкой ла- |
|
|
стереолитография (SLA-процесс): |
|||||||||||||||||||||||||||||||
1 – лазер; 2 – отклоняющая система (коорди- |
||||||||||||||||||||||||||||||||||
зерной стереолитографии |
|
|
ната XY); 3 – платформа (координата Z); |
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
4 – изделие; 5 – поддержки; |
|||||||||||||||||||||||||||
показана на рис.3.3 |
|
|
|
|
|
|
|
|
6 – жидкий фотополимер |
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сначала на компьютере в CAD-пакете или любом графи-
ческом редакторе (в таком случае ее все равно придется сохра-
нять в формате, понятном управляющему принтером пакету,
обычно это форматы *.STL, *.VRML, *.PLY) создается трехмер-
__________
2 Pat. USA 6.600.965B1, date Jul.29, 2003. Method and apparatus for production of high resolution three-dimensional objects by stereo lithography / Charles W. Hull, Santa Clarita, CA (US) and others.
3 Евсеев, А.В. Оперативное формирование трехмерных объектов методом лазерной стереолитографии [Текст]/ А.В. Евсеев, В.С. Камаев, Е.В. Коцюба и др. // сб. трудов ИПЛИТ РАН. – С. 26-39.
10

ная математическая модель (рис.3, изображение слева), которая при помощи специального программного обеспечения разбива-
ется на множество поперечных слоев толщиной 100 ÷ 200 мкм, в
зависимости от используемого в дальнейшем материала макети-
рования (изображение по центру). На крайнем правом изображе-
нии показана траектория движения лазерного луча в слое, управ-
ляемого компьютером по созданной программе.
Рис.3. Последовательность подготовки данных для лазерной стереолитографии
Кроме материала, недостатками лазерной стереолитографии являются достаточно жесткие условия температурного режима и постоянства мощности лазерного излучения, а также большое время изготовления (скорость работы не превышает нескольких сантиметров в час) и стоимость расходных материалов (в 2012 г.
в среднем $250-$300 за 1 галлон фотополимера; 3,8 л). SLA-технология охватывает практически все отрасли мате-
риального производства: от медицины до тяжелого машино-
строения. Она позволяет быстро и точно построить модель изде-
лия практически любых размеров, при этом качество поверхно-
стей зависит от шага построения. Современные 3D принтеры обеспечивают шаг построения 0,025 ÷ 0,1 мм при габаритах из-
11
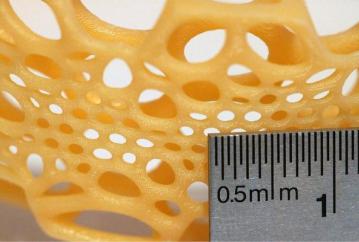
делия до 750 мм (рис. 4).4
Рис.4. Модель, выполненная на 3D принтере с использованием фотополимера в качестве исходного материала
SLA-технология дает наилучший резуль-
тат при изготовлении мастер-моделей для по-
следующего литья в них полимерных компози-
ций, создания силико-
новых форм и ювелир-
ных мастер-моделей.
Качество поверхности моделей, построенных по SLA-
технологии, такое высокое, что часто изделие не требует пост-
обработки. При необходимости качество поверхности может быть улучшено, отвержденный фотополимер хорошо подверга-
ется обработке, и поверхность модели может быть доведена до зеркального состояния с механическими способами (шлифова-
ние).
Как уже упоминалось, SLA-технология широко применяет-
ся для изготовления мастер-моделей для последующего получе-
ния силиконовых форм, восковых моделей и отливок из поли-
уретановых смол; а также для создания дизайн-моделей, макетов и функциональных прототипов; изготовления полноразмерных и масштабных моделей для гидродинамических, прочностных и других видов исследований.
__________
4 Фотография [Электронный ресурс]: режим доступа – http:// www.habrahabr.ru
12

SGC-процесс
SGC-процесс (Solid Ground Curing, масочная стереолито-
графия) – частный случай SLA-процесса. Здесь также использу-
ется фотополимер, твердеющий под действием ультрафиолето-
вых лучей, однако экспозиция слоя вещества излучением проис-
ходит через специальную маску, нанесенную обычно на стеклян-
ную пластину.
