

1.2.2 Назначение дополнительных допусков
Допускаемая величина смещения по поверхности разъема штампа 0,7мм;
Допускаемая величина остаточного облоя 0,9мм;
Допускаемая величина заусенца 3мм;
Допускаемое наибольшее отклонение от концентричности в поковке отверстия 1мм;
Допускаемое отклонение от плоскостности и от прямолинейности 0,8мм.
1.2.3 Назначение кузнечных напусков
Штамповочные уклоны по наружной поверхности - 5º, по внутренней - 7º.
Глубина пробивки отверстия не более 0,8 диаметра отверстия поковки с одной стороны.
1.3 Разработка чертежа поковки
1.3.1 Технические требования
Поковка группы 2 HB = 196…229
По ГОСТ 7505-89 группа стали М2, степень сложности С2, класс точности Т4, И.И. 10;
Допускаемая величина смещения поверхности 0,7мм;
Допускаемая величина остаточного облоя 0,9мм;
Допускаемая величина высоты заусенца по отверстию 3мм;
Допускаемая величина от концентричности в поковки 1мм;
Допускаемая величина отклонения от плоскостности 0,8мм
Штамповочные уклоны наружный - 5º, внутренний - 7º
1.3.2 Расчет объема и массы поковки
Фигуру поковки мысленно разбиваем на несколько объемов. В данном случае объем поковки состоит из 3х усеченных конусов с диаметрами малых оснований 100,2 мм и 159,7 мм.
Объем отверстия так же состоит из 2х одинаковых усеченных конусов с большим основанием 57 мм, и малым основанием 46,29 мм., а так же половины тора с образующей окружностью диаметром 13.22 и расстоянием от оси вращения 48,24
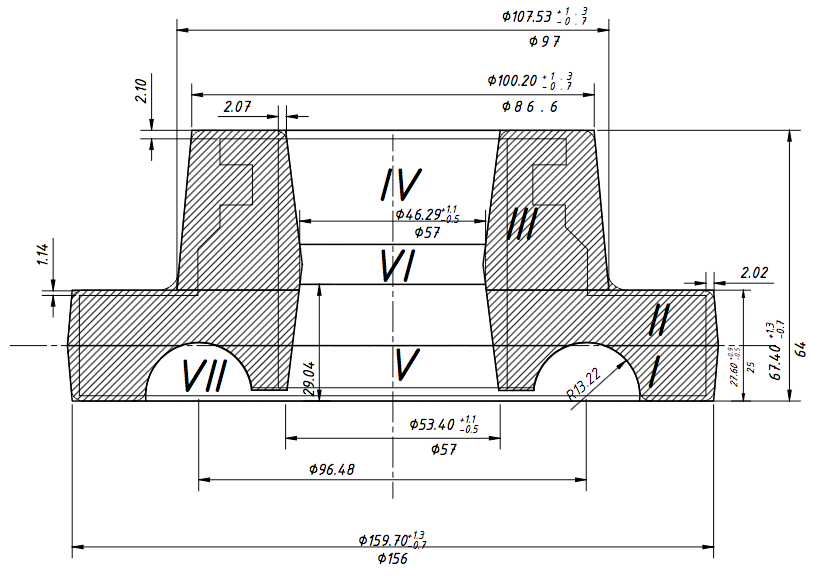
Рисунок 1 - Разбивка поковки на объемы
При расчете объемов к номинальному размеру прибавляется половина положительного допуска - для наружных поверхностей, а для отверстий и внутренних поверхностей половина отрицательного допуска.
Радиусами закругления пренебрегаем.
1, 2 конусы:
Размер малого основания d = 159.7 + 1,6/2 = 162.9 мм;
Размер большего основания D = 162.05 + 1,6/2 = 165.25 мм;

Объем 2 конуса равен объему 1 конуса;
3 конус:
Размер малого основания d = 100.2 + 1,3/2 = 100.85 мм;
Размер большего основания D = 107.53 + 1,3/2 =108.18 мм;

4, 5 конусы:
Размер большего диаметра D = 53.4 - 1,1/2 = 52.85 мм;
Размер наименьшего диаметра d = 46.29 - 1,1/2 = 45.74 мм;

Половина тора:

Объем поковки:

Масса поковки равна:
 .
.
Классификация 1 группа, 2 подгруппа.
2. Определение размеров и массы исходной заготовки
Объем исходной заготовки состоит из объема поковки, объема облоя, объема перемычки, объема угара металла при нагреве.

2.1 Объем облоя
Выберем основной тип канавки, у которой магазин открыт полностью с одной стороны (рисунок 2):

Рисунок 2 – Схема облойной канавки
Для канавок круглых в плане высоту облойной канавки рекомендуют брать по следующей зависимости:
h = 0,02Dп,
где Dп – наружный диаметр поковки в плане, Dп =162,05 мм.
Получаем:
h = 0,02 ∙ 162,05 = 3,2 мм
Принимаем высоту канавки h равной 4 мм.
Определим другие размеры облойного мостика и магазина:
b = 12 мм, h1 = 12 мм, R = 30 мм, r = 5 мм.
Объем облоя:

где Рп – периметр поковки по линии разъема штампа;
В – ширина облоя в магазине; при весе поковки свыше 2кг, В = 20 мм.
Периметр поковки по линии разъема штампа находится по формуле:

Vобл = 50,91 ∙ (12 ∙ 4 + 20 ∙ 12) = 146,62 см3
Масса облоя:
