13. Методика анализа кинематической структуры станка.
Анализ производится отдельно по каждой кинематической цепи, результатом является вывод формулы настройки.
Последовательность анализа следующая:
-
устанавливаются начальные и конечные перемещения;
-
устанавливаются расчетные величины перемещений начальное и конечное;
-
составляется уравнение кинетического баланса;
-
выводятся из уравнения формулы надстройки кинематической цепи.
Главные
движения: 1) вращение эл. двигателя![]() вращение
шпинделя;
вращение
шпинделя;
2)
nэ1,
об/мин
![]() nшп
об/мин;
nшп
об/мин;
3) nэ1*in1*iv = nшп;
4)
iv
=
 .
.
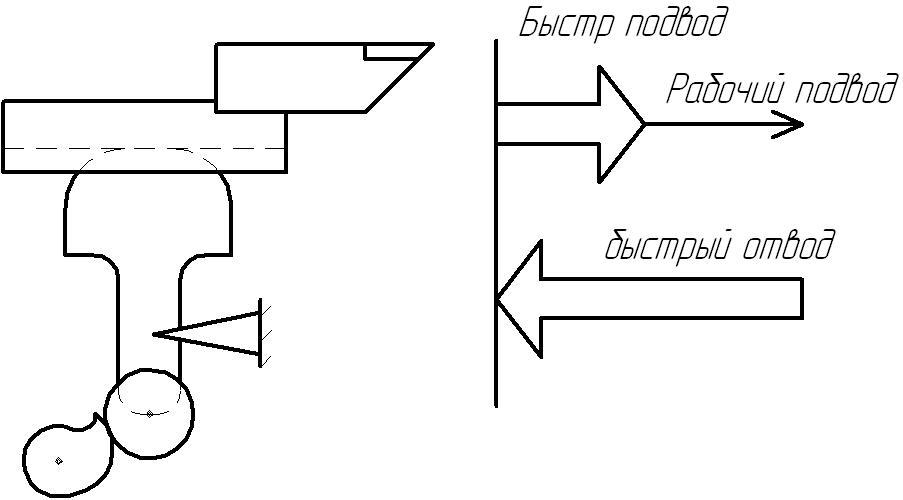
Цепь
подач: 1) вращение эл. двигателя![]() поступ-е
перемещение суппорта;
поступ-е
перемещение суппорта;
2)
nэ2,
об/мин![]() Sпродольное
мм/мин;
Sпродольное
мм/мин;
3) nэ2*in2*is*tхв = Sпрод.;
4)
is
=
 .
.

Главные
движения: 1)
вращение эл. двигателя![]() вращение
шпинделя;
вращение
шпинделя;
2)
nэ,
об/мин
![]() nшп
об/мин;
nшп
об/мин;
3) nэ*in1*iv = nшп;
4)
iv
=
 .
.
Цепь
подач: 1) вращение шпинделя![]() поступ-е
перемещение суппорта;
поступ-е
перемещение суппорта;
2)
1 об, шпин.![]() Sрез,
мм;
Sрез,
мм;
3) 1 об, шпин.*in2*is*tхв = Sрез;
4)
is
=  .
.
Ф-ла
преобразования в минутную подачу из
оборотной:![]()
14. Кинематическая схема. Условные обозначения и правила выполнения кинематических схем.

 Регулир.
Двигатель
Регулир.
Двигатель
D - Диаметры шкивов
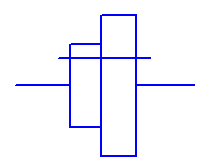 Блок
зубчатых колес, м/т перемещаться по валу
Блок
зубчатых колес, м/т перемещаться по валу
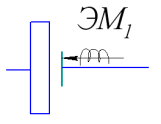 Электро-магнитные
муфты
Электро-магнитные
муфты
![]()
Zступ – число ступеней коробки передач
вращение
эл. двигателя![]() вращение
шпинделя;
вращение
шпинделя;
nэ,
об/мин
![]() nшп
об/мин;
nшп
об/мин;

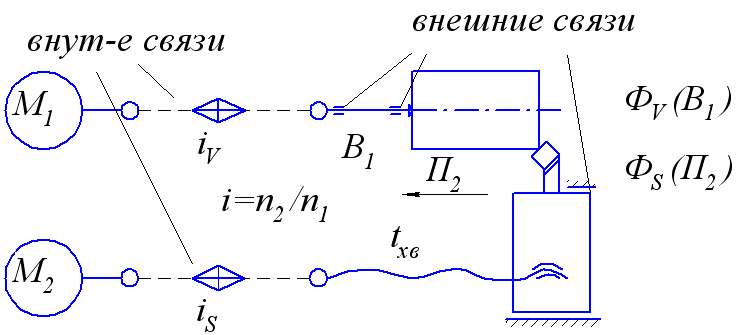
15. Понятие о наладки и настройки станка. Методика расчета кинематической настройки станка
ПРИНЦИП КИНЕМАТИЧЕСКОЙ НАСТРОЙКИ СТАНКА
Чтобы обеспечить необходимые перемещения конечных звеньев кинематической цепи для получения заготовки заданной формы и размеров производят кинематическую настройку станка. Кинематическая настройка станка заключается в:
1. Определяется количество и характер кинематических групп для движений формообразования, деления, врезания исходя из формы обрабатываемой поверхности и формы режущего инструмента, после чего кинематическая схема станка разделяется на столько же частей.
