

babkin_oe_monografiya_3d_maketirovanie
.pdfал PLA), хотя может работать и с поликапролактоном (материал
PCL, коммерческие названия: Hand Moldable Plastic, Mold-Your- Own Grips, Insta Morph, Shapelock, Friendly Plastic, Polymorph,
Полиморфус, Экоформакс), а также с синтетическими термопла-
стиками: полиэтиленом высокой плотности (HDPE), АВС-
пластиками (акрилонитрилбутадиенстирольные пластикаты, ABS), полипропиленом (РР). Впрочем, рекомендации разработ-
чиков сделаны в сторону биоразлагаемых пластиков PLA и PCL
под влиянием философии проекта – максимальное приближение технологий и материалов к конечному пользователю. Интересна судьба биоразлагаемой печатной платы…
Несмотря на отягощенность проекта философией и конку-
рирующее распространение профессиональных аппаратов 3D ма-
кетирования, в 2009 г. было создано второе поколение аппаратов
RepRap – «RepRap 2.0 Mendel», а в 2010 г. – аппарат третьего по-
коления «RepRap 3.0 Huxley», основанный на миниатюрной вер-
сии второго поколения (печатающая область составляет всего
30% от оригинала). Изменились и материалы: второе и третье по-
коление RepRap кроме биопластиков уже использовали керами-
ческие и цементные композиты, силиконы, латексы, драгметаллы и даже съедобные материалы – шоколад и сыр.
Технологически это решалось использованием съемных на-
конечников – кроме экструдера к версии 2.0, например, прилага-
лись механизированные шприцы, лазер, паяльник и даже борма-
шинка (для сочетания аддитивного и субтрактивного моделиро-
вания).
80
С целью дальнейшего продвижения проекта с 2010 г. преду-
смотрены премии за разработку и создание улучшенного аппара-
та RepRap на сумму $20,000 и $80,000. Возможно, проект по-
лучит дальнейшее развитие на рынке дизайнерских товаров и в сфере производства, малого предпринимательства, например, су-
венирной продукции.55
Сейчас фактически изначально инициативный проект уни-
верситета Бата (Великобритания) вышел за пределы команды разработчиков. Самый распространенный механизм проекта – финансирование через Интернет определенной модели команды разработчиков: предлагается комплект и все необходимое для по-
стройки, софт, кг (л) расходного материала для самовоспроизве-
дения деталей.
Наиболее интересными стали проекты Veloso 3D (очень на-
поминающий традиционный бюджетный 3D принтер), B9Creator
и MiiCraft (рис. 24).56
MiiCraft – миниатюрный принтер с проектором, работаю-
щим по DLP-технологии (область печати 43×27×180 мм). Рабо-
чий материал – фотополимер. Включает в себя непосредственно принтер и фиксатор для дополнительной засветки готовой моде-
ли. Толщина слоя – 0,1 мм, скорость печати – 20÷30 мм в час. B9Creator – аппарат с регулируемой точностью печати, от
которой зависит размер рабочей области (51×38×203 мм при толщине слоя 0,05 мм; 102×76×203 мм при толщине слоя 0,1 мм).
__________
55[Электронный ресурс]: режим доступа – http://reprap.org
56Фотография [Электронный ресурс]: режим доступа – http:// www.habrahabr.ru
81

Скорость печати – 12÷20 мм/ч.
Veloso 3D – аппарат с регулируемой точностью печати (дос-
тигается фокусировкой). Область печати 150×112×200 мм. Тол-
щина слоя полимера регулируемая – 0,015÷0,1 мм.
Аппарат MiiCraft |
Аппарат B9Creator |
Аппарат Veloso 3D
Рис.24. Проекты RepRap 2012 г.
Проект 3D макетирования изделия по его голографическому образу
Существуют и другие проекты в области удешевления и доступности послойных технологий макетирования. В данном случае речь пойдет об использовании в оперативном прототипи-
82
рованиии голографических технологий.
В основу проекта положена SLA-технология, использующая принцип прямого лазерного рисования в слое жидкой фотополи-
меризующейся композиции.57
Фактически, технология включает в себя создание трёхмер-
ной математической модели объекта, разбиение ее на слои и по-
следовательное воспроизведение сечений модели на поверхности композиции излучением, сфокусированным в точку. При этом позиционирование лазерного луча по осям XY определяется ком-
пьютерной моделью прототипа, перемещение по оси Z – переме-
щением платформы на глубину, равную толщине выращенного слоя. В итоге в точках воздействия инициирующего излучения происходит изменение фазового состояния среды – образуется твёрдый полимер и происходит послойное «выращивание» про-
тотипа.
По сути, SLA-технологию можно называть технологией по-
пиксельной полимеризации. Ее главным недостатком является большая длительность процесса формирования слоя твёрдого по-
лимера. Так, например, для создания одного слоя 3D модели площадью поверхности ~0,5 см2 точностью 0,1 мм, что соответ-
ствует разрешению ~250 dpi, требуется время ~200-300 с, в зави-
симости от состава среды и мощности излучения.
Проектом предлагается способ создания объёмных струк-
__________
57 Исследование возможности использования голографических изображений при создании 3D моделей методом фотополимеризации: отчет о НИР в 2 ч. / Бабкин О.Э. – СПб.: СПбГУКиТ, 2012. – 44с.; 27 с; илл., прил.
83
тур в среде фотополимеризующейся композиции формированием объекта по его голографическому образу.
Это, с одной стороны, позволит изготовить модели любого уровня сложности, сводя к минимуму возможность допущения ошибки в конструкции и геометрических размерах объекта, с
другой стороны – позволит получить прототип в более короткие по длительности производственного процесса сроки в сравнении с классической SLA-технологией, реализуемой на данный момент в 3D принтерах.
Главным достоинством предлагаемой технологии является то, что формирование всех точек каждого слоя происходит одно-
временно и не требуется последовательное перемещение экспо-
нирующего пучка излучения от точки к точке. При этом достига-
ется такая же точность построения модели, как в реализуемых промышленных технологиях оперативного прототипирования
0,1 мм.
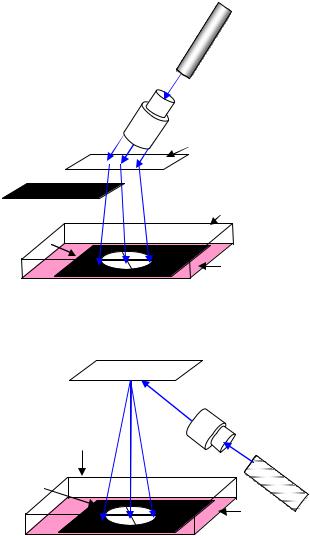
Проектная технология предполагает следующие этапы: из-
готовление голограммы прототипируемого объекта (допускается запись и пропускающей, и отражательной голограмм; впоследст-
вии это будет влиять только на положение восстанавливающего луча относительно голограммы, рис. 25); восстановление голо-
граммы в рабочую область построения объекта (емкость с фото-
полимеризующейся композицией) и послойное выращивание объекта.
После формирования объекта возможно проведение допол-
нительной (вторичной) полимеризации воздействием излучения
84
УФ-диапазона (например, ртутными лампами высокого, среднего
или низкого давления) для увеличения прочности образца.
Лазерный
излучатель
Телескоп
Голограмма
объекта
Экран
Кювета
Изображение
объекта
Фотополимеризующаяся композиция
|
Голограмма объекта |
|
Телескоп |
Кювета |
Лазерный |
|
излучатель |
Изображение |
|
объекта |
|
|
Фотополимеризующаяся |
|
композиция |
а)
схема восстановления действительного изображения объекта с пропускающей голограммы
б)
схема восстановления действительного изображения объекта с отражательной голограммы
Рис.25. Схемы восстановления действительного изображения объекта прототипирования с его голографического образа
Предлагаемая технология прототипирования, реализованная
на этапе обоснования теоретической гипотезы в рамках лабора-
торного эксперимента58, включала следующие этапы:
__________
58 Исследование возможности использования голографических изображений при создании 3D моделей методом фотополимеризации: отчет о НИР в 2 ч. / Бабкин О.Э. – СПб.: СПбГУКиТ, 2012. – 44с.; 27 с; илл., прил.
85
1.Запись голограммы объекта прототипирования осуще-
ствлялась в попутных пучках по схеме Френеля с ис-
пользованием аргонового лазера с генерацией излучения на длине волны 488 нм. В качестве регистрирующего материала использовали нанесенные на стеклянную подложку слои халькогенида состава As36S44/Se20 тол-
щиной ~ 1,2 мкм.
2.Проведение постэкспозиционной обработки голограм-
мы объекта по регламенту: травление в комбинации ор-
ганических компонентов в течение 25 минут; фиксиро-
вание в течение 2 минут, промывка в ацетоне в течение
2 мин. и сушка горячим воздухом (T=40±5 ºC).
3.Восстановление действительного изображения объекта
по схеме (рис. 25б):
фокусировка действительного изображения объекта – плоскость фокусирования изображения устанавливалась на дно кюветы; нулевой порядок дифракции блокиро-
вался экраном;
восстановление – в качестве источника излучения ис-
пользовался лазер с генерацией излучения на длине волны 405 нм;
для оценки качества восстановленного голограммой изображения измеряли значение интенсивности света на голограмме в экспонированных и неэкспонированных участках (Iсв.; Iтемн.), их соотношение использовалось для оценки контраста изображения К=Iсв./ Iтемн..
