

Вопрос 18 Принцип построения обучаемой телевизионной системы для автоматизации контроля заготовок микросхем.
Одним из наиболее сложных для автоматизации звеньев в цепи технологического процесса производства микросхем является участок промежуточного контроля внешнего вида заготовок. Во многих случаях именно эта операция предопределяет производительность всей технологической линии. Большинство «жёстких» алгоритмов, предлагаемых для оптико-электронных методов автоматизации визуального контроля, к сожалению, оказываются малопригодными для условий реального производства. Их можно условно разделить на две группы.
1. Относительно простые алгоритмы, основанные на сравнении контролируемых изделий с эталоном, обладающие достаточным быстродействием, но малой устойчивостью к воздействию дестабилизирующих факторов в условиях производства.
2. Значительно более сложные алгоритмы распознавания образов, учитывающие особенности контролируемых изделий и многообразие возможных дефектов. Они обладают недостаточным быстродействием и требуют значительных затрат на перепрограммирование даже при незначительных изменениях в объектах контроля.Ниже рассматривается один из вариантов построения быстродействующей системы контроля на основе обучаемого автомата, в которой простота решающего правила сочетается с устойчивостью и гибкостью системы при изменении вида контролируемых изделий. Система контроля (рис. 4.14) может решать задачи обнаружения и определения вида дефектов металлизации плоских заготовок микросхем. В основу её работы также положен известный принцип сравнения с эталоном. Однако, режиму автономного функционирования должен предшествовать период обучения системы при временном участии оператора.

Цикл обучения заключается в следующем. Вначале системе предъявляется, в качестве эталона, годное изделие из контролируемой партии, которое удовлетворяет требованиям качества (рис. 4.15а). Изображение эталона посредством оптической системы (ОС) и телевизионного датчика (ТВД) преобразуется сначала в аналоговый видеосигнал, а затем, с помощью формирователя бинарного сигнала (ФБС), в эталонный бинарный сигнал,фиксируемый в специальном блоке памяти (БП ЭБС). При этомключ К1 должен быть переведён в нижнее положение. Затем с пульта управления обучением система переводится в режим сравнения (ключ К1 переводится в верхнее положение) и осуществляется предъявление системе других изделий из контролируемой партии. Оператор оценивает качество каждого изделия и нажимает кнопку на пульте обучения при отсутствии брака. ПрИ этом в блоке сравнения с эталоном (БСЭ) формируется сигнал раз ности между предъявляемым изделием и эталоном (рис. 4.15б), который затем фиксируется в блоке памяти сигнала допустимых отклонений (БП СДО). Далее цикл повторяется несколько десятков раз. Сигнал разности накапливается в БП СДО, формируя своеобразное «поле допусков» на данный вид изделий (рис. 4.15в). После накопления в БП СДО достаточной информации о границах поля допусков система контроля переводится в основной ре жим автономного функционирования (ключ К2 переводится в верхнее положение). В этом режиме первоначально происходит
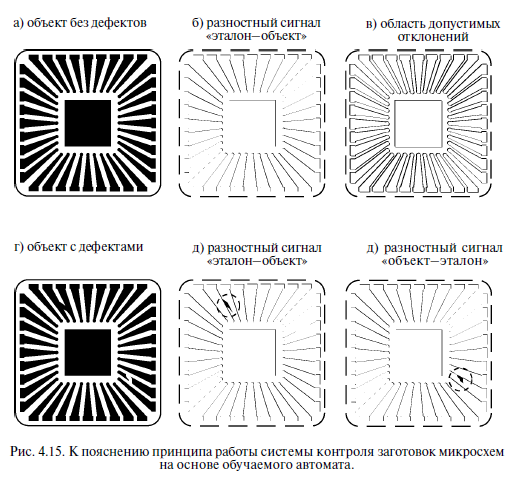
сравнение предъявляемого объекта с эталоном. Результирующий разностный сигнал сравнивается с полем допусков, сформированным в процессе обучения при участии оператора. Если в процессе сравнения разностный сигнал лежит в пределах поля допусков, то изделие признаётся годным. В противном случае формируется сигнал «брак». По виду разностного сигнала, не соответствующего области допустимых отклонений, можно судить о характере дефекта и контролировать работу технологической линии (рис. 4.15г, д, е). Разумеется, некоторые из функциональных узлов рассматриваемой системы могут быть выполнены не только в виде аппаратных модулей, но и на программном уровне. Принцип работы системы дополнительно поясняют блок"схемы алгоритмов, реализуемых на этапе обучения (рис. 4.16) и на этапе автоматического контроля (рис. 4.17). Следует отметить, что в случае замены объекта контроля система может быть переориентирована путём проведения повторного этапа обучения. При этом надёжность функционирования системы практически не зависит от сложности изображения контролируемого