118. Обработка на фрезерных станках
Фрезерные станки предназначены для различных видов работ: 1) обработки плоскостей, пазов, канавок; 2) обработки линейных фасонных поверхностей.
Все типы фрез классифицируются по: 1) назначению (для обработки плоскостей, прорезные, пазовые, угловые, фасонные, зубонарезные, резьбовые и специальные); 2) форме зубьев (фрезы с остроконечными и затылованными зубьями); 3) направлению зубьев (прямые и винтовые); 4) конструкции (цельные, напайные, наборные и со вставными зубьями (фрезерные головки); 5) методу крепления (насадные, хвостовые и торцевые) и т. п.
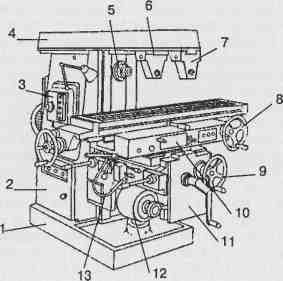
Консольно-фрезерные станки. В зависимости от конструкции консольно-фрезерные станки называют вертикальными, горизонтальными, универсальными и широкоуниверсальными. Консольно-фрезерный станок модели 6Р82Г (см. рисунок) состоит из следующих узлов: 1) основания 1, которое одновременно является баком для сбора охлаждающей жидкости; 2) станины 2, на которой смонтированы все узлы станка; 3) привода о коробкой скоростей 3; 4) шпиндельного узла 5 с переборным устройством; 5) хобота 4 с подвесками 6 и 7, служащими для поддержания шпиндельных фрезерных оправок; 6) консоли 11; 7) поперечных салазок 10; 8) стола 13; 9) привода подач 12 и маховичков 8 и 9 для ручного перемещения стола соответственно в продольном и поперечном направлениях.
Существуют также бесконсольные, продольные, копировальные и специализированные фрезерные станки.
Станкостроительная промышленность выпускает в настоящее время большое количество фрезерных станков с ЧПУ, например станки моделей 6Р13ФЗ, 654ФЗ и др. Точность размеров и шероховатость обработанных поверхностей, полученных фрезерованием, в зависимости от видов обработки (черновая, получистовая) соответствуют таким же параметрам аналогичных видов токарной обработки.
119. Обработка на строгальных, долбежных и протяжных станках
Строгальные и долбежные станки применяют для обработки плоскостей, различного вида пазов и фасонных линейчатых поверхностей. Особенность этих станков состоит в том, что движение резания у них прямолинейное (возвратно-поступательное). На строгальных и долбежных станках выполняются определенные виды работ.
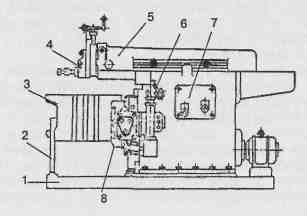
Поперечно-строгальные станки (см. рисунок). Особенностью этого станка является то, что резание совершает резец, закрепленный в суппорте ползуна станка. При обработке горизонтальной поверхности движение подачи сообщается столу совместно с обрабатываемой деталью, а при обработке вертикальной или наклонной плоскости — суппорту с резцом.
Станина 6, внутри которой смонтирован привод 7 движения резания, имеет горизонтальные направляющие, по которым перемещаются ползун 5 и вертикальные направляющие, служащие для передвижения траверсы 8. В передней части ползуна установлен суппорт 4. Стол 3 с установленной на нем обрабатываемой деталью перемещается по направляющим траверсы 8 и поддерживается стойкой 2, установленной на основании 1.
Продольно-строгальные станки служат для обработки крупногабаритных и тяжелых деталей. Станки бывают одно-, двухстоечными и кромкострогальными. В этих станках движение резания совершает стол с установленной на нем обрабатываемой деталью, а движение подачи сообщается суппортом с резцами.
Процесс долбления мало отличается от процесса строгания, но характер долбежных работ другой. Долблением обрабатываются: 1) глухие и сквозные фасонные отверстия; 2) внутренние направляющие; 3) внутренние шпоночные пазы; 4) многошпоночные (шлицевые) отверстия; 5) матрицы сложной конфигурации. Операция долбления малопроизводительна и поэтому применяется в основном в единичном и мелкосерийном производстве. Аналогичные технологические задачи в крупносерийном и массовом производстве решаются протягиванием.
Протягивание осуществляется многолезвийным режущим инструментом — протяжкой, которая представляет собой длинный стержень с режущими зубьями. Протяжки изготовляют из высококачественной инструментальной стали. Каждая протяжка для внутреннего протягивания имеет следующие основные части: 1) хвостовую — для закрепления в ползуне (суппорте) станка; 2) направляющую — для направления протяжки в предварительно просверленное отверстие; 3) режущую, осуществляющую основную работу резания; 4) калибрующую — для получения окончательных размеров с заданными точностью обработки и шероховатостью поверхности.