

1)
Машинострое́ние — отрасль тяжёлой промышленности, производящая всевозможные машины, орудия, приборы, а также предметы потребления и продукцию оборонного назначения. Отрасли машиностроения по группам Машиностроение делится на две группы — трудоёмкое и металлоёмкое. В свою очередь, эти группы делятся на следующие отраслевые подгруппы: тяжёлое машиностроение, общее машиностроение, среднее машиностроение, точное машиностроение, производство металлических изделий и заготовок, ремонт машин и оборудования. Общее машиностроение Общее машиностроение представлено транспортным машиностроением (железнодорожное, судостроение, авиационное, ракетно-космическая промышленность, но без автомобилестроения), сельскохозяйственным, производством технологического оборудования для различных отраслей промышленности. |
Тяжёлое машиностроение
Среднее машиностроение В состав среднего машиностроения входят автомобилестроение, тракторостроение, станкостроение, инструментальная промышленность, производство технологического оборудования для легкой и пищевой промышленности.
В советское время Министерством среднего машиностроения (Минсредмаш) называлось ведомство, главными объектами которого были разработка и производство ядерного оружия. Оно было организовано в 1953 году, и в его структуру входили собственные рудники, заводы, НИИ, транспорт, сеть связи, вузы и пр. Точное машиностроение Ведущие отрасли точного машиностроения — приборостроение, радиотехническое и электронное машиностроение, электротехническая промышленность. Продукция отраслей этой группы исключительно разнообразна — это оптические приборы, персональные компьютеры, радиоэлектронная аппаратура, авиационные приборы, волоконная оптика, лазеры и комплектующие элементы, часы.
Производство металлических изделий и заготовок
Основными элементами развития современного машиностроения является совершенствование средств производства, методов организации производства (к прим. использование технологий серийного и массового изготовления), переход к стандартизации, автоматизации и информационному обеспечению процессов. |
Технологии машиностроения
Всевозможные прогнозы науки и техники, технологии машиностроения в XXI веке делают возможным сформулировать наиболее важные направления развития технологии машиностроения.
Первое направление в котором развиваются технологии машиностроения - оптимизация и совершенствование существующих технологических процессов сбережения материалов и разработка новых технологических процессов энергосбережения фрезерных обрабатывающих центров, изготовления изделий. В настоящее время есть основные технологические процессы, которые используются для изготовления различного рода деталей, на оборудовании, к примеру, производство деталей машиностроения используя металлорежущие станки . Однако развитие самой технологии машиностроения, а более того металлообрабатывающих станков и инструментов напрямую способствует необходимости рассмотрения таких типовых технологий повторно с точки зрения энергосбережения, оптимизации и совершенствования в ходе производства. Например, возможность производства заготовок зубчатых колес с зубьями, используя металлорежущие станки, оказало влияние на пересмотр стандартной технологии машиностроения при их производстве, это позволило обеспечить энергосбережение и сократить себестоимость зубчатых колес. В настоящее время развитием данного направления технологий машиностроения заняты научные технологические школы, предприятия.
Вторым направлением развития технологии OKUMA является совершенствование и оптимизация в последующем существующих в настоящее время комбинированных технологических операций обработки заготовок деталей и производство новых научных методов применения металлорежущих станков. Данное направление технологии машиностроения нуждается в обязательном системном подходе, производства научных оснований по совершенствованию методов обработки, а кроме того разработке комбинированных методов в рамках технологии машиностроения.. Эволюция технологий машиностроения производится по режимам и качеству поверхности для обработки, а кроме того точности обработки, к примеру, если применяются металлорежущие станки, уровнем затрат энергии и технологической стоимостью производства.
2) К основным механическим свойствам металлов относятся прочность, вязкость, пластичность, твердость, выносливость, ползучесть, износостойкость. Они являются главными характеристиками металла или сплава.
некоторые термины, применяемые при характеристике механических свойств. Изменения размеров и формы, происходящие в твердом теле под действием внешних сил, называются деформациями, а процесс, их вызывающий,— деформированием. Деформации, исчезающие при разгрузке, называются упругими, а не исчезающие после снятия нагрузки — остаточными или пластическими.
Напряжением называется величина внутренних сил, возникающих в твердом теле под влиянием внешних сил.
