

§ 4. Влияние способов клепки на ресурс заклепочных соединений
Современные тенденции в совершенствовании процессов клепки связаны, в первую очередь, с созданием процессов клепки, обеспечивающих плотное заполнение гнезда и отверстия телом заклепки, и обеспечением гарантированного натяга заклепок в течение всего срока эксплуатации.
При передаче усилия через клапанный шов в материале листа возникают напряжения, которые распределены неравномерно по
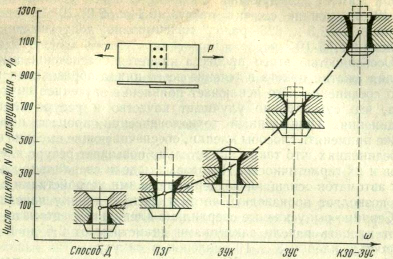
Рис. 13.9. Выносливость потайных клепаных соединений, выполненных различными способами.
ширине листа. В зоне отверстия эти напряжения имеют наибольшую величину и являются источником образования трещин и разрушения соединения при работе в условиях переменных нагрузок. Существует несколько технологических методов снижения наибольшего напряжения — концентрации напряжения: упрочнение стенок отверстия в детали, повышение чистоты поверхности при образовании отверстия, снятие и упрочнение фасок на кромках отверстия. Наиболее эффективным методом является упрочнение материала — стенок отверстия.
При выполнении клепаных соединений упрочнение отверстий производят за счет деформации листа — увеличения диаметра отверстия стержнем заклепки.
В процессе образования замыкающей головки заклепки стержень увеличивается в диаметре и увеличивает диаметр отверстия, т. е. упрочняет материал детали в зоне отверстия под заклепку.
В практике самолетостроения применяется несколько способов клепки, имеющих различную степень упрочнения и соответствующую ей выносливость соединений.
На рис. 13.9 приведен график, показывающий характер упрочнения при различных способах клепки.
При постановке обычных потайных заклепок способом Д упрочняется в основном лист со стороны замыкающей головки;
выносливость при этом способе клепки условно принята за 100 %.
Способ ПЗГ (потайная замыкающая головка) приводит к упрочнению зенкованного листа и дает некоторое повышение выносливости при разрушении соединения при вибрационных нагрузках по зенкованному листу. Заклепки с компенсатором (ЗУК) и стерж
невые (ЗУС) обеспечивают более равномерное упрочнение соединяемых деталей и приводят к значительному повышению выносливости. Наибольшее и практически равномерное упрочнение по толщине деталей возможно получить при клепке КЗО-ЗУС. При этом способе клепки образование головок заклепок происходит
в замкнутом объеме.
В целях предотвращения возникновения заусенцев и образования наплывов по кромкам отверстий при клепке повышенным давлением (КЗО, ПЗГ и др.) следует предусмотреть предварительное сжатие пакета усилием, соизмеримым с необходимым усилием для образования замыкающей головки. Оборудование для клепки в этом случае оснащается специальными прижимами, а обжимки для образования замыкающих головок профилируются в соответствии с типом заклепок.
Особенностью напряженно-деформированного состояния клепаных соединений КМ является возрастание концентрации напряжений около отверстий при действии технологических начальных напряжений и, как следствие, снижение прочности и долговечности соединений.
Поэтому в отличии от клепаных соединений металлических конструкций основным направлением повышения качества клепаных соединений КМ является создание и разработка технологии малодеформационной клепки. В основе малодеформационных процессов клепки КМ лежит использование специальных заклепок переменной жесткости, ограничивающих элементов, а также способов клепки, обеспечивающих локализацию пластических деформаций в области замыкающей головки заклепки. Такими способами являются клепка давлением с раскаткой, клепка с наложением ультразвуковых колебаний, клепка с нагревом.
Реализация технологии малодеформационной клепки позволяет существенно повысить ресурс клепаных соединений КМ. При использовании прессовой или ручной ударной клепки целесообразно использовать заклепки переменной жесткости с шайбами под замыкающими головками. При клепке конструкций с двухсторонним потайным швом целесообразно использовать заклепки переменной жесткости. Для сравнительно тонких пакетов, имеющих двухсторонний потайной шов, следует применять специальные переходные втулки и сплошные заклепки из высокопрочных сплавов.