2. Для конечных звеньев кинематической цепи записываются расчётные перемещения, устанавливаемые исходя из формы обрабатываемой поверхности и принятого метода формообразования. Затем записывается уравнение кинематического баланса цепи, связывающее оба конечных перемещения.
3. Из уравнения кинематического баланса находится искомый параметр настройки кинематической цепи, т.е. записывается формула настройки.
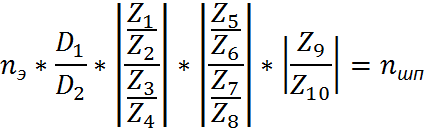
Кинематическая цепь составляется из движущихся, сопряжённых между собой и передающих друг другу движение деталей.
Если исходным органом является электродвигатель, а конечным – шпиндель, то уравнение кинематического баланса будет иметь вид:
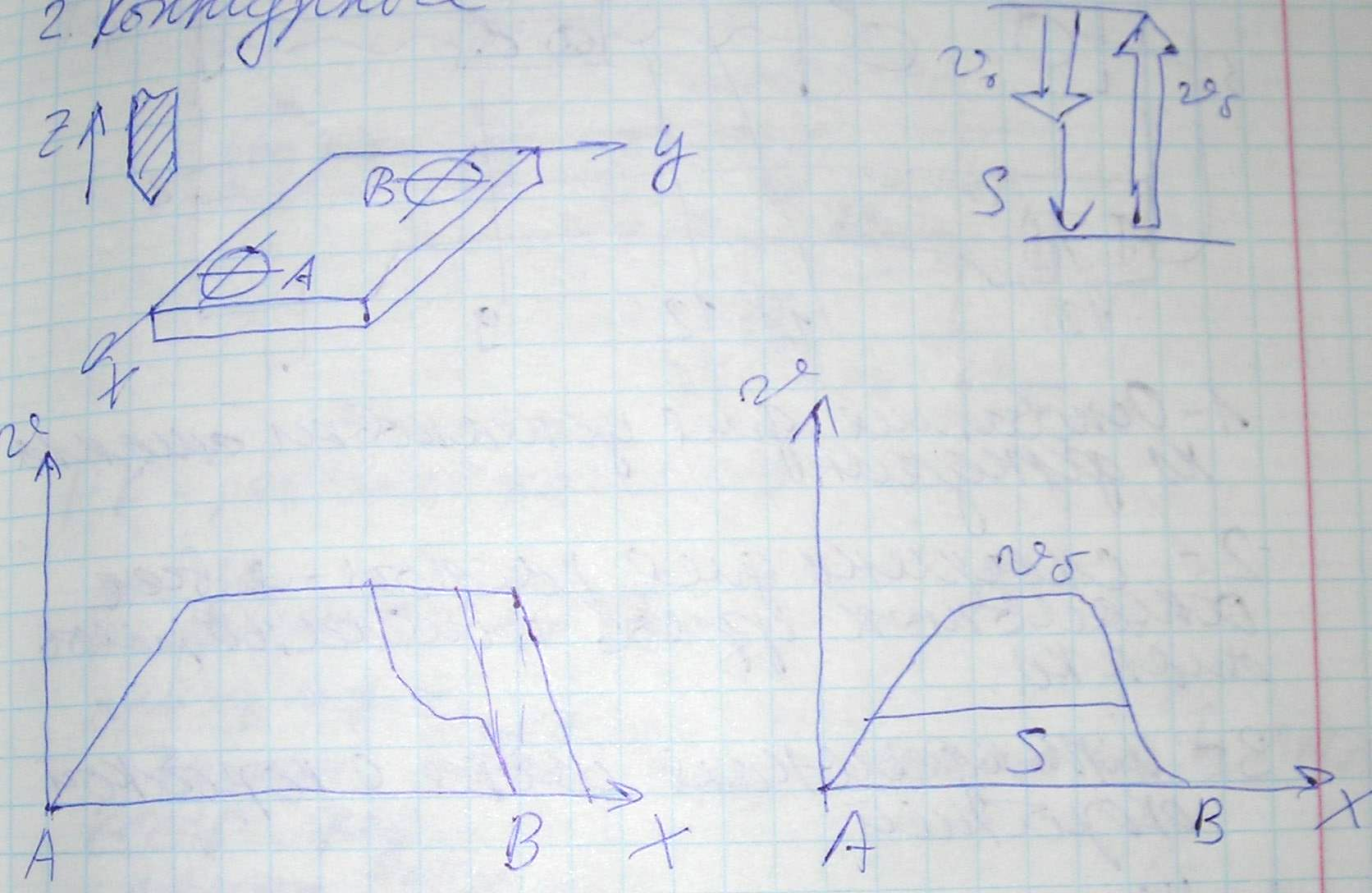
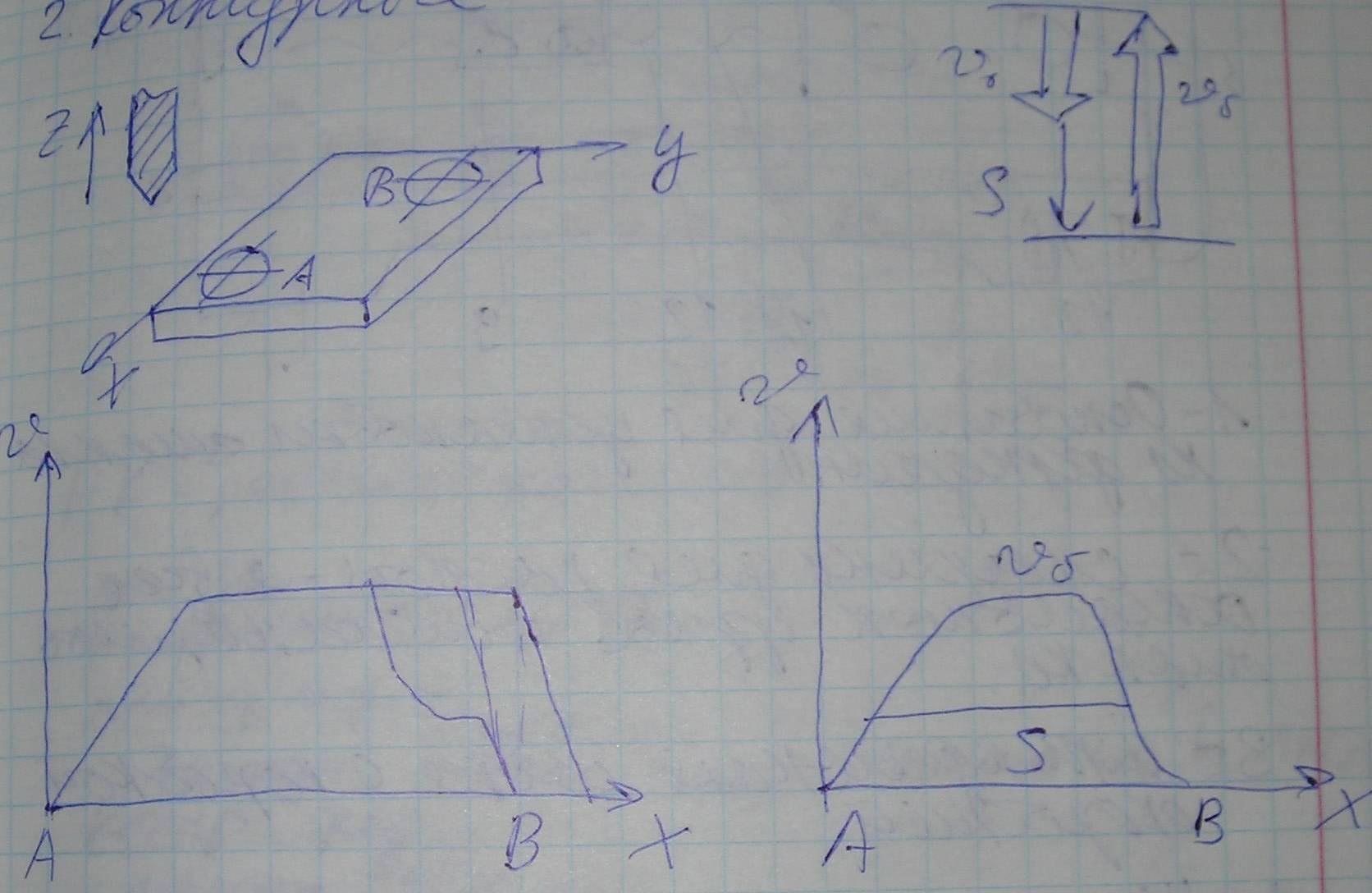
16 Системы автоматического управления станками: временные (кулачковые), путевые (цикловые), числовые.
