

Машстройлекции_зубч
.pdfРис.25 Структура обозначения шероховатости поверхности
Рис.26 Знаки, обозначающие шероховатость
Шероховатость поверхности, вид обработки которой конструктором не устанавливается, обозначают знаком, изображѐнным на рис. 26, а.
В обозначении шероховатости поверхности, которая должна быть образована удалением слоя материала, например точением, фрезерованием, шлифованием, травлением и т.п., применяют знак, приведенный на рис. 26, б.
Шероховатость поверхности, полученной без удаления слоя материала, например литьем, ковкой, объемной штамповкой, прокатом, волочением и т. п., обозначают знаком,
изображенным на рис. 26, в. Этот же знак используют для обозначения поверхностей, не выполняемых по данному чертежу.
На рис.27 представлены условное обозначение направления неровностей (см. рис.25).
Рис.27 Условное обозначение направления неровностей в структуре обозначения шероховатости поверхности
21

Правила нанесения и обозначения шероховатости поверхности на чертежах по ГОСТ 2.309-79
Остриѐ знака располагают со стороны подвода инструмента.
Рис.28 Расположение полки знака относительно основания чертежа
а |
б |
в |
Рис.29 Расположение знака обозначения шероховатости поверхности а- знак без полки; б, в- знак с полкой
Рис.30 Обозначение шероховатости на изображении изделия с разрывом
При изображении изделия с разрывом обозначение шероховатости наносят только на одной части изображения, по возможности ближе к месту указания размеров (рис.30).
При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображении не наносят (рис.31-
32).
Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1,5 раза больше, чем в обозначениях, нанесенных на изображении (рис.31). . При расположении поверхности в заштрихованной зоне обозначение наносят только на полке линии-выноски (рис.33).
22

Рис.31Обозначение шероховатости на |
Рис.32 Правый верхний |
|
чертеже поГОСТ2.309, если все |
||
край формата |
||
поверхности детали одной и той же |
||
|
||
указанной шероховатости |
|
Обозначение шероховатости, одинаковой для части поверхностей изделия, может быть
помещено в правом верхнем углу чертежа (рис. 33, 34) вместе с условным обозначением . Это означает, что все поверхности, на которых на изображении не нанесены обозначения
. Это означает, что все поверхности, на которых на изображении не нанесены обозначения
шероховатости, должны иметь шероховатость, указанную перед условным обозначением .
.
|
|
Рис.33 |
Рис.34 |
Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков,
нанесенных на изображении. Не допускается обозначение шероховатости или знак выносить в правый верхний угол, чертежа при наличии в изделии поверхностей, шероховатость которых не нормируется.
выносить в правый верхний угол, чертежа при наличии в изделии поверхностей, шероховатость которых не нормируется.
Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением соответствующих размеров и обозначений шероховатости (рис. 35, 36,а). Через заштрихованную зону линию границы между участками не проводят (рис. 36,б).
23

