

5.2.3 Шурупы
Шурупы – это винты для скрепления деревянных и пластмассовых деталей, а также металлических с ними. Шурупы имеют полукруглую, потайную или полупотайную головку и треугольную резьбу с конусным заострением на конце стержня. Потайная головка имеет вид усеченного конуса, а полупотайная – вид конуса с шаровым сегментом на его большом основании. Шурупы (винты для дерева) с шестигранной или квадратной головками называют «глухарями» (рис.5.13).

Рис.5.13 Шуруп с квадратной головкой (глухарь)
В таблице 5.4 приведены выборочные номера стандартов на шурупы.
Таблица 5.4
Шурупы
Наименование стандартов |
Эскиз |
Номера стандартов |
С полупотайной головкой
|
|
ГОСТ 1146-80* |
С шестигранной головкой |
|
ГОСТ 11473-75 |
С потайной головкой |
|
ГОСТ 1145-80* |


Шурупы изготавливают из углеродистых сталей (в обозначении не указывают); из коррозионных сталей (обозначают цифрой 2); из латуни (обозначают цифрой 3). Примеры обозначений:
Шуруп 1-3×20 ГОСТ 1146-80, где 1 – исполнение, 3 – диаметр, 20 – длина шурупа, изготовленного из углеродистой стали, без покрытия.
Шуруп 4-3×20.2.016 ГОСТ 1146-80, где 4 – исполнение, 3 – диаметр, 20 – длина шурупа, 2 – шуруп изготовлен из коррозионной стали, 016 – вид покрытия (цинковое, хроматированное), толщиной 6 мкм.
5.2.4 Шпильки
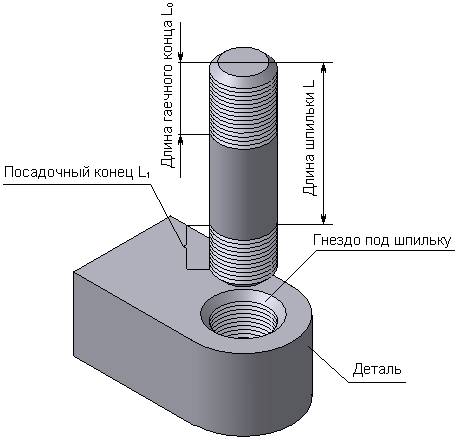
Шпилька от болта отличается тем, что у нее отсутствует головка и на обоих концах имеется резьба треугольного профиля, однозаходная, чаще – правая. Одним концом шпилька ввертывается в отверстие детали (этот конец шпильки называют посадочным), а на другой конец навертывается гайка (этот конец шпильки называют стяжным). Шпильки служат для соединения деталей в таких местах, где головки болтов по конструктивным соображениям нежелательны.
Соединение деталей шпилькой применяют вместо болтового соединения в случаях: а) недостатка места у деталей для размещения головки болта; б) большой разницы в толщине соединяемых деталей (когда одна из деталей имеет значительную толщину, и применять в этом случае слишком длинный болт неэкономично).
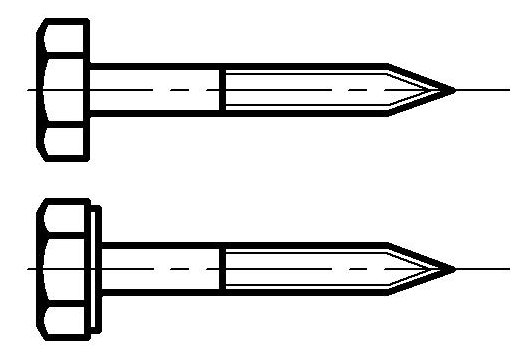
Шпильки выпускают по ГОСТ 22032-76*… ГОСТ 22043-76* классов точности А и В с диаметром резьбы 2…48 мм и длиной 10…300 мм (рис. 5.14), где L – длина шпильки, указываемая в обозначении, L0 – длина гаечного конца (без сбега), L1 – длина резьбы, включая бег ввинчиваемого посадочного конца шпильки. При этом L1 = d для ввинчивания в резьбовые отверстия в деталях из стали, бронзы, латуни и титановых сплавов; L1 = 1,25d и 1,6d – в деталях из ковкого и серого чугуна; L1=2d и 2,5d – в деталях из легкого сплава.
Все стандарты на шпильки содержат только по одному исполнению. Допускается изготавливать шпильки с d1 приблизительно равным среднему диаметру резьбы d2 (рис.5.14 б). В обозначении этих шпилек после слова «шпилька» ставят цифру 2.
При применении калиброванного проката поверхность гладкой части стержня d1 не обрабатывают. Размеры фасок берут по ГОСТ 10549-80*.
Примеры обозначений Шпилька М16-6g×120.58 ГОСТ 22032-76, где М – метрическая резьба, 16 – номинальный диаметр резьбы с крупным шагом, 6g – поле допуска, 120 – длина шпильки L, 5,8 – выполнена из стали классом прочности 5,8, без покрытия.
Шпилька 2М16×1,5-8g×120.109.40Х.016 ГОСТ 22032-76, где 2 – изготовление шпильки с d1 ≈ d2, M – метрическая резьба, 16 – номинальный диаметр резьбы, 1,5 – мелкий шаг резьбы, 8g – поле допуска, 120 – длина шпильки, 109 – класс прочности, 40Х – марка стали, 016 – вид покрытия (цинковое, хроматированное), толщины 6 мкм.
а)
б)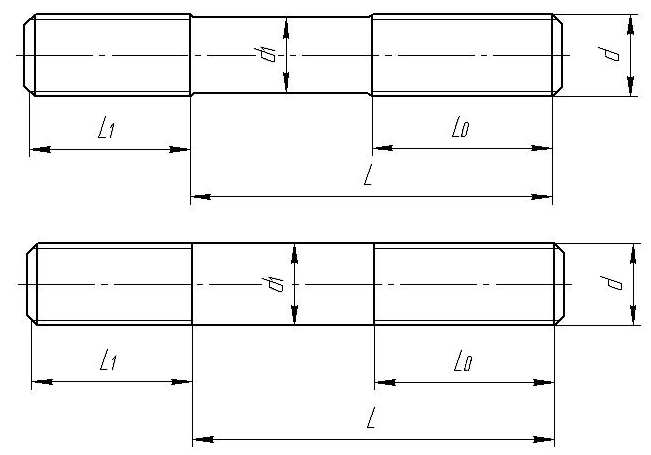
Рис. 5.14 Шпилька и ее изображение на чертеже: а) стандартное исполнение шпильки; б) допустимое исполнение шпильки.