

Многопроходный цикл черновой обработки g72
Цикл предназначен для чернового поперечного точения с автоматическим разделением на проходы
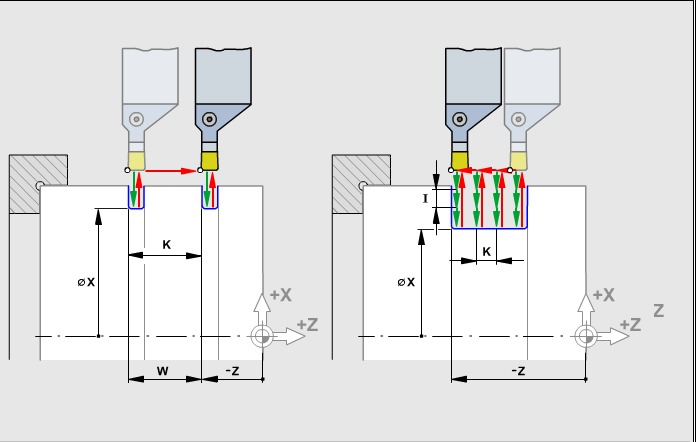
G72 Поперечный многопроходный цикл.
P номер начального кадра описания контура.
Q номер конечного кадра описания контура.
D Глубина резания на проход.
U припуска по X под чистовую обработку, на диаметр (с учётом знака).
W припуска по Z под чистовую обработку (с учётом знака).
I величина и направление припуска (с учётом знака) последнего чернового прохода по X, на радиус.
K величина и направление припуска (с учётом знака) последнего чернового прохода по Z.
F Величина подачи черновых проходов .
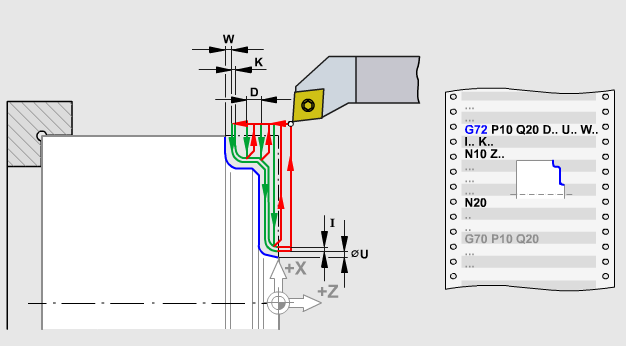
Многопроходный цикл поперечного точения G72
Работа цикла G72 аналогична работе многопроходного продольного цикла, за исключением того, что снятие припуска осуществляется движением по оси Z (торцовкой).
Чистовую обработку после цикла G72 можно провести, применив цикл G70
Цикл глубокого сверления g83
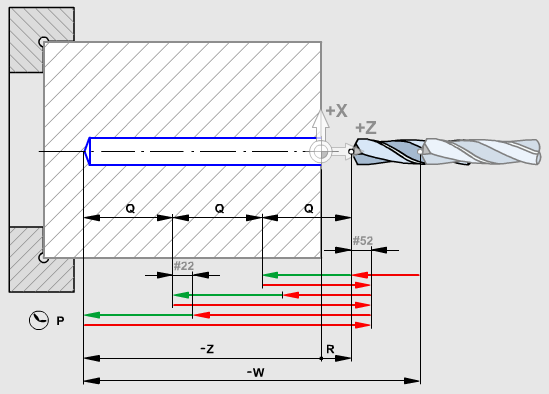
Работа по циклу заключается в том, что сверло периодически выводится из отверстия для удаления стружки.
G83 цикл глубокого сверления.
Z (W) Координата дна отверстия
R Координата точки по оси Z, с которой будет начата работа по циклу. Если R не заданно, обработка начнётся с той точки, где в данный момент находится инструмент.
Q глубина сверления за проход
F величина рабочей подачи
P выдержка времени на дне отверстия в секундах
L количество повторов цикла сверления
Циклы G81-G89 являются модальным.
