

Характеристика обладнання
Дане виробництво оснащено плосков’язальними машинами німецької фірми
« Stoll » для виробництва верхнього трикотажу.
Це машина з відтяжною гребінкою дозволяє виконувати автоматично заробіток та виготовляти перші екземпляри готових полуверів. Фірма «Stoll» розробила автомати спеціального класу марки CMS 330 TC. Зменшення затрат праці на трикотажне виробництво, більш висока продуктивність та різновид візерунків покладено в основу розробки цього класу автоматів.
Для експлуатації плосков’язальної машини фірми «Stoll» не потрібні приміщення з спеціальним мікрокліматом. Ця машина виконує штучне в’язання деталей за контуром, які не потребують додаткового підкрою.
На рис. 1 зображена плосков’язальна машина типу CMS 330
1 – бабіни;
2 – механізм контролю натягу та контролю надходження нитки;
3 – фрикційний фурнісер;
4 – нитконапрямлювач – компенсатор;
5 – нитко водій;
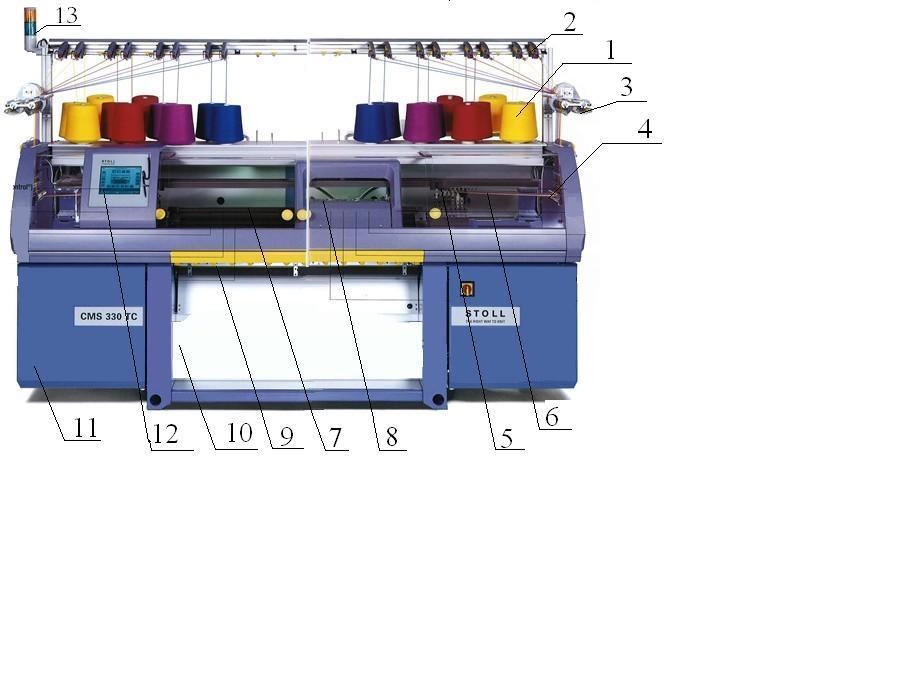
Рис.1 Загальний вид машини Stoll CMS 330 TC.
6 – направляючі;
7 – голичниця;
8 – каретка;
9 – відтяжний механізм;
10 – бокс для готової продукції;
11 – системний блок;
12 – комп’ютер;
13 – система індикаторів, сигнальна лампа.
Програмне забезпечення машини представлено у вигляді установки « Sirix », що представляє собою сукупність систем автоматизованого проектування та дизайну трикотажу.
Електронне управління індивідуальним відбором голок дозволяє створювати на машині всі відомі види переплетення ( головні, похідні та візерункові), а також « інтарсія та візерунок 3D ». Усувається холостий хід каретки, в результаті чого підвищується продуктивність машини.