Временные (кулачковые системы) прим. В традиционных станках автоматах. Программа работы определяется профилем кулачка, кот. Управляет исполнительными органами станка.

Путевые (цикловые) . Особенность этих систем в том что программируется только цикл работы станка, а величина перемещения, осуществляется наладкой (установкой в нужное положение) электроупоров. Применяется в серийном и крупносерийном производстве

Система ЧПУ
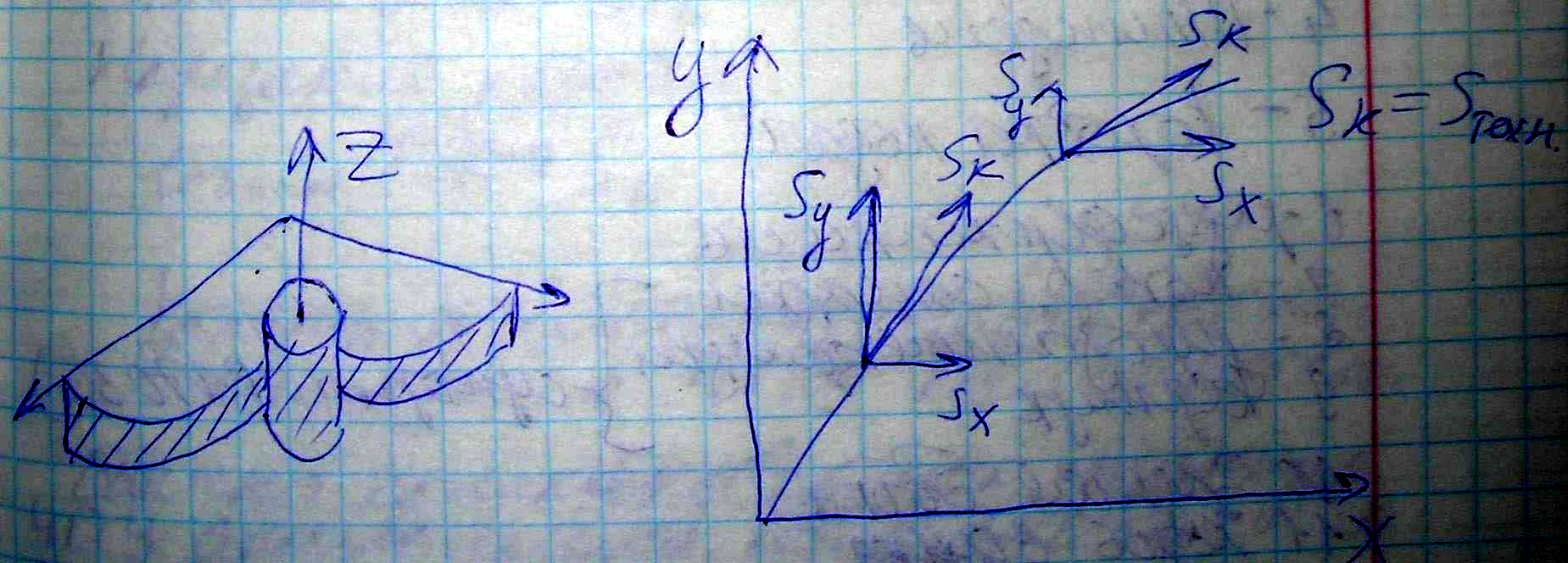
1. Позиционные – программируются точки или отрезки прямых совпадающие с осями координат.
2 Контурные