Отменить активный стандартный цикл можно командой G80(отмена стандартного цикла) либо кадром с G –кодом: G0, G1.
Внимание!!!
При активном стандартном цикле, задание любого адреса перемещения осей без G кода, например, X80.приведет к перемещению в эту точку на быстром ходу с автоматическим повтором перемещений по активному циклу (если заданно количество повторов L).
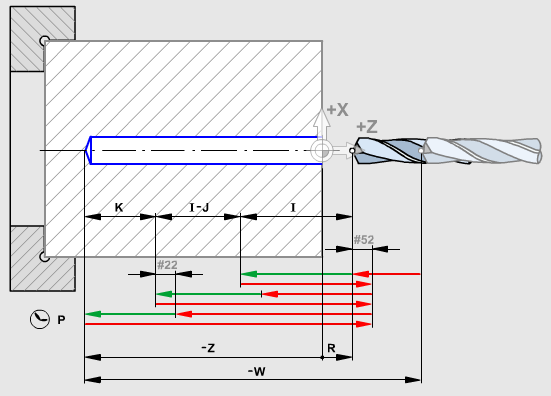
Кроме того, можно задать отработку цикла с постоянно уменьшающейся глубиной сверления (дегрессией).
G83 цикл глубокого сверления с дегрессией.
Z(W) Координата дна отверстия
R Координата точки по оси Z, с которой будет начата работа по циклу.
I Глубина сверления первого прохода
J Величина уменьшения глубины резания на каждый последующий проход
K Минимальная глубина сверления
F величина рабочей подачи
P выдержка времени на дне отверстия (в секундах)
Вызов местной подпрограммы м97
Ч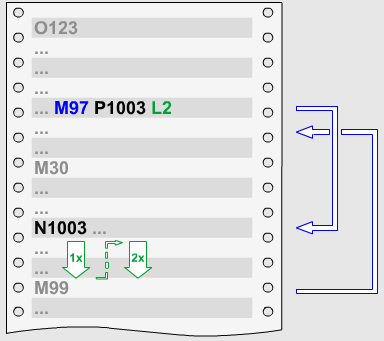 асто
повторяющиеся типовые поверхности
удобно оформлять в виде подпрограмм.
асто
повторяющиеся типовые поверхности
удобно оформлять в виде подпрограмм.
М97 вызов подпрограммы
P номер строки с которого начинается подпрограмм
L Количество повторов отработки подпрограммы
Последовательность кадров подпрограммы должна быть расположена после команды М30 в основной программе и обязательно, содержать номер в первой своей строке. В последнем кадре подпрограммы должна содержаться команда М99 (возврат из подпрограммы)
После отработки подпрограммы управление передается на кадр, следующий за командой обращения к подпрограмме.
G75 Цикл нарезания наружных или внутренних канавок
G75 Цикл нарезания наружных или внутренних канавок
X(U) Координата дна канавки по оси Х, диаметр.
Z(W) Конечная точка канавки по оси Z.
K Величина смещения инструмента по Z на каждый проход.
F Рабочая подача.
I Длинна прохода до ломки стружки по оси Х в цикле (на радиус).
Если в G75 записан Z(W), и заданный в цикле Z не соответствует текущей координате, выполняются, по крайней мере, два прохода прорезки канавки. Один, в текущем положении, а другой, в указанной координате Z. По окончанию цикла резец остаётся в конечной точке обработки канавки по оси Z.
Код К устанавливает смещение по оси Z между проходами по прорезке канавки. Если величина К меньше ширины резца, получится одна широкая канавка, если К больше ширины резца, получится несколько отдельных равноудаленных канавок.
Если ширина канавки не делится без остатка на К, последним проходом снимается немерный остаток припуска
Обратите внимание, что величина отскока для дробления стружки устанавливается Настройкой 22.