

Министерство образования и науки РФ
Пермский Национальный Исследовательский Политехнический Университет
Кафедра «Сварочное производство и технология конструкционных материалов»
ОТЧЁТ
по лабораторной работе
на тему:
«Исследование работы твёрдой и мягкой прослойки»
Выполнил: студент гр. ТСП-06м
Проверил: доцент, к.т.н. Ю.М. Тыткин
Пермь, 2011
Цель работы
-
освоить технологию пайки;
-
исследовать влияние твёрдых и мягких прослоек на прочностные и пластические свойства паяного соединения.
Теоретическая часть
Существующие методы оценки свойств сварных соединений являются несовершенными. Расчеты основаны на предположении о равномерном распределении напряжений в опасном сечении шва, хотя фактически в соединениях имеется существенная концентрация напряжений не только в упругой, но и в пластической стадиях работы. Оценка свойств соединений по результатам стандартных механических испытаний образцов нередко дает совершенно неправильное представление о действительном уровне их свойств в конструкции.
Под механической неоднородностью сварных соединений будем понимать различие механических характеристик (прежде всего предела текучести) металлов различных его участков. Следует, вообще говоря, различать понятия" механическая характеристика металла данного участка соединения'' и "механическая характеристика данного участка соединения". Так, например, временное сопротивление металла шва, установленное испытанием вырезанного из шва образца, может существенно отличаться от временного сопротивлений самого шва, полученного при испытании соединения целиком.
Деформации участков, вступивших в пластическую работу (коэффициент поперечной деформации равен 0,5), сдерживаются соседними участками, металл которых, имея более высокий предел текучести, деформируется упруго с меньшим коэффициентом поперечной деформации.
Это приводит к возникновению сложного напряженного состояния, которое приобретает объемный характер и, в конечном счете, существенно влияет на прочность, запасы пластичности, энергоемкости соединений, место и характер их разрушения при испытании.
ИСТОЧНИКИ МЕХАНИЧЕСКОЙ НЕОДНОРОДНОСТИ. МЯГКИЕ И ТВЕРДЫЕ ПРОСЛОЙКИ В СВАРНЫХ СОЕДИНЕНИЯХ
Участки
соединений, в пределах которых механические
свойства металла примерно одинаковы,
практически располагаются в соединениях
в виде так называемых прослоек. Прослойки,
металл которых имеет предел текучести
![]() меньший,
чем у металла соседних участков, принято
называть мягкими прослойками. Наоборот,
у твердых прослоек металл имеет предел
текучести
меньший,
чем у металла соседних участков, принято
называть мягкими прослойками. Наоборот,
у твердых прослоек металл имеет предел
текучести
![]() больший,
чем у металлов соседних участков.
больший,
чем у металлов соседних участков.
В качестве мягкой прослойки может выступать либо сварной шов (например, при сварке титана, алюминиевых сплавов, некоторых сталей), либо диффузионная обезуглероженная прослойка в зоне сплавления, либо участок разупрочнения в зоне термического влияния (при сварке термически упрочненных или нагартованных материалов), либо спай в паяных соединениях и т.д.
Роль твердой прослойки может играть либо сам сварной шов, либо диффузионная науглероженная прослойка в зоне сплавления, либо участок повышенной твердости в зоне термического влияния и т.д.
О размерах и форме прослоек, т.е. о топографии механической неоднородности, обычно судят по результатам измерения твердости на макрошлифе соединения и изучения его макро- и микроструктуры. Существуют и расчетные методы, позволяющие приближенно оценить топографию механической неоднородности в зависимости от условий сварки.