Под прочностью материала понимают его способность сопротивляться деформации или разрушению под действием статических или динамических нагрузок. О прочности судят по характеристикам механических свойств, которые получают при механических испытаниях. К статическим испытаниям на прочность относятся растяжение, сжатие, изгиб, кручение, вдавливание. К динамическим относятся испытания на ударную вязкость, выносливость и износостойкость. Эластичностью называется способность материалов упруго деформироваться, а пластичностью — способность пластически деформироваться без разрушения.
Вязкость — это свойство материала, которое определяет его способность к поглощению механической энергии при постепенном увеличении пластической деформации вплоть до разрушения материала. Материалы должны быть одновременно прочными и пластичными.
Твердость — это способность материала сопротивляться проникновению в него других тел.
Выносливость — это способность материала выдерживать, не разрушаясь, большое число повторно-переменных нагрузок.
Износостойкость — это способность материала сопротивляться поверхностному разрушению под действием внешнего трения.
Ползучесть — это способность материала медленно и непрерывно пластически деформироваться (ползти) при постоянном напряжении (особенно при высоких температурах).
Напряженное состояние — это состояние тела, находящегося под действием уравновешенных сил, при установившемся упругом равновесии всех его частиц. Остаточные напряжения — это напряжения, остающиеся в теле, после прекращения действия внешних сил, или возникающие при быстром нагревании и охлаждении, если линейное расширение или усадка слоев металла и частей тела происходит неравномерно.
Внутренние напряжения образуются при быстром охлаждении или нагревании в температурных зонах перехода от пластического к упругому состоянию металла. Эти температуры для стали соответствую 400—600°. Если образующиеся внутренние напряжения превышают предел прочности, то в деталях образуются трещины, если они превышают предел упругости, то происходит коробление детали.
Предел прочности при растяжении в кг/мм2 определяется на разрывной машине как отношение нагрузки Р в кГ, необходимой для разрушения стандартного образца, к площади поперечного сечения образца в мм2.
Статическими называются испытания, при которых прилагаемая к образцу нагрузка возрастает медленно и плавно. Чаще применяют испытания на растяжение, позволяющие по результатам одного опыта установит несколько важных механических характеристик металла или сплава. Испытания на растяжение. Для испытания на растяжение используют стандартные образцы. Машины для испытаний снабжены прибором, записывающим диаграмму растяжения.
Модуль упругости не зависит от структуры металла и определяется силами межатомной связи. Все другие механические свойства являются структурно чувствительными и изменяются в зависимости от структуры (обработки) в широких пределах. Закон пропорциональности между напряжением и деформацией является справедливым лишь в первом приближении. При точных измерениях даже при небольших напряжениях в упругой области наблюдается отклонения от закона пропорциональности. Это явление называется не упругостью.
Напряжения, не превышающие предела пропорциональности, практические вызывают только упругие деформации, поэтому нередко пц отождествляют с условным пределом упругости. Предел упругости определяется как напряжение, при котором остаточная деформация достигает 0,05% первоначальной длины образца.
0,05 = Р0,05/ F0
Напряжение, вызывающее остаточную деформацию, равную 0,2% называют условным пределом текучести:
0,2 = Р0,2/ F0
Напряжения, при котором образец деформируется без увеличения растягивающей нагрузки, называется физическим пределом текучести:
Т = РТ/ F0
Механические свойства основных промышленных сплавов
Название сплава |
Предел прочности при растяжении в кГ/мм2 |
Удлинение (при l = 0 = 5 do) в % |
Твердость по Бринелю НВ |
Примерное назначение |
Техническое железо |
23 |
30 |
90 |
Мембраны |
Чугун серый |
12—38 |
до 0,25 |
143—220 |
Отливки фасонные |
Чугун высокопрочный |
30—60 |
0,5—10 |
170—262 |
Ответственные отливки |
Сталь малоуглеродистая (мягкая) |
32 — 70 |
11 — 28 |
100—130 |
Котельное железо трубы, котлы |
Сталь среднеуглеродистая (средней твердости) |
50—70 |
12 — 16 |
170 — 200 |
Оси, шатуны, валы, рельсы |
Сталь твердая после закалки и отпуска |
110—140 |
до 9 |
400—600 |
Инструмент ударный и режущий |
Бронза оловянистая |
15 — 25 |
3—10 |
70—80 |
Детали, работающие на истирание и подверженные коррозии |
Бронза алюминиевая |
40—50 |
10 |
120 |
То же |
Латунь однофазная |
25 — 35 |
30-60 |
42—60 |
Патронно-гильзовое производство |
Латунь двухфазная |
35—45 |
30—40 |
_ |
Детали, изготовленные горячей штамповкой |
Силумин |
21—23 |
1 — 3 |
65—100 |
Детали в авиастроении и автостроении |
Сплавы магния |
24 — 32 |
10—16 |
60—70 |
То же |
3) 30. Механические свойства металлов, определяемые при статических, динамических и циклических испытаниях.
