

Лабораторная работа № 5 Технология ручной дуговой сварки покрытыми электродами
Цель работы
Ознакомиться с технологией ручной дуговой сварки покрытыми электродами.
Задание
1. Ознакомиться с оборудованием и технологией ручной дуговой сварки.
2. Изучить влияние наклона электрода при ручной дуговой сварке на форму и параметры сварного шва.
3. Результаты испытания оформить в виде таблицы результатов.
4. Написать отчет по работе.
Теоретическая часть
Технология ручной дуговой сварки покрытыми электродами.
Рис. 1. Ручная
дуговая сварка металлическим
электродом с покрытием (стрелкой указано
направление сварки): 1
—
металлический стержень; 2 — покрытие
электрода, 3 — газовая атмосфера дуги;
4 — сварочная ванна, 5 — затвердевший
шлак; 6 — закристаллизовавшийся металл
шва, 7 — основной металл (изделие), 8 —
капли расплавленного электродного
металла, 9 — глубина проплавления.
Схема ручной дуговой сварки представлена на рис 1. Перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, пространственного положения сварки, типа сварного соединения и др. Зажигать дугу можно двумя способами. При одном способе электрод приближают вертикально к поверхности изделия до касания металла и быстро отводят вверх на необходимую длину дуги. При другом — электродом вскользь «чиркают» по поверхности металла. Применение того или иного способа зажигания дуги зависит от условий сварки и от навыка сварщика.
Длина дуги зависит от марки и диаметра электрода, пространственного положения сварки, разделки свариваемых кромок и т. п. Нормальная длина дуги считается в пределах LД == (0,5 — 1,1) dЭЛ (dЭЛ — диаметр электрода). Увеличение длины дуги снижает качество наплавленного металла шва ввиду его интенсивного окисления и азотирования, увеличивает потери металла на угар и разбрызгивание, уменьшает глубину проплавления основного металла. Также ухудшается внешний вид шва.
Во время ведения процесса сварщик обычно перемещает электрод не менее чем в двух направлениях. Во-первых, он подает электрод вдоль его оси в дугу, поддерживая необходимую в зависимости от скорости плавления электрода длину дуги. Во-вторых, перемещает электрод в направлении наплавки или сварки для образования шва. В этом случае образуется узкий валик, ширина которого при наплавке равна примерно (0,8 — 1,5)dЭЛ и зависит от силы сварочного тока и скорости перемещения дуги по поверхности изделия. Узкие валики обычно накладывают при проваре корня шва, сварке тонких листов и тому подобных случаях.
При правильно выбранном диаметре электрода и силе сварочного тока скорость перемещения дуги имеет большое значение для качества шва. При повышенной скорости дуга расплавляет основной металл на малую глубину и возможно образование непроваров. При малой скорости вследствие чрезмерно большого ввода теплоты дуги в основной металл часто образуется прожог, и расплавленный металл вытекает из сварочной ванны. В некоторых случаях, например при сварке на спуск, образование под дугой жидкой прослойки из расплавленного электродного металла повышенной толщины, наоборот, может привести к образованию непроваров.
Иногда сварщику приходится перемещать электрод поперек шва, регулируя тем самым распределение теплоты дуги поперек шва для получения требуемых глубины проплавления основного металла и ширины шва. Глубина проплавления основного металла и формирование шва главным образом зависят от вида поперечных колебаний электрода, которые обычно совершают с постоянными частотой и амплитудой относительно оси шва (рис. 12). Траектория движения конца электрода зависит от пространственного положения сварки, разделки кромок и навыков сварщика. При сварке с поперечными колебаниями получают уширенный валик, ширина которого обычно составляет (2 — 4)dЭЛ а форма проплавления зависит от траектории поперечных колебаний конца электрода, т. е. от условий ввода теплоты дуги в основной металл.
При окончании сварки — обрыве дуги следует правильно заварить кратер. Кратер является зоной с наибольшим количеством вредных примесей ввиду повышенной скорости кристаллизации металла, поэтому в нем наиболее вероятно образование трещин. По окончании сварки не следует обрывать дугу, резко отводя электрод от изделия. Необходимо прекратить все перемещения электрода и медленно удлинять дугу до обрыва; расплавляющийся при этом электродный металл заполнит кратер. При сварке низкоуглеродистой стали кратер иногда выводят в сторону от шва — на основной металл. При случайных обрывах дуги или при смене электродов дугу возбуждают на еще не расплавленном основном металле перед кратером и затем проплавляют металл в кратере.
Положение электрода относительно поверхности изделия и пространственное положение сварки оказывают большое влияние
на форму шва и проплавление основного металла (рис. 2). При сварке углом назад улучшаются условия оттеснения из-под дуги жидкого металла, толщина прослойки которого уменьшается. При этом улучшаются условия теплопередачи от дуги к основному металлу и растет глубина его проплавления. То же наблюдается при сварке шва на подъем на наклонной или вертикальной плоскости. При сварке углом вперед или на спуск расплавленный металл сварочной ванны, подтекая под дугу, ухудшает теплопередачу от нее к основному металлу — глубина проплавления уменьшается, а ширина шва возрастает (сечения швов на рис 2).