РАБОТА СВАРНОГО СОЕДИНЕНИЯ ПРИ ПРОДОЛЬНОМ И ПОПЕРЕЧНОМ ЕГО РАСТЯЖЕНИИ. ПОНЯТИЕ О КОНТАКТНОМ УПРОЧНЕНИИ
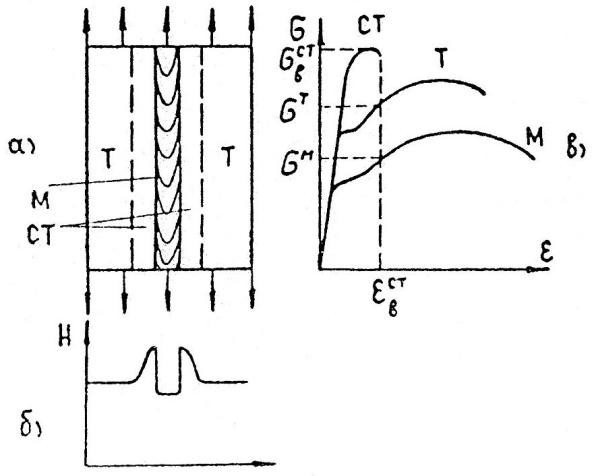
Рис. 1. а) Шов с действующими параллельно оси растягивающими силами; б) схема распределения твердости; в) диаграммы растяжения
Учитывая схему распределения твердости (рис. 1, б), можно условно принять, что соединение состоит из трех различных материалов: металла относительно '"мягкого" шва (М), металла подкаленных участков ЗТВ - зоны термического влияния - (СТ) и основного металла (Т). Здесь шов является мягкой прослойкой, а ЗТВ - твердой.
Иная ситуация складывается при поперечном деформировании такого же соединения (рис. 2).

Рис. 2. Шов с действующими перпендикулярно оси растягивающими силами
Здесь мягкая прослойка (шов) первой вступит в пластическую деформацию, развитию которой сразу же станут препятствовать соседние участки из более прочного металла, так как они продолжают работать упруго. Это сдерживание деформаций мягкой прослойки связано с тем, что коэффициент поперечной деформации при пластической работе материала, равный 0,5, заведомо превышает значение коэффициента поперечной деформации при упругой работе (коэффициент Пуассона). Коэффициент стали равен 0,25-0,33, меди 0,31-0,34, алюминия 0,32-0,36 и т. д.
В результате образование шейки в мягком металле произойдет позже, т. е. при большем уровне средних растягивающих напряжений, которое принято называть контактным упрочнением в знак того, что оно является результатом взаимодействия мягкого и твердого металлов по контактным поверхностям.
НАПРЯЖЕННОЕ СОСТОЯНИЕ И ПРОЧНОСТЬ
МЯГКОЙ ПРОСЛОЙКИ ПРИ ОДНООСНОМ ПОПЕРЕЧНОМ ЕЕ РАСТЯЖЕНИИ (СЖАТИИ)
Все многообразие элементов сварных конструкций, содержащих поперечную мягкую прослойку, можно свести к трем основным схемам: элементы компактного сечения, пластины и трубы (рис. 3 а, б, в). Рассмотрим только один нужный случай.

Рис. 3. Случай компактного сечения
Модель сварного соединения, представленная на рис. 3 а. Модель достаточно близка к ряду случаев: обезуглероженная прослойка или разупрочненный участок ЗТВ в стыковых, соединениях цилиндрических деталей после контактной стыковой свари или сварки трением, валы, сваренные встык мягким швом при электрошлаковой сварке и т. д.
При анализе работы соединения с помощью теорий упругости и пластичности были приняты следующие основные условия и допущения:
1. Соединение состоит только из двух металлов - металла мягкой прослойки М и основного металла Т, пределы текучести которых находятся в соотношении
![]() <<
<<![]()
2. Упругие свойства (модули продольной упругости и коэффициенты Пуассона) обоих металлов одинаковы, т.е.
![]() ,
,
![]()
3. Материалы М и Т являются идеально упруго-пластическими (рис. 4).
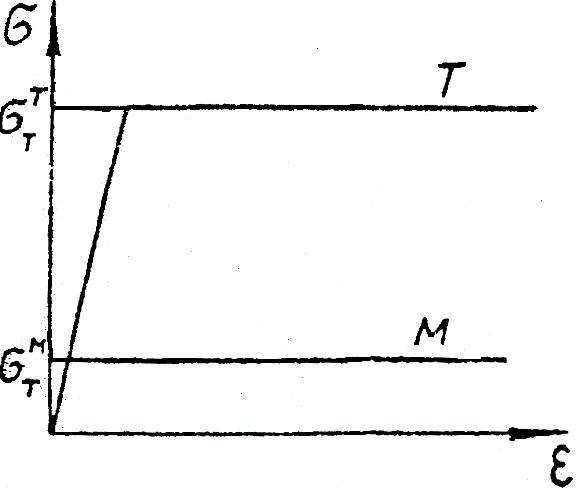
Рис. 4. Материалы М и Т
4.