Под механическими свойствами понимают характеристики, определяющие поведение металла (или другого материала) под действием приложенных внешних механических сил. К механическим свойствам обычно относят сопротивление металла (сплава) деформации (прочность) и сопротивление разрушению (пластичность, вязкость, а также способность металла не разрушаться при наличии трещин). В результате механических испытаний получают числовые значения механических свойств, т. е. значения напряжений или деформаций, при которых происходят изменения физического и механического состояний материала. При оценке механических свойств металлических материалов различают несколько групп их критриев.
1. Критерии, определяемые независимо от конструктивных особенностей и характера службы изделий. Эти критерии находятся путем стандартных испытаний гладких образцов на растяжение, сжатие, изгиб, твердость (статические испытания) или на ударный изгиб образцов с надрезом (динамические испытания). Прочностные и пластические свойства, определяемые при статических испытаниях на гладких образцах хотя и имеют важное значение (они входят в расчетные формулы) во многих случаях не характеризуют прочность этих материалов в реальных условиях эксплуатации деталей машин и сооружений. Они могут быть использованы только для ограниченного числа простых по Форме изделий, работающих в условиях статической нагрузки при температурах, близких к нормальной.
2. Критерии оценки конструктивной прочности материала, которые находятся в наибольшей корреляции со служебными свойствами данного изделия и характеризуют работоспособность материала в условиях, эксплуатации. Критерии конструктивной прочности металлических материалов можно разделить на две группы: а) критерии, определяющие надежность металлических материалов против внезапных разрушений (вязкость разрушения, работа, поглощаемая при распространении трещин, живучесть и др.)- В основе этих методик, использующих основные положения механики разрушения, лежат статические или динамические испытания образцов с острыми трещинами, которые имеют место в реальных деталях машин и конструкциях в условиях эксплуатации (надрезы, сквозные отверстия, неметаллические включения, микропустоты и т. д.). Трещины и микро несплошности сильно меняют поведение металла под нагрузкой, так как являются концентраторами напряжений; б) критерии, которые определяют долговечность изделий (сопротивление усталости, износостойкость, сопротивление коррозии и т. д.).
Критерии оценки прочности конструкции в целом (конструкционной прочности), определяемые при стендовых, натурных и эксплуатационных испытаниях. При этих испытаниях выявляется влияние на прочность и долговечность конструкции таких факторов, как распределение и величина остаточных напряжений, дефектов технологии изготовления и конструирования металлоизделий и т. д. Для решения практических задач металловедения необходимо определять как стандартные механические свойства, так и критерии конструктивной прочности.
Если специально приготовленный образец подвергнуть растяжению на машине и записать на диаграммной ленте все изменения, которые будут происходить с ним, то получим кривую, которая называется кривой растяжения.
В
первоначальный момент образец
растягивается без деформации, т.е. в
упругой области. Это имеет место при
напряжении пц.
При растяжении большем пц.
