

Міністерство освіти і науки україни харківський національний економічний університет
Методичні рекомендації до
індивідуально-дослідної роботи з курсу «Системи технологій» для студентів спеціальностей 8.050201, 8.000007, 8.050208, 8.050108, 8.050109 усіх форм навчання
Харків, хнеу, 2005
Затверджено на засіданні кафедри техніки і технології.
Протокол № 8 від 30.04.2004 р.
Методичні рекомендації до індивідуально-дослідної роботи з курсу "Системи технологій" для студентів спеціальностей 8.050201, 8.000007, 8.050208, 8.050108 усіх форм навчання / Укл. П. Д. Дудко, А. Г. Крюк, С. О. Дитиненко, Ю. О. Плєснєцов. – Харків: Вид. ХНЕУ, 2005. – 44 с. (Укр. мов.)
Розглянуто основні моменти, що допоможуть студентові при виконанні самостійної роботи з курсу.
Рекомендовано для студентів економічних спеціальностей.
ВСТУП
В умовах ринкових відносин технічна підготовка студентів економічних спеціальностей займає особливе місце серед дисциплін, що читаються, у процесі їхнього навчання. Сучасне виробництво потребує від фахівців економічних спеціальностей не тільки фундаментальних знань з економіки, але і знання основ техніки і технології.
Сучасний економіст повинен активно брати участь в організації виробництва, у тому числі і у створенні нових і удосконаленні існуючих технологічних процесів.
Курс "Системи технологій", що читається кафедрою техніки і технології і спрямований на досягнення цих цілей.
Виконуючи самостійну роботу з цього курсу, студенти закріплюють свої теоретичні знання і набувають практичні навички стосовно розробки технологічних процесів. При цьому вони використовують і економічні знання при виборі оптимальних операцій процесу.
I. Загальні положення по розробці технологічних процесів листового штампування
-
Операції листового штампування
Під технологічним процесом (ДСТ 3.1109-88) розуміють частину виробничого процесу, що містить дії по зміні і наступному визначенні стану предмета виробництва. Обробка тиском – частина технологічного процесу (за методом виконання), що полягає в пластичному деформуванні або поділі матеріалу заготовки без утворення стружки.
Листове штампування – один з видів обробки тиском. Воно здійснюється за допомогою штампа і, як правило, застосовується для виготовлення деталей (виробів), у яких товщина матеріалу незрівнянно мала в порівнянні з їхніми габаритними розмірами (лист, кутовий прокат і т. п.). У технологічній документації і практиці листового штампування застосовуються два споріднені терміни: «штампувальна операція» і «технологічна операція». Термін «штампувальна операція» відображає сутність виконуваного процесу обробки тиском. Термін «технологічна операція» відображає закінчену частину технологічного процесу, виконувану на одному робочому місці.
Листове штампування включає дві групи штампувальних операцій (ДСТ 18970-88): розділові (рис. 1) і формозмінні (рис. 2). Розділова операція – обробка тиском, у результаті якої одна частина заготовки відокремлюється від іншої за заданим контуром. Формозмінна операція – обробка тиском, у результаті якої заготовці шляхом пластичної деформації матеріалу надається задана форма.
До розділових відносяться штампувальні операції, в основі яких лежить процес зрушення матеріалу: відрізка (рис. 1, а) – повне відділення частини заготовки по незамкнутому контуру; розрізка (рис 1, б) – поділ заготовки на частини по незамкнутому контуру; вирубка (рис. 1, в) – повне відділення заготовки або деталі від листової заготовки або профільного матеріалу по замкнутому контуру; пробивання (рис. 1, г) – утворення в заготовки наскрізних отворів і пазів із видаленням матеріалу у відхід; обрізка (рис. 1, д) – видділення припусків; нарізка (рис. 1, е) – неповне відділення частини заготовки; зачищення (рис. 1, ж) – видалення припусків шляхом зняття стружки для одержання підвищених класів шорсткості поверхні і точності деталі. Крім перерахованих, до розділових відноситься також операція «проколка», хоча вона і містить елементи формозміни матеріалу. Проколка (рис. 1, з) – утворення наскрізних отворів у листовій заготовки без видалення матеріалу у відхід.