Масочная стереолитография (исторически она возникла первой), предполагает использование в качестве источника света галогенных ламп или матрицы точечных источников света. Не-
обходимый рисунок отверждаемого слоя фотополимера получа-
ется с помощью маски. При этом засвечивают слои целиком че-
рез специальные маски, которые изготавливаются индивидуаль-
но для каждого слоя.
1
2
|
3 |
5 |
|
|
|
|
|
4 |
7 |
|
6 |
|
|
Рис.5. Масочная стереолитография (SGC-процесс):
1 – источник света; 2 – линза; 3 – маска; 4 – изделие; 5 – платформа (координата Z); 6 – поддержки; 7 – жидкий фотополимер
13
При масочной стереолитографии может использоваться за-
светка фотополимера как на поверхности (схема процесса пред-
ставлена на рис. 5), так и снизу через прозрачное дно. В послед-
нем случае требуется заливать полную ванну фотополимера, од-
нако проще организовать автоматическую подачу масок.
Характерным недостатком технологии засветки через про-
зрачное дно является то, что на последнем этапе при отрыве де-
тали может произойти ее повреждение, вследствие чего необхо-
димо увеличивать количество поддержек и подбирать материал дна с наименьшей адгезией с отвержденным фотополимером.
К недостаткам всех методов масочной стереолитографии следует отнести процесс изготовления большого количества ма-
сок, что, несомненно, усложняет процесс формирования образца и осложняет обеспечение точности изготавливаемых моделей.
Кроме того, возникает проблема с утилизацией отходов.
SLS-процесс
SLS-процесс (Selective Laser Sintering) – технология, при которой оболочковая форма создаваемого объекта формируется при спекании либо сплавлении специального порошкового мате-
риала под действием тепла лазера. Заданная геометрическая форма детали воспроизводится так же, как и в случае рассмот-
ренных ранее SLA и SGC технологий, т.е. послойно, на основе данных компьютерной модели.
Сначала наносится тонкий слой порошка композита поли-
14

мера, металла или иной формовочной смеси. Фокусированный луч лазера спекает и/или сплавляет материал в соответствии с сечением модели. После завершения формирования слоя плат-
форма опускается и процесс воспроизводится. Таким образом,
реализуется производство сложных деталей без необходимости использования подготовительных операций или оснастки. Неис-
пользованный мате-
риал удаляется по- |
|
||
сле изготовления де- |
|
||
тали (рис.6, камера |
|
||
печати |
принтера, |
|
|
работающего с ком- |
|
||
позитным |
материа- |
Рис.6. Извлечение готовой |
|
лом на основе гип- |
|||
модели из камеры печати 3D принтера |
|||
са).5
В случае прямого лазерного спекания композитный матери-
ал (порошок) состоит минимум из двух фракций: мелкоразмер-
ной и крупноразмерной. Малоразмерная плавящаяся фракция иг-
рает роль связующего материала, а другая (крупноразмерная) –
роль структурной составляющей материала.
Металлический порошок имеет только одну фракцию – обычно это сталь, которая плавится с помощью лазерного луча.
Прямое лазерное плавление по сравнению с лазерным спе-
канием имеет преимущество: применяется материал с высокой
__________
5 Фотография [Электронный ресурс]: режим доступа – http:// www.mir3d.ru
15
температурой плавления, следовательно, температурная ста-
бильность полученных лазерным сплавлением изделий выше,
что делает их более удобными для дальнейшего использования в качестве прототипов в получении, например, изделий из легких металлов методом литья под давлением.
SLS-процесс характеризуется более высокой скоростью по-
строения модели по сравнению с SLA-процессом, к тому же он более экономичен. Кроме того, он не только позволяет изготав-
ливать полифункциональные, сложные по конструкции изделия,
но и благодаря процессу лазерного спекания и/или сплавления можно значительно расширить функциональность детали. На-
пример, можно внедрить в деталь опорные, крепежные, другие необходимые элементы, знаки форм непосредственно во время ее производства, избегая тем самым дополнительных механиче-
ских операций и сокращая затраты на изготовление и сборку:
время спекания (сплавления) модели определяется объемом из-
делия, а не его сложностью. Например, увеличение числа эле-
ментов, интегрированных в камеру сгорания газовых турбин, по-
зволяет значительно уменьшит количество сочленений и от-
дельных компонентов, что весьма функционально для данного вида продукции, предназначенной к эксплуатации в зоне воз-
действия высоких температур. Тем самым достигается увеличе-
ние срока службы изделия и надежность его функционирования в процессе активной эксплуатации.