Рис
2. Способы выполнения сварки: а
— угол назад; б — углом вперед; в — на
подъем; г — на спуск.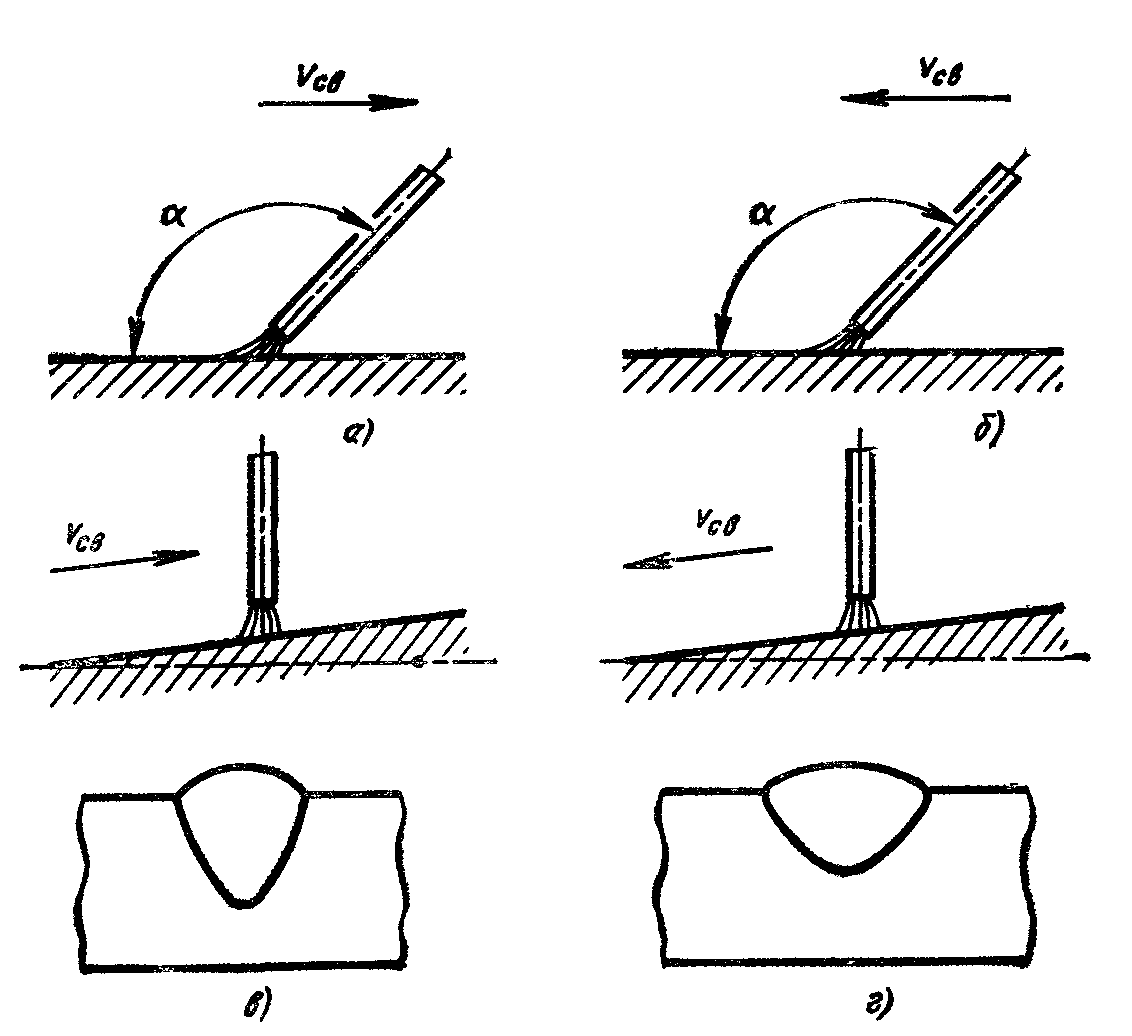
При прочих равных условиях количество расплавляемого электродного металла, приходящегося на единицу длины шва, остается постоянным, но распределяется на большую ширину шва и поэтому высота его усиления уменьшается. При наплавке или сварке тонколистового металла (толщина до 3 мм) для уменьшения глубины провара и предупреждения прожогов рекомендуется сварку выполнять на спуск (наклон до 15°) или углом вперед без поперечных колебаний электрода.
Для сборки изделия под сварку (обеспечения заданного зазора в стыке, положения изделий и др.) можно применять специальные приспособления или короткие швы — прихватки. Длина прихваток обычно составляет 20 - 120 мм (больше при более толстом металле) и расстояние между ними 200 - 1200 мм (меньше при большей толщине металла для увеличения жесткости). Сечение прихваток не должно превышать 1/3 сечения швов. При сварке прихватки необходимо полностью переплавлять.
