

8.6 Изготовление противокоронных полупроводящих покрытий
Особенности конструкции обмоток высоковольтных электрических машин определяют необходимость выполнения противокоронных полупроводящих покрытий (теоретическое обоснование рассмотрено в 1-ой части курса).
Специальные покрытия для предотвращения или ослабления разрядных процессов накладываются в пазовой части стержня и в зоне перехода из пазовой в лобовую часть стержней и катушек. Рис. 22.
Пазовая часть.
Покрытие накладывается по всей длине пазовой части ( рис. 22, а), 1) с заходом за “вылеты”( рис. 22, а), 3), т.е. практически по всей длине прямолинейной части стержня. Используются материалы – ленты или эмали, обладающие относительно низкой проводимостью (102-104)Ом, толщиной 0,1 … 0,3 мм. Необходимые электрические свойства достигаются путем введения в связующие эмали и пропиточный состав ленты графита или мелкодисперсной сажи.
а)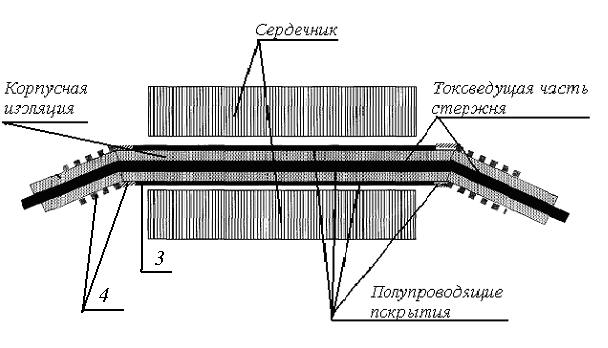
1-пазовое п/п покрытие токоведущей части
стержня
2-пазовое п/п покрытие изоляции
3-п/п покрытие “вылета”
1, 2, 3 -
= (102-104) Ом
4-п/п покрытие с нелинейной зависимостью
G(E)
б)
Рис. 22
Токоведущая часть стержня.
Для снижения напряженности электрического поля на ребрах токоведущей части стержня, сплетенного из большого числа элементарных проводников, на узкие грани стержней устанавливаются скругляющие прокладки из стеклотекстолита и стержень обматывается полупроводящей лентой.
Основным требованием к этой ленте, кроме проводимости (см. выше), является обеспечение хорошей адгезии к проводникам и накладываемой поверх полупроводящего слоя основной изоляции. Эта полупроводящая оболочка вокруг проводников служит, также, для устранения разрядов в полостях между ними и основной изоляцией.
Поверхность изоляции.
Полупроводящее покрытие на поверхности основной изоляции предназначено для устранения разрядов между стенками паза сердечника и поверхностью стержня или катушки. Для реализации этого эффекта необходимо обеспечить надежный контакт между покрытием и сердечником, создаваемый конструкцией крепления пазовой части стержня (катушки).
Покрытие в виде эмали наносится кистью не менее двух раз, толщина слоя около 0,1 мм.
Покрытие в виде ленты наматывается одновременно с наложением основной изоляции и опрессовывается вместе с ней в случае технологии “сухих лент”.
В России используются ленты зарубежных фирм “Изовольта” (Австрия), “Изола” (Швейцария) и др.
Зона перехода и лобовая часть (лобовое покрытие).
Электрическое поле у конца покрытия, имеющего потенциал сердечника (корпуса), аналогично полю фланца проходного изолятора, т.е. имеет очень большую продольную (вдоль поверхности изоляции) составляющую, и разрядный процесс, если не принять специальных мер по выравниванию электрического поля, может начинаться при напряжении значительно меньшем, чем рабочее.
Наиболее распространенным способом сглаживания (регулирования) продольной составляющей электрического поля является использование покрытия, проводимость (G) которого возрастает при увеличении электрического поля (Е), т.е. зависимость G(E) имеет нелинейный характер. Также, как и в случае пазового покрытия, исполнение лобового покрытия может быть эмалевым или ленточным. В обоих вариантах необходимое свойство нелинейной проводимости достигается за счет введения в связующее (эмаль) или пропиточный состав (лента) микропорошка карбида кремния (SiC).
Технология наложения лобового покрытия аналогична пазовому - покраска эмалью готового стержня или пропитка слоя ленты вместе с основной изоляцией. Согласно рекомендациям фирм – изготовителей материалов длина покрытия в см определяется отношением ℓп=0,5Uн, где Uн – номинальное напряжение в кВ.
Для машин с напряжением 10 кВ и выше используют двухступенчатые покрытия (рис. 22, а), поз. 4), в которых относительно короткая первая ступень, имеющая более высокую проводимость, наносится в зоне перехода из пазового в лобовое покрытие. Для выполнения первой ступени используется специальная эмаль или накладываются параллельные слои ленты.