

Технические характеристики автоматов для горячей штамповки
отечественного производства
Параметр |
А3422 |
АА3424 |
А3426 |
А3629 |
А0341 |
Номинальное усилие пресса, кН Число рабочих позиций Диаметр исходной заготовки, мм Длина отрезаемой заготовки, мм Размеры поковки, мм: диаметр, не более высота Частота ходов штамповочного ползуна, мин-1 Расстояние между позициями, мм Ход штамповочного ползуна, мм Диаметр матриц, мм: на первой позиции на второй и четвертой позициях на третьей позиции Ход выталкивателя из матрицы, мм Мощность электродвигателя, кВт Расход охлаждающей воды, м3/ч Габаритные размеры автомата, м
Масса пресса, т |
400 3 12 – 18 14 – 22
30 8 – 17
150 – 220 90 90
65 80 65 28 14 3,5 3,0×1,6× ×1,67
8,5 |
1250 3 20 – 28 18 – 45
50 14 – 30
100 – 150 140 140
110 130 110 46 45 6 4,44×2,4× ×2,46
24,3 |
2000 3 До 40 38
55 35
55 – 70 180 200
140 165 140 50 40 10 4,42× ×2,82× ×2,37 30 |
3150 3 До 45 45
80 35
45 – 70 210 220
160 210 160 70 75 20 6,4× ×3,92× ×2,4 54,4 |
12500 4 36 – 60 45 – 135
120 70
35 – 70 320 320
200 270 270 130 300 195 10,75× ×7,55× ×5,5 165 |
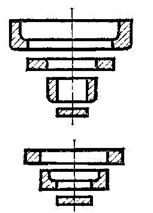
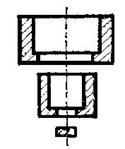
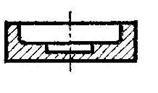
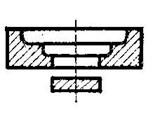
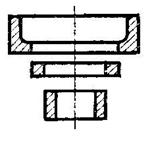
На рис. 9 показаны переходы штамповки заготовок колец подшипников на горячештамповочном автомате АМР70 по технологии Первого ГПЗ (Государственный подшипниковый завод) с получением сразу трех различных колец за один ход ползуна. Отрезанная от нагретого прутка заготовка свободно осаживается на первой позиции. На второй позиции формуется поковка, на третьей позиции поковка разделяется на два кольцевых элемента. Один элемент является заготовкой кольца, другой на четвертой позиции разделяется на две кольцевые заготовки. В табл. 8 приведены другие варианты технологических процессов штамповки кольцевых заготовок, разработанные на Первом ГПЗ.

Рис. 9. Переходы штамповки колец подшипников.
Таблица 8
Варианты штамповки трех кольцевых элементов
№ |
I позиция |
II позиция |
III позиция |
IV позиция |
I |
|
|
|
|
II |
|
|
|
|
III |
|
|
|
|







42

Рис. 232. Схема нарезания шлиц червячной фрезой
Шлицы на валах могут образовываться путем холодного накатывания, осуществляемого на шлиценакатных станках, подобных зубонакатным, или нарезаться фрезерованием дисковыми фрезами или червячными фрезами. Последний способ, выполняемый обычно на шлицефрезерных станках (рис. 232), подобных зубофрезерным, более точный и производительный, чем первый, выполняемый на горизонтально-фрезерных станках с применением делительных головок.