Прослойка тонка, т.е. h<<d
(рис.
3а). Были использованы цилиндрическая
система координат φ
, r,
z
и безразмерные параметры
![]() и æ=h/d.
и æ=h/d.
При
нагружении соединения, пока средние
напряжения
![]() не достигли значения
не достигли значения
![]() ,
прослойка и основной металл работают
упруго и находятся в однородном линейном
напряженном состояния. Деформации в
прослойке и основном металле одинаковы.
,
прослойка и основной металл работают
упруго и находятся в однородном линейном
напряженном состояния. Деформации в
прослойке и основном металле одинаковы.
Когда
P достигнет уровня
![]() ,
прослойка сразу и целиком перейдет в
пластическое состояние. В результате
сдерживания ее деформации соседним,
работающим упруго металлом на контактных
плоскостях
возникают и с ростом нагрузки увеличиваются
касательные напряжения
,
прослойка сразу и целиком перейдет в
пластическое состояние. В результате
сдерживания ее деформации соседним,
работающим упруго металлом на контактных
плоскостях
возникают и с ростом нагрузки увеличиваются
касательные напряжения
![]() :
:
 ζ/æ
ζ/æ
Где
![]() - предел текучести металла мягкой
прослойки при чистом сдвиге, с -
произвольный параметр.
- предел текучести металла мягкой
прослойки при чистом сдвиге, с -
произвольный параметр.
С
ростом нагрузки (параметра с) касательные
напряжения на контактной поверхности
также растут. В пределе (с = ∞) величина
![]() достигнет уровня
достигнет уровня
![]() на всей контактной поверхности, а усилие
P достигнет наибольшего значения.
Дальнейшее деформирование прослойки
приведет к ее "проскальзыванию"
по контактным поверхностям, сопровождаемому
уменьшением ее поперечных размеров, и
падению усилия P.
на всей контактной поверхности, а усилие
P достигнет наибольшего значения.
Дальнейшее деформирование прослойки
приведет к ее "проскальзыванию"
по контактным поверхностям, сопровождаемому
уменьшением ее поперечных размеров, и
падению усилия P.
Итак,
при с
-
∞
достигается
предельно вязкое состояние. Именно с
этого момента в прослойке начинают
развиваться пластические деформации.
Значение средних напряжений P,
отвечающее предельному состоянию, может
рассматриваться как предел текучести
прослойки
![]() и
(поскольку материал прослойки идеально
упруго-пластический) одновременно как
ее временное сопротивление
и
(поскольку материал прослойки идеально
упруго-пластический) одновременно как
ее временное сопротивление
![]() .
.
Нормальные
напряжения в прослойке распределяются
весьма неравномерно. Эта неравномерность
с ростом нагрузки увеличивается.
Наибольшие нормальные напряжения
![]() и
наиболее жесткое напряженное состояние
складываются в центральной части
прослойки.
и
наиболее жесткое напряженное состояние
складываются в центральной части
прослойки.
При параметре с - ∞ предельное значение средних напряжений:
![]() æ)
æ)
Эти
напряжения выражают предел текучести
![]() прослойки,
работающей в составе сварного соединения,
и одновременно, поскольку материал
прослойки идеально упруго-пластический
(т.е.
прослойки,
работающей в составе сварного соединения,
и одновременно, поскольку материал
прослойки идеально упруго-пластический
(т.е.
![]() =
=![]() ),
ее временное сопротивление
),
ее временное сопротивление
![]() .
.