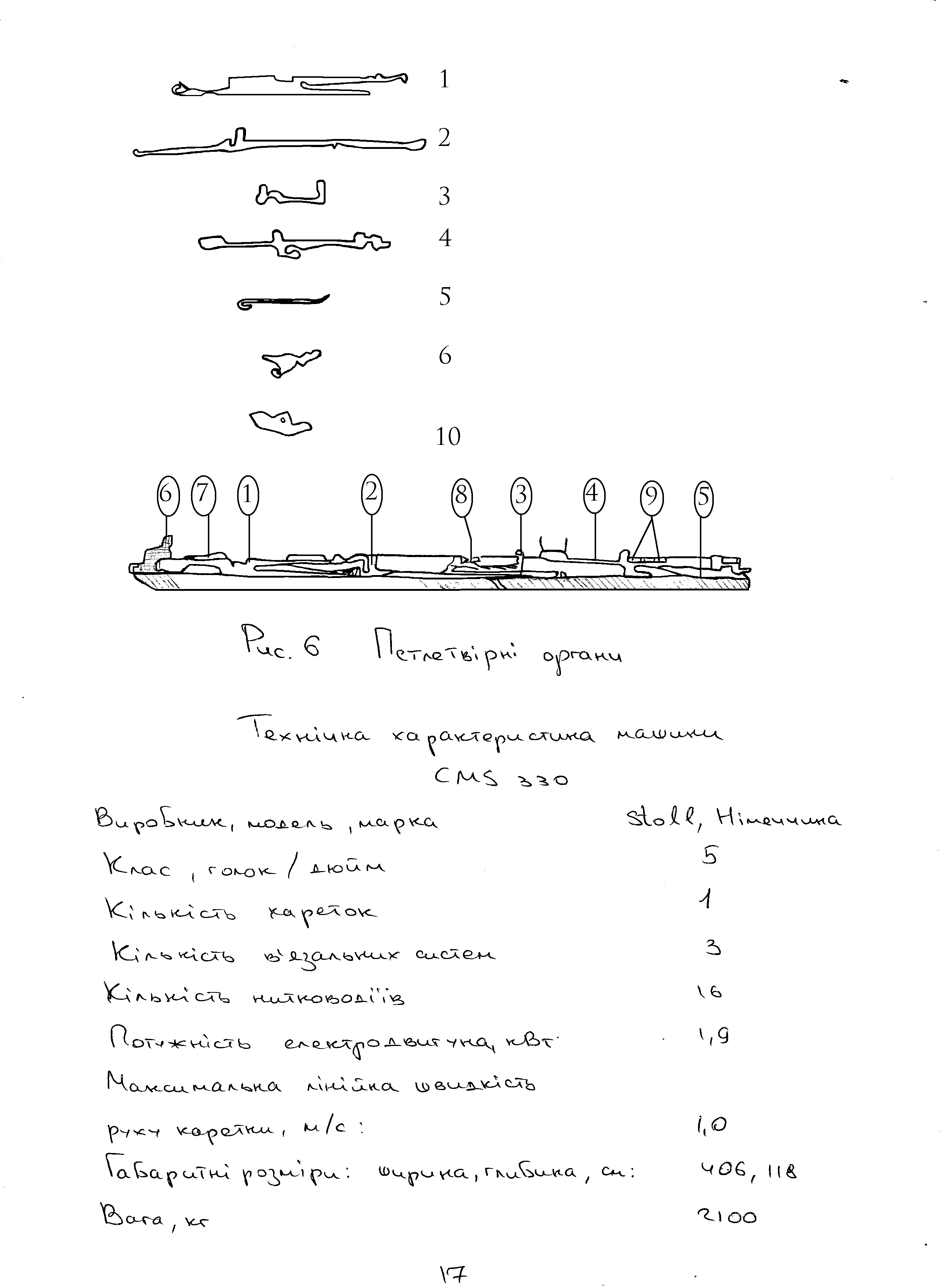
Механізм в’язання плосков’язальної машини складається з головного замка та петле твірних елементів:
-
язичкова голка 1,
-
під голковий штовхач 2,
-
візерунковий штовхач 3,
-
селектор відбору 4,
-
пружина селектору відбору 5,
-
платина 6,
-
фіксуюча лінійка 7, 8, 9,
-
 відбійний
зуб 10. ( рис. 6. ).
відбійний
зуб 10. ( рис. 6. ).
Рис. 2. Петлетвірні органи
Технічна характеристика машини CMS 330.
Виробник, модель, марка…………………………………………………….Stoll, Німеччина
Клас, голок/дюйм…………………………………………………………………….5
Кількість кареток……………………………………………………………………..1
Кількість в’язальних систем…………………………………………………………3
Кількість нитко водіїв………………………………………………………………..16
Потужність електродвигуна…………………………………………………………1,9
Максимально лінійна швидкість руху каретки, м/с………………………………..1,0
Габаритні розміри: ширина, глубина, см……………………………………………406, 118
Вага, кг…………………………………………………………………………………2100
Голичниці розташовані одна до одної під кутом 110. Направляюча дуга і механізм зміни нитководіїв утворюють каретку. В ній встановлені в’язальні замки, які складаються з клинів, що слугують для руху голок, робочого і візерункового штовхачів, а також селекторів відбору передньої та задньої голечниці.
Замкові системи незалежні. Розширити асортимент візерунків дозволяє наявність великої кількості нитко водіїв ( можливо до 32 ). Наявність електронного відбору голок дозволяє відбирати будь-яку голку на передній і задній голочниці для виконання будь-якої функції .