Пропорциональность степени напряжения
и деформации нарушается. пц
– получила название предел
пропорциональности, который равен:
пц=Рпц/Fо,
Мпа При деформации металла, в процессе
повышения нагрузки, на кривой растяжения
может появиться площадка, нагрузка при
которой металл деформируется без
приложенных дополнительных усилий,
называется пределом текучести
(физический): т=Рт./F
о, МПа
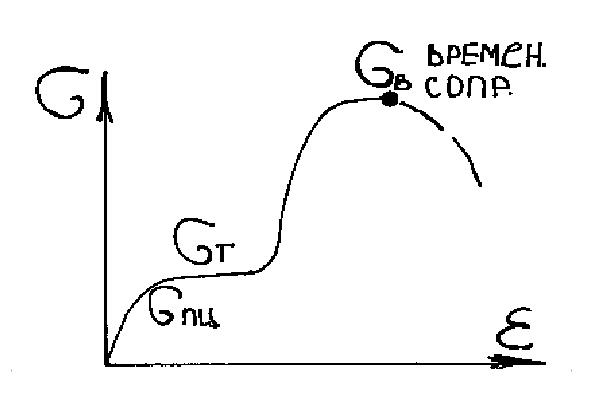
Деформированием сплавов, у которых отсутствует площадка текучести вводят характеристику, называемую условным пределом текучести. 02 – это усилие, которое вызывает остаточную деформацию 0,2%; в – предел прочности на растяжение – это максимальная нагрузка, предшествующая разрушению образца. Помимо характеристик прочности из кривой растяжения можно выделить характеристики пластичности: - относительное удлинение; - относительное сужение К характеристикам прочности материалов относятся также и твердость. Под твердостью понимается сопротивление материалов проникновению в него посторонних тел (индентора).
Из наиболее распространенных методов измерения твердости металлических материалов можно выделить метод измерения твердости по Бренеллю, по Роксвеллу и по Виккерсу. В случае если необходимо измерить твердость отдельных структурных составляющих, применяют метод измерения микро-твердости.
Твердость по Бренеллю измеряют на прессе Бренелля. В качестве индентора применяют шарик 5-10 мм. К индентору прилагается нагрузка. После снятия нагрузки в месте вдавливания появляется лунка. С помощью лунки измеряют диаметр лунки и затем по соответствующим таблицам переходят от диаметра к числу твердости. Твердость по Бренеллю обозначается НВ. Этот метод измерения твердости используется для измерения твердости сравнительно мягких металлов.
Измерение твердости по Роксвеллу проводят на приборе – твердометр Роксвелла. В качестве индентора используют шарик или алмазную пирамиду. Нагрузка на индентор 60,100 и 150 кг. В случае приложения 60 и 150 кг индентором служит алмазная пирамида, при 100 кг – шарик. Обозначение твердости по Роксвеллу если индентор 60 кг – HRA, 100 кг – HRB, 150 – HRCэ.
Твердость по Виккерсу определяется на приборе Виккерса. В качестве индентора используют алмазную пирамидку. Нагрузка на индентор измеряется в граммах. Твердость определяется на специально приготовленных образцах микрошлиф.
После вдавливания и снятия нагрузки с индентора в микрошлифе остается лунка. С помощью линейку, встроенной в окуляр прибора и затем с помощью специальных таблиц переходят от диагонали отпечатки к числу твердости по Виккерсу HV.
Если необходимо измерить твердость отдельных структурных составляющих, используют метод измерения микро-твердости на ПМТ-приборах.
В качестве индентора также используют алмазную пирамидку. Нагрузка на индентор измеряется в граммах. Твердость определяют на микрошлифах. При увеличении в 400 раз на микрошлифах находят ту структурную составляющую, твердость которой необходимо определить. Под действием нагрузки индентор вдавливается в эту структурную составляющую и оставляет в ней отпечаток. После снятия нагрузки проводят измерение диагонали отпечатка и затем по таблицам переходят к числу твердости.
Ударная вязкость является динамической характеристикой. Образец помещается в крепление и с определенной высоты на него падает маятник, работа тратиться на разрушение образца; ударная вязкость обозначается КСU или КС. Обозначение зависит от формы образца, если образец с подрезом (U-образным), то принимается первое обозначение, если без надреза – второе. С надрезом изготавливаются образцы сравнительно вязких материалов, без надреза – хрупких материалов.
4)
Литейные свойства – характеризуют способность материала к получению из него качественных отливок. Жидкотекучесть – характеризует способность расплавленного металла заполнять литейную форму. Усадка (линейная и объемная)– характеризует способность материала изменять свои линейные размеры и объем в процессе затвердевания и охлаждения. Для предупреждения линейной усадки при создании моделей используют нестандартные метры. Ликвация – неоднородность химического состава по объему.
Способность материала к обработке давлением – это способность материала изменять размеры и форму под влиянием внешних нагрузок не разрушаясь.Она контролируется в результате технологических испытаний, проводимых в условиях, максимально приближенных к производственным. Листовой материал испытывают на перегиб и вытяжку сферической лунки. Проволоку испытывают на перегиб, скручивание, на навивание. Трубы испытывают на раздачу, сплющивание до определенной высоты и изгиб.Критерием годности материала является отсутствие дефектов после испытания.