С
уменьшением æ растут ее предел текучести
и временное сопротивление, что и является
проявлением эффекта контактного
упрочнения. Множитель при
![]() принято называть коэффициентом
контактного упрочнения Кæ:
принято называть коэффициентом
контактного упрочнения Кæ:
Кæ=![]() æ
æ![]() æ
æ
Многочисленные
эксперименты ряда исследователей
показали, что значение Кæ
вполне
отвечает случаю, когда величина ее не
является малой, а физическое упрочнение
материала прослойки может быть учтено
подстановкой в формулу
![]() вместо
вместо
![]() величины
величины
![]() .
.
Следует, однако, сказать, что не всегда контактное упрочнение может быть реализовано в полной мере. Это обстоятельство учитывается с помощью коэффициента реализации контактного упрочнения Кæ ≤ 1.
Итак, прочностные характеристики прослойки могут быть подсчитаны с помощью следующих формул:
![]() =
=![]() КæKp
КæKp
![]() =
=![]() КæKp
КæKp
ОБЛАСТЬ СУЩЕСТВОВАНИЯ КОНТАКТНОГО УПРОЧНЕНИЯ. КРИТИЧЕСКИЕ ЗНАЧЕНИЯ æ
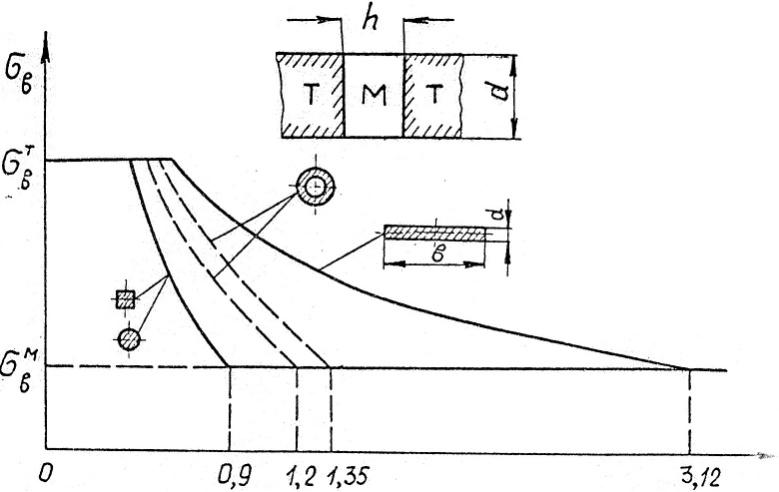
Рис. 5. Зависимость вязкой прочности соединения с мягкой прослойкой от ее относительной толщины.
На рис. 5 показана зависимость вязкой прочности соединения с мягкой прослойкой от ее относительной толщины для элементов с различной степенью компактности сечения.
Для
прослоек компактного сечения: æ![]() .
.
Поскольку
временное сопротивление сварного
стыкового соединения с мягкой прослойкой
![]() не может превышать прочности основного
металла
не может превышать прочности основного
металла
![]() можно из условия
можно из условия
![]() =
=![]() Кæ=
Кæ=![]()
Значение
æ=æв,
при котором с уменьшением æ достигается
равнопрочность прослойки и основного
металла. Отношение
![]() /
/![]() =Kв
будем
называть коэффициентом механической
неоднородности первого рода (по
прочности). Тогда получим:
=Kв
будем
называть коэффициентом механической
неоднородности первого рода (по
прочности). Тогда получим:
æ![]()
Аналогична той, что представлена на рис. 5 для прочности, могут быть построены зависимости и для изменения предела текучести прослойки, работающей в составе сварного соединения.
Так как предел текучести мягкой прослойки, вообще говоря, не может превысить за счет ее контактного упрочнения предел текучести основного металла.
æ![]()
В
дальнейшем нам для анализа поведения
мягкой прослойки потребуется знание
еще одного критического значения æ =
æвт
при котором, с уменьшением æ, временное
сопротивление контактно-упрочненной
прослойки, достигает уровня предела
текучести твердого металла
![]() .
С этого критического значения æвт
начнется пластическая работа основного
металла.
.
С этого критического значения æвт
начнется пластическая работа основного
металла.