До формозмінних відносяться наступні основні операції: гнуття (рис. 2, а) – утворення або зміна кутів між частинами заготовки або додання їй криволінійної форми; скручування (рис. 2, б) – поворот частини заготовки навколо подовжньої осі; закачування (рис. 2, в) – утворення закруглених бортів на краях плоскої або порожньої заготовки; витяжка (рис. 2, г) – утворення порожнинної заготовки або деталі з плоскої або порожньої листової заготовки; витяжка з утонченням (рис. 2, д) – витяжка з заданим утонченням стінок; відбортовка (рис. 2, е) – утворення борту по внутрішньому або зовнішньому контуру листової заготовки; роздача (рис. 2, ж) – збільшення периметра поперечного розрізу порожнинної заготовки; обтиск (рис. 2, з) – зменшення периметра поперечного розрізу заготовки; рельєфне формування (рис. 2, і) – утворення рельєфу в листовій заготовці її місцевим деформуванням; рельєфне карбування (рис. 2, к) – утворення рельєфних зображень на матеріалі; керновка (рис. 2, л) – рельєфне карбування крапкових поглиблень; виправлення (рис. 2, м) – усунення перекручувань форми заготовки шляхом пластичного деформування.
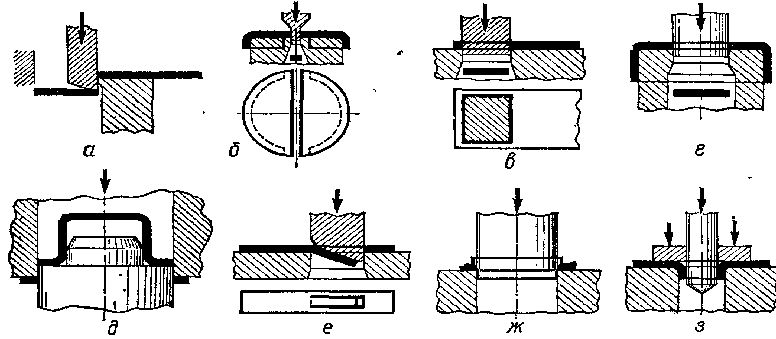
Рис.1. Розділові операції листового штампування

Рис. 2. Формозмінні операції листового штампування
Закінчена частина технологічної операції, що характеризується сталістю застосовуваного інструменту і поверхонь, що одержані після обробки, називається технологічним переходом. Стосовно до листового штампування змістом переходу є одна штампувальна операція. Оскільки в штампі може виконуватися кілька штампувальних операцій, здійснюваних послідовно або одночасно, у тому чи іншому випадках одна технологічна операція поєднує (за часом і за змістом) кілька штампувальних операцій – переходів. При виконанні в штампі однієї штампувальної операції технологічна операція включає одну штампувальну операцію – перехід, збігаючись із нею за часом і змістом.
У
результаті виконання штампувальних
операцій у заготовках![]() утворяться різні штамповані елементи,
сполучення яких забезпечує одержання
заданих деталей. У практиці листового
штампування найбільш часто використовують
наступні штамповані елементи: внутрішній
прямий кут; прямолінійна фаска; внутрішній
прямокутний паз; круглий отвір; прямокутний
або фігурний, близький до прямокутного,
отвір; дуга 180о;
дуга 90о;
згин; нормальна, кутова, тарілчата або
глуха відбортовка; випуклий або вігнутий
борт; рифт й ін.
утворяться різні штамповані елементи,
сполучення яких забезпечує одержання
заданих деталей. У практиці листового
штампування найбільш часто використовують
наступні штамповані елементи: внутрішній
прямий кут; прямолінійна фаска; внутрішній
прямокутний паз; круглий отвір; прямокутний
або фігурний, близький до прямокутного,
отвір; дуга 180о;
дуга 90о;
згин; нормальна, кутова, тарілчата або
глуха відбортовка; випуклий або вігнутий
борт; рифт й ін.
Параметри перерахованих штампованих елементів, що забезпечують їхню технологічність, установлену відповідними ДСТ і іншими галузевими нормативними матеріалами (наприклад, ДСТ 17040-80, ДСТ 23292-78…ДСТ 23301-78). Дотримання конструкторами виробу зазначених параметрів забезпечує уніфікацію елементів деталей і можливість застосування універсального оснащення.