Оборудование сварочного поста
Сварочным постом называется рабочее место электросварщика, оборудованное комплектом соответствующей аппаратуры и приспособлений. От правильной организации рабочего места в значительной мере зависят как обеспечение высокой производительности труда сварщиков, так и надежное качество сварных швов и соединений (требования к организации рабочих мест электросварщиков регламентированы ГОСТ 12.3.003). Рабочие места сварщиков в зависимости от выполняемой работы и габаритов свариваемых изделий могут быть: стационарными, расположенными в специальных сварочных кабинах и передвижными, расположенными непосредственно у этих, крупногабаритных изделий.
Передвижные сварочные посты, как правило, применяются при монтаже и ремонтных работах. При этом часто используют переносные сварочные трансформаторы, сварочные агрегаты и выпрямители, устанавливаемые на специальные прицепы или закрытые автомобили. Такие прицепы и автомобили оборудованы специальными рубильниками, к которым подключены установки. При работе на различной высоте электроды и необходимый инструмент сварщика находятся в брезентовых сумках, подвешиваемых к поясу сварщика, либо в специальных пеналах или ящиках. Для обеспечения удобства и безопасности работы делают подмости с перилами (инвентарные леса) или подвешивают люльки. При работе на высоте и значительном удалении от источника питания применяют дистанционные регуляторы сварочного тока. А при сварке в сосудах закрытого типа для обеспечения безопасных условий труда используют отключатели (ограничители) холостого хода.
В зависимости от технологического процесса (марки свариваемого материала и типа покрытия электрода) сварочные работы выполняют либо на переменном, либо на постоянном токе. Постоянный ток, по-сравнению с переменным, имеет то преимущество, что дуга горит стабильнее, а, следовательно, процесс сварки вести легче, особенно на малых токах.
Питание сварочных постов переменным током осуществляют от специальных трансформаторов, а постоянным током — от преобразователей и выпрямителей. На рис.3,а показана принципиальная электрическая схема поста для ручной дуговой сварки переменным током (от трансформатора типа ТС), а на рис. 3,б - общий вид такого поста. От сети 1 переменный ток напряжением 220 или 380 В через рубильник 2 и предохранители 3 подается к источнику питания – сварочному трансформатору (преобразователю) 4 а, б (в, г), где ток трансформируется до напряжения 60—75 В, необходимого для возбуждения дуга, и по сварочным приводам 5 через зажим 6 и электрододержатель 7 подводится - к изделию 8.
На рис. 3,в, показана принципиальная электрическая схема песта для ручной дуговой сварки постоянным током, а на рис. 3,г - общий вид поста.
Рис. 3. Принципиальные
электрические и монтажные схемы поста
для ручной дуговой сварки: а, б —
переменным током (l
- переменная величина расстояния между
катушками), а, г — постоянным током.
Балластные реостаты (см. рис. 4). Назначение балластного реостата - создание падающей характеристики на каждом посту и регулирование сварочного тока. Реостатом производится ступенчатая регулировка сварочного тока в достаточно широких пределах (20 ступеней). Реостат состоит из пяти ступеней сопротивления, которые при помощи пяти рубильников могут включаться в цепь сварочной дуги. Каждая ступень включает в себя несколько элементов сопротивлений, выполненных из проволоки или ленты с большим удельным сопротивлением.
Из рис. 4 видно, что минимальный сварочный ток будет при включении рубильника I, а максимальный - при включении всех пяти рубильников. Выпускаются балластные реостаты РБ-201, РБ-301 и РБ-501. Реостат РБ-201 дает возможность регулировать сварочный ток от 10 до 200 А через каждые 10 А; РБ-301-от 15 до 300 А через каждые 15 А; РБ-501-от 25 до 500 А через каждые 25 А.


Рис. 4. Балластный реостат типа РБ: а - внешний вид, б - принципиальная схема, 1-22-сооротивления, I -V-рубильники.
Порядок выполнения работы
1. Зачистить пластину.
2. Под руководством преподавателя наплавить на размеченную пластину два валика: один – углом вперед, другой – углом назад.
3. зачистить наплавленные валики.
4. Произвести измерение ширины и высоты сварного шва.
5. Данные занести в таблицу результатов измерений.
Содержание отчета.
1. Тема лабораторной работы.
2. Цель занятия.
3. Рисунок схемы сварки покрытыми электродами.
4. Таблица результатов измерений.
5. Выводы.
Таблица результатов измерений
|
1-е измерение мм |
1-е измерение мм |
1-е измерение мм |
Среднее значения мм |
углом вперед |
5,6 |
5,8 |
5,5 |
|
углом назад |
4,2 |
4,1 |
4,3 |
|
Литература.
1. Фоминых В. П., Яковлев А. П.
Ручная дуговая сварка: Учеб. пособие для техн. училищ. — б-е изд., испр. и доп. — М.: Высш. школа, 1981. —256 с., ил.
2. СтекловО. И.
Основы сварочного производства: Учеб, для сред. ПТУ.—2-е изд., перераб. и доп.—М.: Высш. шк., 1986.—224 с., ил.
3. Справочник сварщика/Под ред. В. В. Степанова.— 4-е изд., перераб. и доп. — М.: Машиностроение, 1982.— 560 с., ил.