

-
В чём состоит подготовка компаунда к монтажу крышки со статором?
Компаунд горячего отверждения, применяемый для склеивания, готовят заблаговременно, но с учетом его склеивающей способности, которая сохраняется при комнатной температуре лишь
24 час.
Процесс приготовления компаунда следующий. Два компонента компаунда—смолу и малеиновый ангидрид—расплавляют в отдельных сосудах, причем малеиновый ангидрид расплавляют паром, а смолу вместе с наполнителем разогревают окисью алюминия в термо- стате до 120—140°С. После выдержки в течение 1 час при температуре 120—140° С смолу с наполнителем охлаждают до температуры 75—85°С, а затем вводят в нее расплавленный малеиновый ангидрид, непрерывно перемешивая массу до получения однородного компаунда.
Примечание. Пары малеинового ангидрида токсичны, поэтому компаунд следует приготовлять в вытяжном шкафу в резиновых перчатках.
Билет 5
-
Порядок выполнения контрольных операций при изготовления корпуса гиромотора.
-
Технология кожухов: назначение и способы его крепления к корпусу.
-
Порядок выполнения контрольных операций при изготовления корпуса гиромотора.
Проверка резьбы по точности выполняется обычными резьбовыми калибрами. Контроль перпендикулярности оси отверстия к торцу крышки осуществляется посредством оправки и угольника. С этой целью для каждого размера резьбы изготовляют комплект оправок, состоящий из трех штук. Оправка представляет собой шлифованный цилиндрический стержень, имеющий длину 50 мм и конусность, не превышающую 0,02 мм.
Контрольные резьбовые оправки изготовляют комплектно. Средний диаметр резьбовой части каждой оправки изготовляют из расчета равномерной разбивки поля допуска среднего диаметра резьбы нарезаемого отверстия на количество оправок, входящих в комплект.
Перед выполнением контрольной операции подбирают оправку так, чтобы она плотно(без качки) ввертывалась в проверяемое отверстие. Затем к цилиндрической части оправки прикладывают угольник и по щупу определяют зазор. Угол α, характеризующий неперпендикулярность, определяют по формуле
α= arctg (a/l )
где α —размер щупа; l— длина оправки (рис. 2.87).
Для контроля шероховатости резьбовой поверхности необходимо изготовлять детали — «свидетели». Эти детали изготовляют из той же партии материала, что и крышки. Резьбу в деталях—«свидетелях» нарезают при тех же условиях, что и в крышках,
т.е. одним инструментом при неизменности оборудования, режимов обработки, смазки. Далее детали—«свидетели» разрезают (или фрезеруют) по оси нарезанного резьбового отверстия. Шероховатость поверхности резьбы контролируют приборами или путем сравнения с эталонами.
 рис.2.87
схема проверки
рис.2.87
схема проверки
-
Технология кожухов: назначение и способы его крепления к корпусу.
Кожухи применяют для герметизации внутренней полости гиромотора. Их устанавливают в корпусе гиромотора и приваривают к нему на импульсной электроннолучевой сварочной машине. К кожухам приваривают стаканы для отвода тепла от опорных частей гиромотора и гермовводы, которые служат для передачи тока от штепсельного разъема к статору. В отдельных конструкциях кожухов монтируют медную трубку (штенгель), через которую откачивают воздух из внутренней полости гиромотора. Для удобства регулирования осевого люфта ротора гиромотора, один из кожухов изготовляют составным.
Рис.
2.96. Типы кожухов: а
—кожух со сферической поверхностью и
лункой;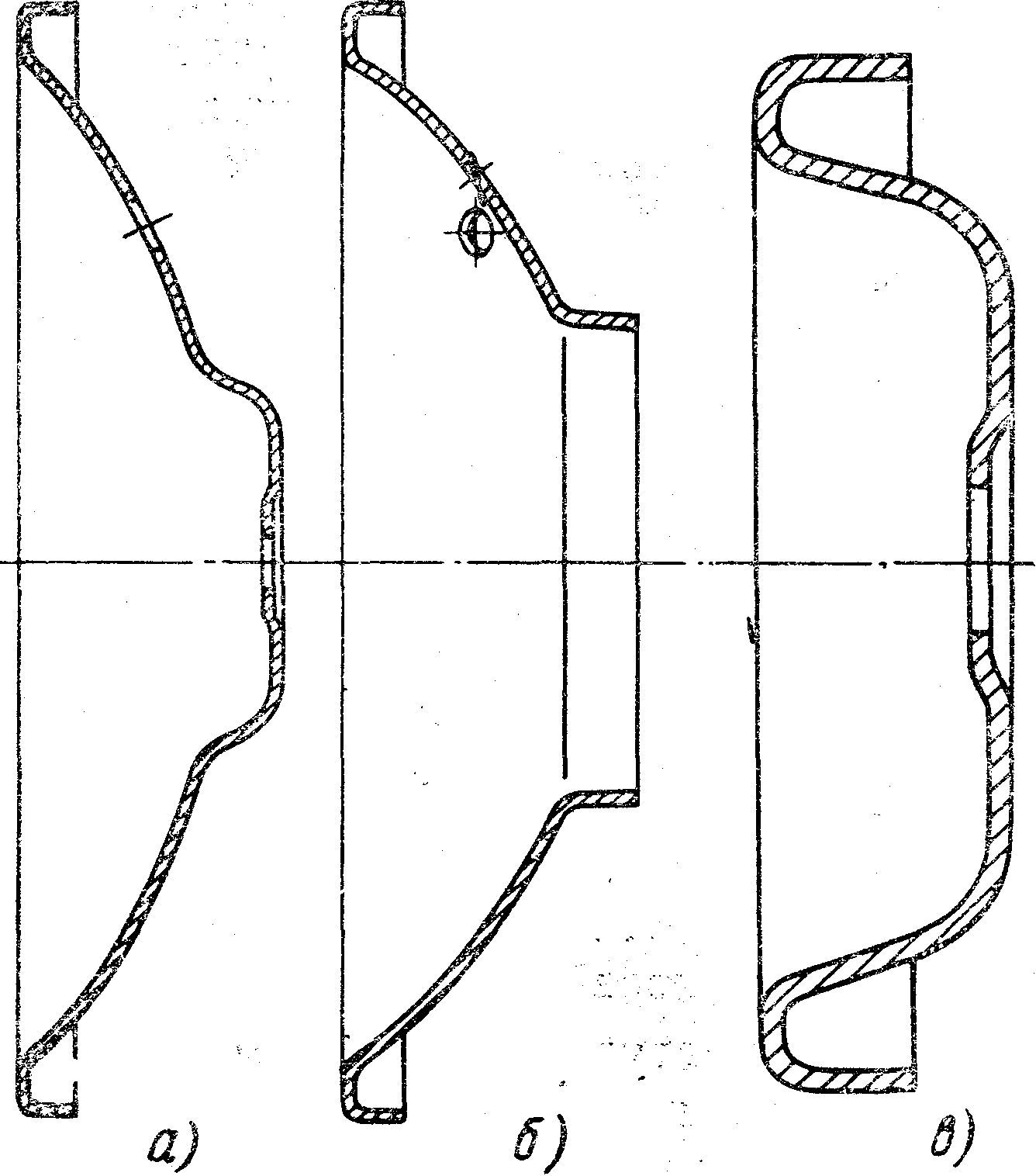
б — кожух с отбортовкой; в — кожух без сферической поверхности с лункой
Билет 6
-
В чём состоит проверка на герметичность корпуса гиромотора?
-
Материал кожуха и основные операции его изготовления.