Рис.35 Обозначение шероховатости поверхностей детали, кроме тех, которые отмечены на изображении детали
Рис.36(а
,б)
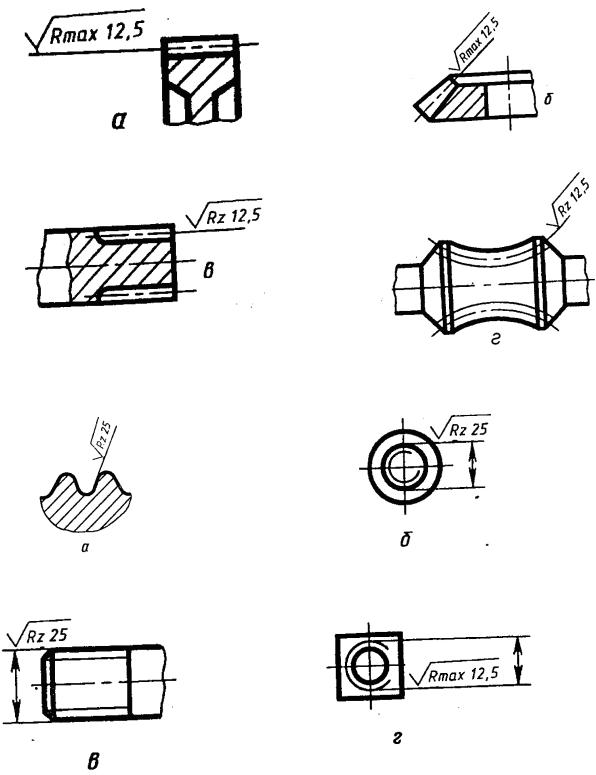
Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев и т. п., если на чертеже не приведен их профиль, условно наносят на линии делительной поверхности (рис.37,a, б, в), а для глобоидных червяков и сопряженных с ними колес — на линии расчетной окружности (рис.37,г).
Обозначение шероховатости резьбовых поверхностей приведено на рис.38.
Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз в соответствии с рис. 39. Диаметр вспомогательного знака O —
4... 5мм.
Вобозначении одинаковой шероховатости поверхностей, плавно переходящих одна в другую, знак О не приводят (рис.40).
Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях чертежа со ссылкой на буквенной обозначение
поверхности, например: «шероховатость поверхности  ». При этом буквенное обозначение поверхности наносят на полке линии-выноске, проведенной от утолщенной штрих - пунктирной линии, которой обводят поверхность на расстоянии 0,8...1 мм от линии контура
». При этом буквенное обозначение поверхности наносят на полке линии-выноске, проведенной от утолщенной штрих - пунктирной линии, которой обводят поверхность на расстоянии 0,8...1 мм от линии контура
(рис.41)
24
а- цилиндрическое зубчатое колесо |
б-коническое зубчатое колесо |
в- вал шлицевой |
г- червячное колесо |
Рис.37(а, б, в, г)
а- шероховатость |
б - шероховатость наружной |
нестандартного профиля |
цилиндрической резьбы (вал) |
резьбы |
|
в -шероховатость наружной |
г-шероховатость внутренней |
цилиндрической резьбы (вал) |
цилиндрической резьбы |
|
(отверстие) |
25

д -шероховатость внутренней конической резьбы (отверстие)
Рис.38 (а, б, в, г) Обозначение шероховатости резьбы
Рис.39 |
Рис.40 Обозначение |
Обозначение |
шероховатости |
шероховатости |
поверхностей, плавно |
поверхности по |
переходящих одна в |
замкнутому |
другую |
контуру |
|
Рис.41 Обозначение шероховатости поверхности сложной конфигурации
В таблицах 3,4 приведена классификация шероховатости поверхности по числовым значениям параметров Rz и Rа при нормированных базовых длинах и основные способы получения шероховатости поверхности.
Классы шероховатости поверхности допускалось применять до 1980 г. при использовании ранее выпущенной документации.
Подчеркнуты предпочтительные значения параметров. При чтении чертежа отдельной детали (если не иметь полного представления о еѐ взаимодействии с другими деталями) нужно особо выделять поверхности, для которых заданы повышенные требования в отношении шероховатости (чем меньше числовое значение параметра Ra или Rz, тем выше требования к поверхности). Эти поверхности обычно являются сопрягаемыми (трущимися, опорными, привалочными), для них обозначения шероховатости поверхности указывают непосредственно на изображениях детали.
Если, для сопрягаемой поверхности ,особенно для посадок с зазором, будут занижены требования к шероховатости, т. е. числовое значение параметра Ra или Rz будет больше верхнего предела, обусловленного чертежом, то может нарушиться правильная работа механизма и сократиться срок его службы из-за нарушения заданных зазоров;
если же сопрягаемая поверхность детали выполнена с более высокими параметрами
26
шероховатости, чем это предусмотрено чертежом, то время для ее изготовления и стоимость увеличиваются.
Отступление в сторону повышения требований к шероховатости поверхности сопрягаемых элементов может отрицательно повлиять на работу всего механизма, так как сила молекулярного сцепления при особо гладких поверхностях увеличивает трение. Поэтому чрезмерно гладкие трущиеся поверхности плохо смазываются маслами, т. е. появляется сухое трение.
Параметры шероховатости поверхности назначаются конструктором в зависимости от условий работы.
При составлении чертежей обращают внимание на поверхности, соприкасающиеся с другими деталями, в частности, на трущиеся поверхности. Шероховатости поверхности и классы точности размеров взаимосвязаны, поэтому для обеспечения хорошей работы механизма еще недостаточно выдержать заданные размеры (с соответствующими допусками), а необходимо также получить при обработке заданную чертежом шероховатость поверхности. При чтении чертежа нужно ориентировочно решать, какими способами выгоднее изготовлять деталь или ее элемент для получения заданной чертежом шероховатости поверхности (с учетом формы детали и других особенностей). Например, при опиливании можно получить поверхности, для которых параметр Rz будет от 100 до 400 мкм, а параметр Ra — от 25 до 100
мкм. Параметр по шкале Ra является предпочтительным.
Поверхности, для которых задан параметр шероховатости Ra 1,6 мкм (Rz 6,3), можно получить шабрением, тонким строганием, предварительным развертыванием, литьем по выплавляемым моделям, прессованием из пластмасс и другими способами.
Цифровые значения параметров распределены на пять условных групп, для которых приведем примеры применения в общем машиностроении.
1.Ra 100...6,3 мкм —торцовые поверхности труб, профилей и другого сортаментного материала, поверхности шкивов, фланцев и др.
2.Ra 12,5... 1,6 мкм включительно, Rz 50...6,3 мкм включительно — втулки, гладкие части болтов 8-го и 11 -го квалитетов точности кронштейны, ролики и различные привалочные поверхности деталей
3.Ra 1,6...0.4 мкм включительно—несущие поверхности подшипников, гладкая часть болтов 6-го и 7-го квалитетов, поверхности зубьев шестерен и др.
4.Ra0,2...0,025мкм-включительно-Rz0,8...0,1мкм включительно — поверхности, работающие на трение, поверхности поршневых пальцев и колец, шейки коленчатых валов, кулачков.
5.Ra0,025..-0,01мкм-включительно—поверхности оптических стекол.
Шероховатость поверхностей детали определяют специальными измерительными приборами, например профилографом-профилометром, служащим для непосредственного измерения параметра Ra в пределах от 0,040 до 5 мкм. а при записи профилограммы —от 0,010 до 5 мкм.
27