Свариваемость – это способность материала образовывать неразъемные соединения требуемого качества. Оценивается по качеству сварного шва.
Способность к обработке резанием – характеризует способность материала поддаваться обработке различным режущим инструментом. Оценивается по стойкости инструмента и по качеству поверхностного слоя.
Твердость – это сопротивление материала проникновению в его поверхность стандартного тела (индентора), не деформирующегося при испытании.
Технологические свойства.
Технологические свойства характеризуют способность материала подвергаться различным способам холодной и горячей обработки.
1. Литейные свойства.
Характеризуют способность материала к получению из него качественных отливок.
Жидкотекучесть – характеризует способность расплавленного металла заполнять литейную форму.
Усадка (линейная и объемная) – характеризует способность материала изменять свои линейные размеры и объем в процессе затвердевания и охлаждения. Для предупреждения линейной усадки при создании моделей используют нестандартные метры.
Ликвация – неоднородность химического состава по объему.
2. Способность материала к обработке давлением.
Это способность материала изменять размеры и форму под влиянием внешних нагрузок не разрушаясь.
Она контролируется в результате технологических испытаний, проводимых в условиях, максимально приближенных к производственным.
Листовой материал испытывают на перегиб и вытяжку сферической лунки. Проволоку испытывают на перегиб, скручивание, на навивание. Трубы испытывают на раздачу, сплющивание до определенной высоты и изгиб.
Критерием годности материала является отсутствие дефектов после испытания.
3. Свариваемость.
Это способность материала образовывать неразъемные соединения требуемого качества. Оценивается по качеству сварного шва.
4. Способность к обработке резанием.
Характеризует способность материала поддаваться обработке различным режущим инструментом. Оценивается по стойкости инструмента и по качеству поверхностного слоя.
Эксплуатационные свойства.
Эксплуатационные свойства характеризуют способность материала работать в конкретных условиях.
Износостойкость – способность материала сопротивляться поверхностному разрушению под действием внешнего трения.
Коррозионная стойкость – способность материала сопротивляться действию агрессивных кислотных, щелочных сред.
Жаростойкость – это способность материала сопротивляться окислению в газовой среде при высокой температуре.
Жаропрочность – это способность материала сохранять свои свойства при высоких температурах.
Хладостойкость – способность материала сохранять пластические свойства при отрицательных температурах.
Антифрикционность – способность материала прирабатываться к другому материалу.
Эти свойства определяются специальными испытаниями в зависимости от условий работы изделий.
При выборе материала для создания конструкции необходимо полностью учитывать механические, технологические и эксплуатационные свойства.
5) Кислородно-конвертерный процесс с верхней продувкой
Конвертер имеет грушевидную форму с концентрической горловиной. Это обеспечивает лучшие условия для ввода в полость конвертера кислородной фурмы, отвода газов, заливки чугуна и завалки лома и шлакообразующих материалов. Кожух конвертера выполняют сварным из стальных листов толщиной от 20 до 100 мм. В центральной части конвертера крепят цапфы, соединяющиеся с устройством для наклона. Механизм поворота конвертера состоит из системы передач, связывающих цапфы с приводом. Конвертер может поворачиваться вокруг горизонтальной оси на 360о со скоростью от 0,01 до 2 об/мин. Для большегрузных конвертеров емкостью от 200 т применяют двухсторонний привод, например, четыре двигателя по два на каждую цапфу.
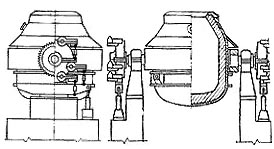
Конвертер емкостью 300 т с двухсторонним приводом механизма поворота
В шлемной части конвертера имеется летка для выпуска стали. Выпуск стали через летку исключает возможность попадания шлака в металл. Летка закрывается огнеупорной глиной, замешанной на воде.
Ход процесса. Процесс производства стали в кислородном конвертере состоит из следующих основных периодов: загрузки металлолома, заливки чугуна, продувки кислородом, загрузки шлакообразующих, слива стали и шлака.