SLS-технология широко используется для изготовления де-
талей авиастроения и автомобилестроения – в первую очередь,
16
внутренней отделки кабин, систем кондиционирования и венти-
ляции воздушных судов коммерческой гражданской авиации,
систем охлаждения и вентиляции высокотехнологичных элек-
тронных компонентов и узлов вертолетов.6
LOM-процесс
LOM-процесс (Laminated Object Manufacturing) – техноло-
гия, при которой прототип изделия получается путем склеивания
(ламинирования) множества тонких слоев адгезионного рулон-
ного материала (например, листов металла), вырезаемых с по-
мощью лазерного луча (процесс LOM1) или механического реза-
ка (процесс LOM2).
Предпочтительной технологией контурного раскроя листо-
вого металла является лазерная резка (процесс LOM1), так как она не привязана к определенной геометрии и позволяет выре-
зать практически любой контур. Более того, качество резки очень высокое, и вырезанные пластины можно соединять без по-
следующей обработки, используя лазерную сварку, болтовое со-
единение или склеивание.7
Преимущество многослойных изделий по сравнению с из-
делиями, полученными лазерным спеканием или сплавлением, –
в увеличенной жесткости их частей, что приводит к высокой из-
__________
6Лазерное спекание деталей [Текст] / Пластикс, 2011. - № 12 (106). – С. 56.
7Андреас, Отто Объединение лазерной обработки материалов с процессом формообразования [Текст] / О. Андреас // Фотоника, 2007. – №5. – С. 2-6.
17
носостойкости.
По LOM-технологии лазерным лучом можно соединять за-
готовки не только из одного материала (например, алюминия),
но и из разных материалов, например, из алюминиевых сплавов и стали, из алюминиевых сплавов и алюминиевых сэндвичей
(материалов, набранных из алюминиевых пластин), из алюминия и магния. Возможна также комбинация из раскроенных загото-
вок легких металлов (алюминиевых сплавов, стали) и композит-
ных материалов, что приводит к значительному снижению веса конструкции. Данное преимущество LOM-технологии широко используется в автомобилестроении, в частности, при изготовле-
нии кузовов автомобилей.
Прочие процессы
FDM-процесс (Fused Deposition Modeling) – послойная тех-
нология макетирования, когда прототип создается наслаиванием полимерной нити термопластика, экструдируемого из специаль-
ной фильеры. По сути, FDM-технология напоминает обычную печать на струйном принтере: на поддерживающую платформу через специальное сопло (фильеру) подаётся тонкая нить разо-
гретого термопластичного материала, который наносится верти-
кальными слоями с постепенным получением объёмной фигуры.
Материал твердеет практически сразу. По данной технологии ра-
ботает большинство бюджетных 3D принтеров.
В сравнении с SLA-технологией FDM-технология проигры-
18
вает в степени точности – толщина слоя получается на порядок выше и составляет, минимум, 0,10÷0,17 мм.
Преимуществом FDM-технологии является возможность получения разноцветных прототипов (двуцветных, трехцветных
– в зависимости от количества экструдеров, предусмотренных конструкцией принтера).
Вариантами FDM-технологии являются Polyjet-процесс и
Polyjet Matrix-процесс. В качестве исходного материала будуще-
го прототипа в технологии Polyjet применяется фотополимер, ко-
торый послойно наносится на поддерживающую поверхность и сразу отверждается ультрафиолетом (УФ-излучением). В техно-
логии Polyjet Matrix используются два различных материала. Это могут быть либо два фотополимера в заранее заданной комбина-
ции, либо два различных твердых порошковых материала, либо два различных эластичных материала, а также любая комбинация с прозрачным материалом. Таким образом, прототип, например,
может иметь ту же фактуру, какая предусмотрена у конечной продукции.
Точность обоих процессов сравнима с FDM-технологией,
минимальная толщина слоя составляет 0,16 мм.
Вариантом FDM-технологии является и MJM-процесс
(Multi-Jet Modeling), разработанный и запатентованный компа-
нией 3D Systems. MJM-процесс представляет собой практически струйную печать полимерной нитью диаметром ~ 0,03 мм, в ос-
новном – акриловыми фотополимерами. Это одна из наиболее быстрых технологий печати.
19