æ![]()
С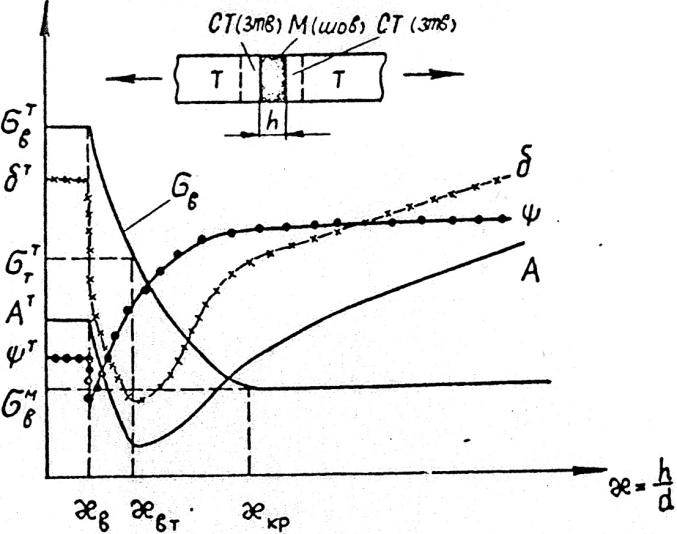
Рис. 6. Критические значения æ (кроме æт)
ВЛИЯНИЕ СТЕПЕНИ КОМПАКТНОСТИ СЕЧЕНИЯ НА КОНТАКТНОЕ УПРОЧНЕНИЕ
Степень
компактности прямоугольного сечения
может быть оценена отношением длины
его сторон
![]() ,
где b
- большая и a
- меньшая сторона. Чем это отношение
больше, тем меньше компактность сечения.
,
где b
- большая и a
- меньшая сторона. Чем это отношение
больше, тем меньше компактность сечения.
Обозначим известные нам коэффициенты контактного упрочнения для компактного прямоугольного сечения (квадрата) символом Кæкс и для пластины символом Кæпл. Практически пластиной можно считать элементы, для которых β ≥ 5 (рис. 7). На рис. 7 пунктирные кривые изображают полученные из опытов значения Кæ в зависимости от β сечения.
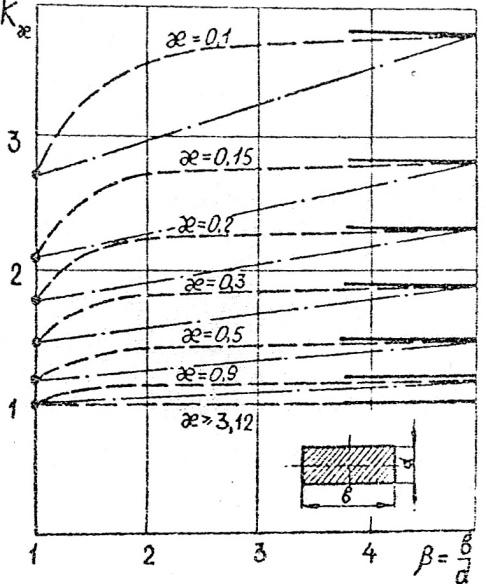
Рис. 7. Зависимость Кæ от β
ЭФФЕКТ СМЯГЧЕНИЯ И КОЭФФИЦИЕНТ
РЕАЛИЗАЦИИ КОНТАКТНОГО УПРОЧНЕНИЯ
Как
уже отмечалось, при растяжении соединения
в пластической стадии работы в мягкой
прослойке развивается жесткое объемное
напряженное состояние трехосного
растяжения. Иная ситуация имеет место
в приконтактных участках твердого
металла, где касательные напряжения из
контактной поверхности имеют
противоположное направление. В силу
чего две компоненты нормальных напряжений
являются сжимающими (![]() =
=![]() <0).
<0).
Такое
напряженное состояние является более
мягким, чем одноосное растяжение. Условие
пластичности удовлетворяется при
средних растягивающих напряжениях
![]() ,
заведомо меньших предела текучести
твердого металла, т.е. последний как бы
разупрочняется. Это явление может быть
названо эффектом смягчения твердого
металла,
или "эффектом смягчения".
,
заведомо меньших предела текучести
твердого металла, т.е. последний как бы
разупрочняется. Это явление может быть
названо эффектом смягчения твердого
металла,
или "эффектом смягчения".