Загрузка конвертера начинается с завалки стального лома. Лом загружают в наклоненный конвертер через горловину при помощи завалочных машин лоткового типа. Затем с помощью заливочных кранов заливают жидкий чугун, конвертер устанавливают в вертикальное положение, вводят фурму и включают подачу кислорода с чистотой не менее 99,5% О2. Одновременно с началом продувки загружают первую порцию шлакообразующих и железной руды (40 – 60% от общего количества). Остальную часть сыпучих материалов подают в конвертер в процессе продувки одной или несколькими порциями, чаще всего 5 – 7 минут после начала продувки.
На процесс рафинирования значительное влияние оказывают положение фурмы (расстояние от конца фурмы до поверхности ванны) и давление подаваемого кислорода. Обычно высота фурмы поддерживается в пределах 1,0 – 3,0 м, давление кислорода 0,9 – 1,4 МПа. Правильно организованный режим продувки обеспечивает хорошую циркуляцию металла и его перемешивание со шлаком. Последнее, в свою очередь, способствует повышению скорости окисления содержащихся в чугуне C, Si, Mn, P.
Важным в технологии кислородно-конвертерного процесса является шлакообразование. Шлакообразование в значительной мере определяет ход удаления фосфора, серы и других примесей, влияет на качество выплавляемой стали, выход годного и качество футеровки. Основная цель этой стадии плавки заключается в быстром формировании шлака с необходимыми свойствами (основностью, жидкоподвижностью и т.д.). Сложность выполнения этой задачи связана с высокой скоростью процесса (длительность продувки 14 – 24 минуты). Формирование шлака необходимой основности и заданными свойствами зависит от скорости растворения извести в шлаке. На скорость растворения извести в шлаке влияют такие факторы, как состав шлака, его окисленность, условия смачивания шлаком поверхности извести, перемешивание ванны, температурный режим, состав чугуна и т.д. Раннему формированию основного шлака способствует наличие первичной реакционной зоны (поверхность соприкосновения струи кислорода с металлом) с температурой до 2500о. В этой зоне известь подвергается одновременному воздействию высокой температуры и шлака с повышенным содержанием оксидов железа. Количество вводимой на плавку извести определяется расчетом и зависит от состава чугуна и содержания SiO2 руде, боксите, извести и др. Общий расход извести составляет 5 – 8% от массы плавки, расход боксита 0,5 – 2,0%, плавикового штампа 0,15 – 1,0%. Основность конечного шлака должна быть не менее 2,5.
С первых минут продувки одновременно с окислением углерода начинается процесс дефосфорации – удаление фосфора. Наиболее интенсивное удаление фосфора идет в первой половине продувки при сравнительно низкой температуры металла, высоком содержании в шлаке (FeO); основность шлака и его количество быстро увеличивается. Кислородно-конвертерный процесс позволяет получить < 0,02% Р в готовой стали.
Условия для удаления серы при кислородно-конвертерном процессе нельзя считать таким же благоприятным, как для удаления фосфора. Причина заключается в том, что шлак содержит значительное количество (FeO) и высокая основность шлака (> 2,5) достигается лишь во второй половине продувки. Степень десульфурации при кислородно-конвертерном процессе находится в пределах 30 – 50% и содержание серы в готовой стали составляет 0,02 – 0,04%.
По достижении заданного содержания углерода дутые отключают, фурму поднимают, конвертер наклоняют и металл через летку (для уменьшения перемешивания металла и шлака) выливают в ковш.
Полученный металл содержит повышенное содержание кислорода, поэтому заключительной операцией плавки является раскисление металла, которое проводят в сталеразливном ковше. Для этой цели одновременно со сливом стали по специальному поворотному желобу в ковш попадают раскислители и легирующие добавки.
Шлак из конвертера сливают через горловину в шлаковый ковш, установленный на шлаковозе под конвертером.
Течение кислородно-конвертерного процесса обусловливается температурным режимом и регулируется изменением количества дутья и введением в конвертер охладителей – металлолома, железной руды, известняка. Температура металла при выпуске из конвертера около 1600о С.
Во время продувки чугуна в конвертере образуется значительное количество отходящих газов. Для использования тепла отходящих газов и отчистки их от пыли за каждым конвертером оборудованы котел-утилизатор и установка для очистки газов.
Управление конвертерным процессом осуществляется с помощью современных мощных компьютеров, в которые вводится информации об исходных материалах (состав и количество чугуна, лома, извести), а также о показателях процесса (количество и состав кислорода, отходящих газов, температура и т.п.).