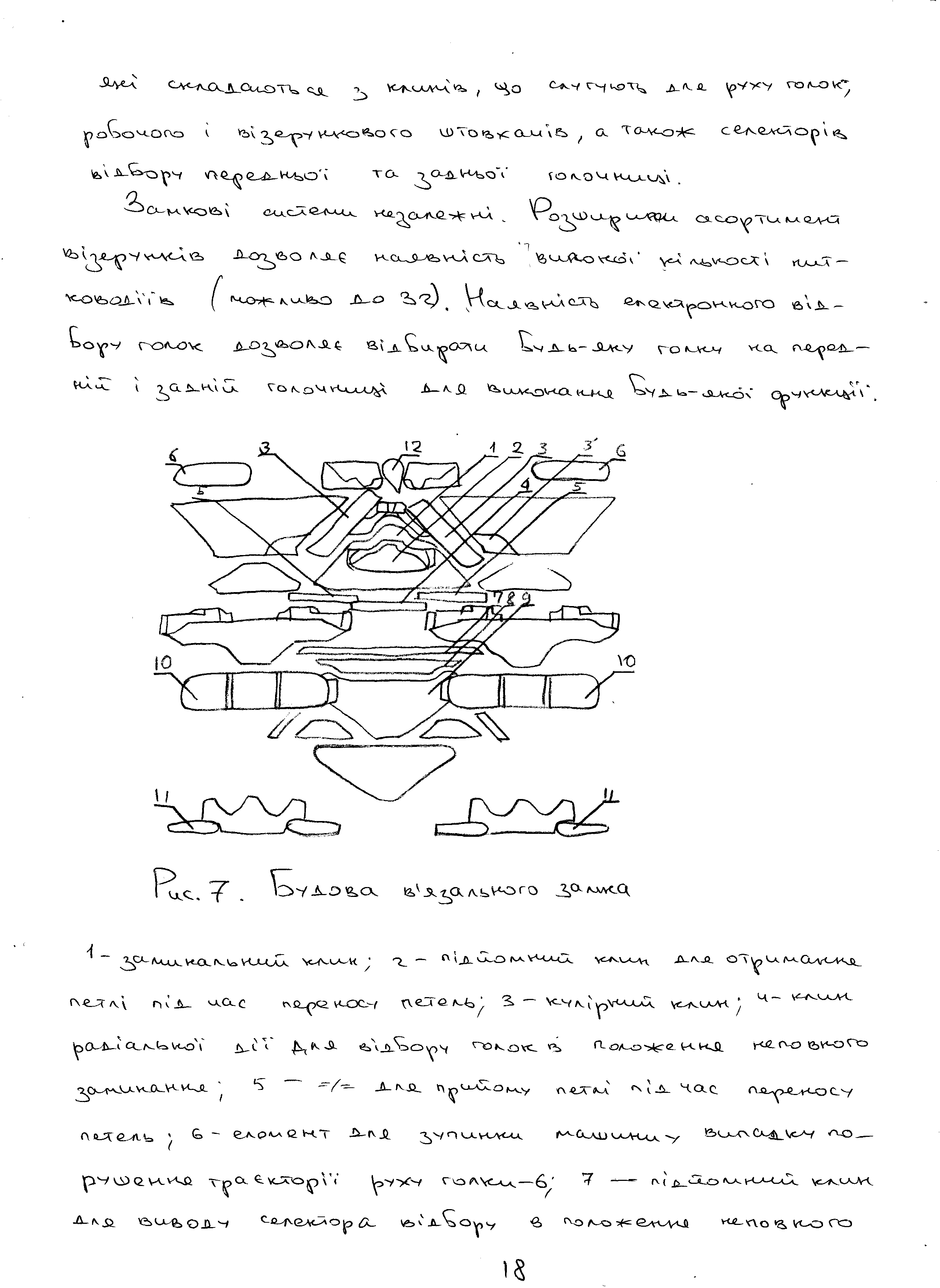
Рис. 3. Будова в’язального замка.
1 – замикальний клин; 2 – підйомний клин для отримання петлі під час переносу петель; 3 – кулірний клин; 4 – клин радіальної дії для відбору голок в положення неповного замикання; 5 - =/= для прийому петлі під час переносу петель; 6 – елемент для зупинки машини у випадку порушення траєкторії руху голки; 7 – підйомний клин для виводу селектора відбору в положення неповного замикання та прийому петлі під час переносу петель; 8 - - //- повного замикання; 9 – вивідний клин; 10 – електромагнітна система відбору; 11 – клин включення системи відбору в роботу; 12 – направляючий обмежувальний клин.
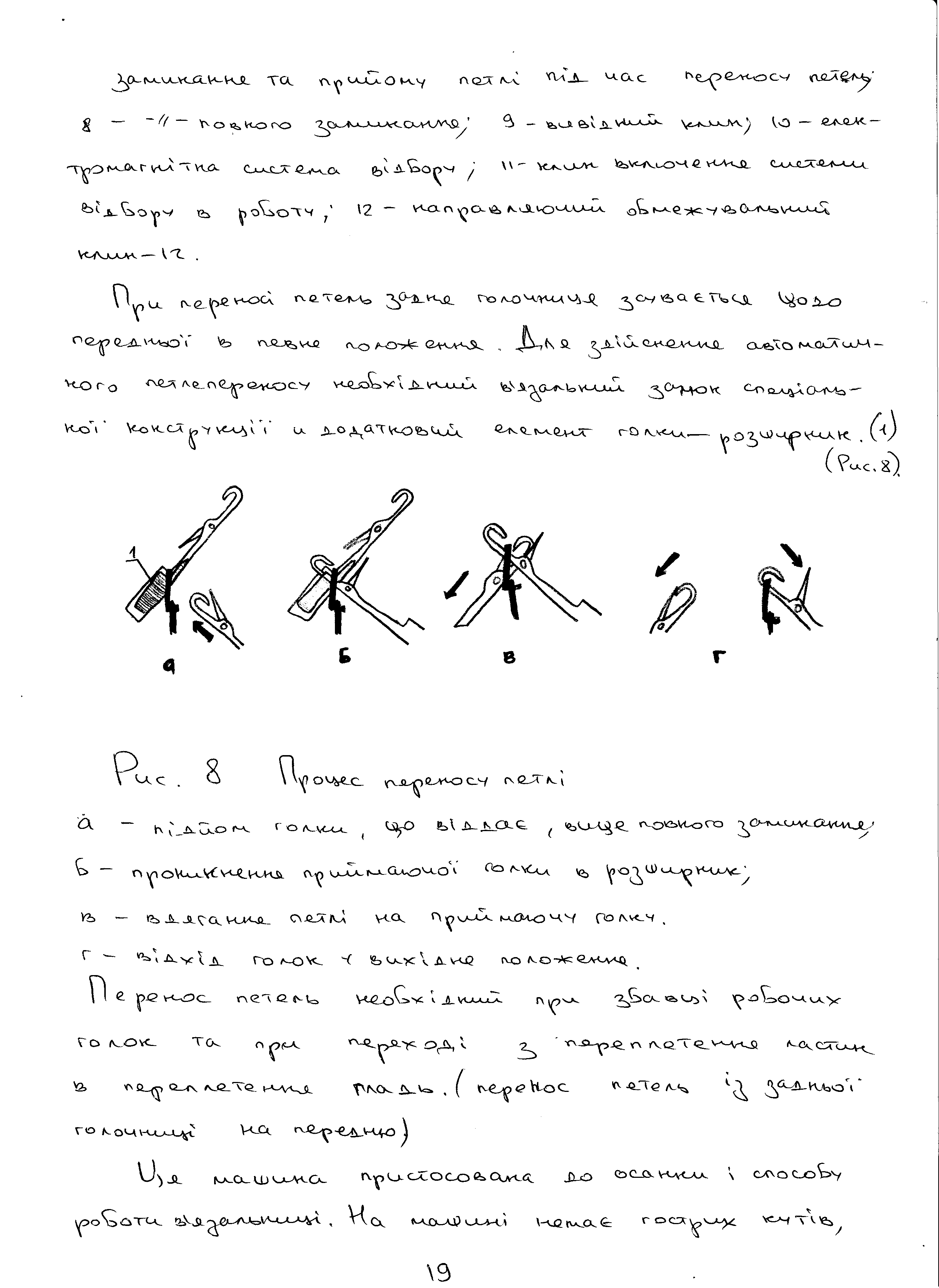
При переносі петель задня голочниця зсувається щодо передньої в певне положення. Для здійснення автоматичного петле переносу необхідний в’язальний замок спеціальної конструкції і додатковий елемент голки – розширник. (1) ( Рис. 4. ).
а б в г
Рис 4. Процес переносу петлі
а – підйом голок, що віддає, вище повного замикання;
б – проникнення приймаючої голки в розширник;
в – вдягання петлі на приймаючу голку;
г – відхід голок у вихідне положення.
Перенос петель необхідний при збавці робочих голок та при переході з переплетення ластик в переплетення гладь. ( перенос петель із задньої голочниці на передню).
Ця машина пристосована до осанки і способу роботи в’язальниці. На машині немає гострих кутів, через які б в’язальниця могла поратись. В’язальниця програмує на правильній висоті. Для цього управління рухається на відповідне місце.
Всі плосков’язальні машини цеху пов’язані з установкою «Сірікс» через спеціальний транслятор «Селан» напряму. Установка «Сірікс» може одночасно управляти роботою 128 в’язальних машин типу CMS за допомогою концентратора «Селан», який забезпечує комунікативний зв'язок з в’язальними машинами.