4. Технико–экономические показатели станков
Для сравнительной оценки технического уровня станков или выбора станка для решения конкретной производственной задачи используют ряд показателей: эффективность, надёжность, гибкость.
Эффективность – комплексный показатель, наиболее точно отображающий способность станка выпускать максимальное кол-во изделий при минимальных затратах. А = N / C шт/руб, N – годовой выпуск деталей, C – суммарные затраты на их изготовление.
Надёжность – свойство станка обеспечивать бесперебойный выпуск продукции в заданном кол-ве в течение опред. срока службы. Надёжность – комплексное понятие и характеризуется долговечностью, ремонтопригодностью, безотказностью и сохраняемостью.
Гибкость станка – это способность станка к быстрой смене наладки. Она характеризуется универсальностью и переналаживаемостью. Универсальность оценивают числом разных деталей, подлежащих обработке на данном станке.
5. Производительность станков: технологическая, циклическая, фактическая.
Производительность – определяет способность станка выполнять определённый объём работы в ед. времени.
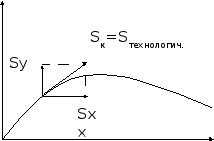
а) Технологическая производительность – максимальная теоретически возможная производительность QT= 1/tp; шт/мин, tp – время резания
б) Цикловая производительность – подвод/отвод инструмента, загрузка/выгрузка, зажим/разжим детали Qц = 1/(tp + tx)=1/Тшт; tх – время холостых ходов (цикловые потери)
В) Фактическая производительность - Qф = 1/(Тшт + tn); tn – внецикловые потери по организационным причинам. Это означает отсутствие заготовок, рабочего инструмента, электроэнергии, запасных частей)
6. Основные размерные характеристики станков.
Станочное оборудование наиболее распространённых технологических групп образуют размерные ряды в которых за каждым станком закреплены определённые диапазоны размеров обрабатываемых деталей. В группе токарных станков возможности станков характеризуются цилиндрическим рабочим пространством, а для фрезерного – прямоугольным рабочим пространством.
По основному размеру рабочего пространства, максимальному диаметру для токарных станков, ширине стола для фрезерных и многооперационных станков устанавливают ряд стандартных значений, обычно в геометрической прогрессии с некоторым знаменателем ϕ. Для токарных станков знаменатель ряда φ=1,26, тогда наибольшие диаметры обработки: 250, 320, 400, 630, 800, и т.д.
7.Скоростные и силовые характеристики станков.
Скоростные:![]() ,
об/мин; S,
мм/об или мм/мин.
,
об/мин; S,
мм/об или мм/мин.
Силовые: Мкр., Н*м; Qтяг, Н; Nэл, кВт.
![]() ;
;
![]() ,
,
![]() ,
,
![]() ,
,
![]() ,
,
![]() -
диапазон регулирования.
-
диапазон регулирования.
![]() мм/мин,
мм/мин,
![]() ,
,
Vвыстр= до 30 м/мин,
![]() ,
,
![]() ,
,
![]() ,
КП=1,05…1,25,
,
КП=1,05…1,25,
![]() ,
,
![]() ;
;
8. Поверхности, обрабатываемые на станках, и их классификация. Производящие линии.
линейная

Винтовая

Любая поверхность образуемая 2 линиями, которые называются производящими - образующая и направляющая.
Образующая – точность обработки.
Направляющая – производительность.
Линии могут менять свое назначение:
Поверхности, у которых можно поменять функциональное значение линий называются обратимыми. Условие обратимости: постоянство форм и размеров.