86
регулирование размера действительного изображения объекта (масштабирование по осям XY) достигается юс-
тировкой телескопа.
4.Формирование 3D-объекта – полимеризация слоёв ком-
позиции по ступенчатому методу смещения кюветы на толщину отверждаемого слоя после полного отвержде-
ния композиции и выключения лазера:
загрузка композиции в рабочую емкость – использована кювета кварцевого стекла; толщина слоя композиции составляла ~ 1 мм (для 100%-ого проведения полимери-
зации слоя и ингибирования процесса кислородом воз-
духа);
экспозиция – в качестве источника излучения использо-
вался лазер с генерацией излучения на длине волны 405
нм; мощность лазера 80 мВт. Для определения экспози-
ции для достижения 100%-ой степени полимеризации слоя фотополимеризующейся композиции использовали формулу:
п p ∙ Tэ ∙ DE / S, |
(4) |
где p – мощность лазера (Вт);
Tэ – длительность экспозиции (с);
DE – значение дифракционной эффективности голо-
граммы (в долях от единицы);
S – площадь изображения в фокусе (см2).
Результатом эксперимента стал вывод о возможности ис-
пользования голограмм для послойного выращивания трехмер-
87
ных объектов методом фотополимеризации, более того, предла-
гаемая технология даёт значительное увеличение скорости фор-
мирования объектов по сравнению с существующими методика-
ми последовательного экспонирования излучением, сфокусированным в точку.59-62
В приложении 2 представлены фотографии 3D объекта
(призма), созданного методом послойной фотополимеризации с использованием голографического изображения.
__________
59Бабкин, О.Э. Использование голографических изображений при оперативном формировании 3D-объектов методом фотополимеризации [Текст] / О.Э.Бабкин, В.В. Ильина, В.Н. Михайлов, И.Г. Чезлов // Мир техники кино, 2013. – № 1, Вып.27. – С.30-33.
60Бабкин, О.Э. Возможность использования голографических изображений при создании 3D-моделей методом фотополимеризации [Текст] / О.Э. Бабкин, В.В. Ильина, В.Н. Михайлов, С.Н. Сидоров, М.Л. Тимофеева // Материалы Пятой Всероссийской конференции (с международным участием) «Химия поверхности и нанотехнология» (24-30 сентября 2012 г. СПб-Хилово. - СПб: изд-во СПбГТИ (ТУ), 2012. – 316 с. – С. 129.
61Бабкин, О.Э. 3D прототипирование с использованием голограмм [Текст] / О.Э. Бабкин, В.В. Ильина, В.Н. Михайлов, С.Н. Сидоров // Оптика и фотоника: труды международного семинара (12-14 сентября 2012 г.Ыссык-Куль, Кыргызстан. – Бишкек: изд-во КРСУ, 2012. – 175 с. – С.31-34.
62Бабкин, О.Э. Метод фотополимеризации как способ оперативного формирования 3Dобъектов [Текст] / О.Э. Бабкин, В.В. Ильина, И.Г. Чезлов, М.Л. Тимофеева // Приоритетные научные направления: от теории к практике: сб. материалов II Международной научно-практической конференции /под общ. ред. С.С. Чернова. - Новосибирск: изд-во НГТУ, 2012. – 162 с. – С. 55-59.
88
Заключение
3D макетирование – уникальная технология, позволяющая изготовить модель любого уровня сложности, сводя к минимуму возможность допущения ошибки при ее построении.
3D макетирование может осуществляться разными способа-
ми и с использованием различных материалов, но в основе любо-
го из них лежит принцип послойного создания объекта, когда от шага построения зависит качество поверхности объекта – иногда качество прототипов сопоставимо с объектами, подвергнутыми механической обработке (шлифовка, фрезеровка).
Применимость технологий 3D макетирования на данный момент практически не ограничена. В первую очередь, конечно, в
оперативном прототипировании, т.е. для быстрого изготовления прототипов моделей и объектов для дальнейшей доводки на этапе их проектирования. Таким образом, можно изменить конструк-
цию узла или объекта в целом. В инжиниринге такой подход приводит к существенному снижению затрат на производство и освоение новой продукции.
Во-вторых, (это направление применимости данной техно-
логии эксплуатируют авторы международного проекта RepRap) –
это изготовление готовых изделий на 3D принтерах по их цифро-
вым моделям, в том числе, в объемах мелкосерийного производ-
ства и/или авторского производства в домашних условиях.
Методы 3D макетирования используются при изготовлении моделей и форм для литейного производства, для ювелирной
89