

Цикл чистовой обработки g70
Цикл предназначен для чистовой обработки поверхностей за один проход.
G70 Цикл чистовой обработки
P Номер начального кадра описания контура.
Q Номер конечного кадра описания контура.
Ц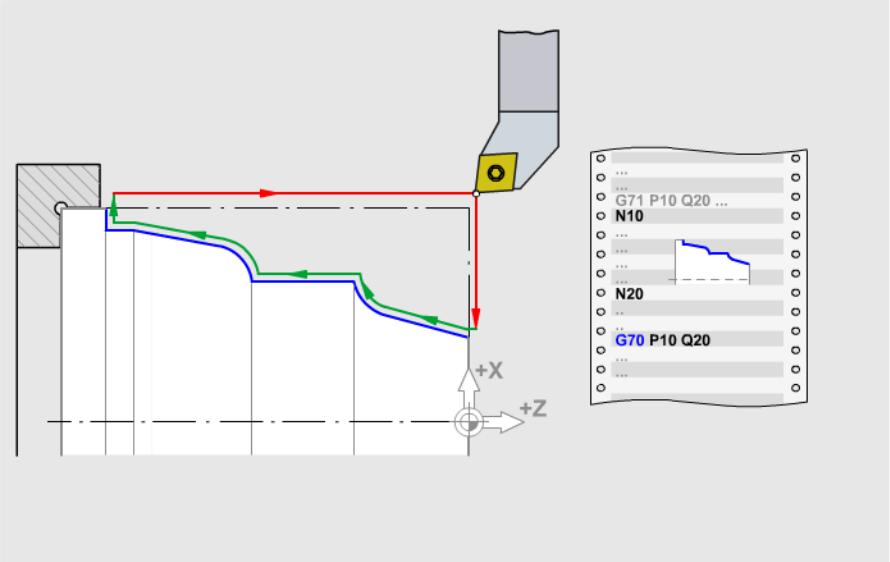 икл
вызывает последовательность кадров
между:
икл
вызывает последовательность кадров
между:
P (начальный номер кадра)
Q (конечный номер кадра)
Далее контур обрабатывается за один проход. По окончанию выполнения цикла инструмент возвращается в начальную точку (точку, заданную в УП до цикла).
Пример применения циклов g71 и g70 .

G54 |
Смещение нуля детали по G54 |
|
G50 S3200 |
Ограничение максимальной частоты вращения 3200 об/мин |
|
G28 |
Выход в ноль станка, на быстром ходу, сначала по оси +X затем по оси +Z . |
|
T101 |
Установка инструмента №1, включение корректора №01 |
|
G96 S200 M4 |
Постоянство скорости резания, 200 м/мин, вращение от оператора. |
|
G0 X84. Z0 M8 |
Поход к торцу детали, включение СОЖ. |
|
G1 X-1.6 F0.2 |
Подрезка торца, подача 0,2 мм/об |
|
G1 Z1. |
Отвод инструмента от торца детали. |
|
G0 X80. |
Перемещение на быстром ходу на диаметр заготовки. |
|
G71 P10 Q15 D2.5 U0.5 W0.2 F0.3 |
Многопроходный черновой цикл. |
|
Описание контура детали с кадра №10 (P10) по кадр №15(Q15). D глубина резания за проход 2.5 мм на радиус, Припуск чистовой обработки: U0.5 по оси X отступить от конечного контура на 0.5мм в направлении «плюс», W0.2 по оси Z отступить от конечного контура на 0.2мм в направлении «плюс». F Подача для черновых проходов 0,3мм/об В данном случае P и Q не являются порядковыми номерами кадров, а лишь условными метками, по которым идёт поиск контура для обработки. |
||
N10 G0 X37. |
Метка начала контура. Подвод в точку начала обработки фаски 1,5*450. |
|
G1 Z0 F0.15 |
Подвод к торцу детали, подача чистового прохода 0,15мм/об. |
|
G1 X40. Z-1.5 |
Обработка фаски 1,5х450 |
|
G1 Z-36. |
Обточка 40мм до начала радиуса R4. |
|
G2 X48. Z-40. R4. |
Обработка R4 по часовой стрелке. |
|
G1 X66. |
Выход в начальную точку обработки фаски 2х450 |
|
G1 X70. W-2. |
Обработка фаски 2х450 . |
|
G1 Z-80. |
Обработка 70мм. |
|
G1 X80. W-2.89 |
Обработка конуса. Координаты X описания детали не должны превышать положение инструмента перед циклом. Исключение составляет блок Q. |
|
N15 G0 X82. |
-Конец описания контура детали для G71. -Отвод инструмента по окончании обработки, После окончания обработки инструмент возвращается в точку заданную до начала цикла (X80. Z1.). |
|
G28 |
Выход в ноль станка на быстром ходу, сначала по оси +X, затем по оси +Z . |
|
T303 |
Установка инструмента №3, включение корректора №03(чистовой резец). |
|
G96 S240 M4 |
Постоянство скорости резания, 240 м/мин, вращение от оператора. |
|
G0 X80. Z1. M8 |
Подвод в начальную точку обработки. |
|
Внимание!!! При подводе инструмент к заготовке, перед циклом G70 обязательно выведите резец на максимальный диаметр, который будет обрабатываться по циклу, иначе, при возврате в начальную точку обработки может произойти столкновение. После цикла инструмент возвращается в начальную точку на быстром ходу одновременно по двум координатам. |
||
G70 P10 Q15 |
Чистовая обработка контура между метками №10(P10) и №15(Q15) |
|
G28 |
Выход в ноль станка на быстром ходу, по +X, затем по +Z. |
|
M30 |
Конец программы с выключением оборотов и СОЖ, возврат курсора в начало программы. |
|
Черновая обработка Чистовая обработка
G71 P10 Q15 D2.5 U0.5 W0.2 F0.3 G70 P10 Q15