Таблица 3. Основные возможные способы получения шероховатости поверхности
28

Таблица 4. Шероховатость поверхностей.
ТЕМА 4
ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Общие положения
Правила указания допусков формы и расположения поверхностей на чертежах изделий всех отраслей промышленности установлены ГОСТ 2.308—79* (СТ СЭВ 368—76). Термины и определения допусков формы и расположения пов ерхностей приведены в ГОСТ 24 642
— 81 ( СТ СЭВ1 301—76), числовые значения — в ГОСТ 24643—81 (СТ СЭЗ 636—77), неуказанные допуски формы и распол ож ени я п ов ер хн о ст ей — в ГОСТ 2 5 0 6 9 — 8 1 ( СТ СЭВ 1911—79). Допуски формы и расположения поверхностей указывают на чертежах в виде условных обозначений или текстом в технических требованиях. Применение условных
29

обозначений предпочтительно. Вид допуска обозначается на чертеже знаками (графическими символами), приведенными в табл. 1. Размеры знаков показаны на рис. 42 а.
Таблица 5. Знаки допусков формы и расположения поверхностей
Знаки обозначения допусков и цифровые данные указывают в прямоугольной рамке, разделенной на две или три части, в которых помещают:
в первой — знак допуска;
во второй — числовое значение допуска в миллиметрах;
в третьей — буквенное обозначение базы (баз) и буквенное обозначение
поверхности, с которой связан допуск (рис.42, Таблица. 6).
Высота знаков, цифр и букв, вписываемых в рамки, должна быть равна высоте шрифта размерных чисел на данном чертеже, высота рамки должна превышать высоту шрифта а 2 раза.
Рамка соединяется с элементом детали, к которому относится допуск, прямой или ломаной линией, заканчивающейся стрелкой; с базой рамка связана такой же линией, но заканчивающейся зачерненным треугольником. Треугольник должен быть равносторонним с высотой, приблизительно равной шрифту размерных чисел чертежа.
Рамку и отводимые от нее линии вычерчивают сплошными тонкими линиями. Располагают рамку, как правило, горизонтально.
30