

Нанесення технологічних вказівок на креслення деталі
Технологічні вказівки на кресленні деталі виконують у вигляді ліній та написів умовними кольорами згідно ГОСТ 3.1125.
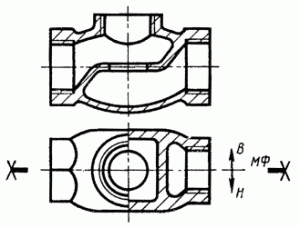
Роз’єм моделі і форми позначають жирною лінією
 і буквами МФ
(при нероз’ємній моделі – Ф),
положення відливки при заливці –
стрілками з буквами В
(верх) і Н
(низ), допускається виконувати синім
кольором (рис.27).
і буквами МФ
(при нероз’ємній моделі – Ф),
положення відливки при заливці –
стрілками з буквами В
(верх) і Н
(низ), допускається виконувати синім
кольором (рис.27).

 а)
б)
а)
б)
Рисунок 27. Позначення лінії роз’єму (а – для роз’ємної моделі, б – для нероз’ємної моделі) та положення відливки у формі.
Припуски на механічну обробку наносять суцільною тонкою лінією, яку допускається виконувати червоним кольором. Величина припуску вказується поруч із знаком шорсткості. Отвори, що не виконуються литвом, закреслюють суцільною тонкою лінією червоного кольору (рис.28). Припуски не призначають на поверхні з шорсткістю Rz ≥ 100.
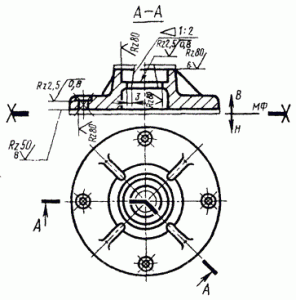
Рисунок 28. Позначення припусків на механічну обробку
Стержні, їх знаки і фіксатори виконують у масштабі креслення суцільною тонкою лінією, яку допускається виконувати синім кольором. Стержень у розрізі штрихують по контуру синьою лінією, довжина штриховки – 3-5мм. Якщо у відливці декілька стержнів, то на них вказують порядковий номер, що відповідає порядку установки їх у форму. Розміри знаків стержнів, зазори між знаками і стінками форми визначають по ГОСТ 3606.

Рисунок 29. Позначення стержнів.
Напрямок набивки стержня показують стрілками, зображеними на рис.30, а роз’єм стержневого ящика – на рис.31.

Рисунок 30. Стрілка, що показує напрямок набивки стержня.
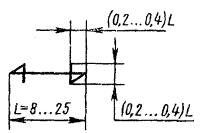
Рисунок 31. Позначення роз’єму стержневого ящика.
При одиничному виробництві не відливаються отвори діаметром менше 50мм, при серійному виробництві – отвори діаметром менше 30мм (їх одержують обробкою різанням).
Ливникову систему позначають суцільною тонкою лінією, яку допускається виконувати червоним кольором, у масштабі креслення. Перерізи всіх елементів ливникової системи виконують на вільному полі креслення без штриховки (рис.32).
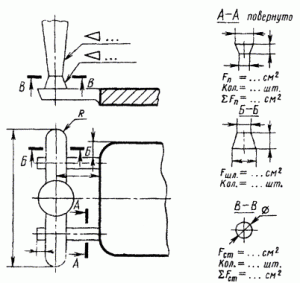
Рисунок 32. Позначення ливникової системи.
Визначення розмірів опок
Габаритні розміри опок визначаються розмірами моделі, числом моделей і розташуванням їх в опоці, розмірами ливників і стержневих знаків.
При серійному і масовому виробництві, при машинній формовці дрібних деталей в дрібносерійному виробництві треба розташовувати моделі на плиті так, щоб максимально використати площу опок.
При ручній формовці збільшувати кількість моделей в опоці небажано, оскільки це збільшує час на видалення моделей і обробку форми.
Габарити опок обмежуються вантажопідйомністю кранів, розмірами стола формувальних машин, розмірами опок, що є в цеху.
Розміри опок повинні задовольняти умові: товщина шару формувальної суміші від відливки до стінок опоки повинна бути такою, щоб не відбулося руйнування або деформація форми під тиском рідкого металу.
Мінімальні розміри опок у світлі отримують додаванням до габаритних розмірів моделей з ливниковою системою розмірів а, б, в, г (рекомендовані у довідниковій літературі, див. таблицю і рис.33).
Розрахункові розміри опок збільшуються до стандартних розмірів, які регламентовані ГОСТ 2133, а також розмірами столу прийнятого формувального обладнання.
Вага відливок |
Розміри в мм |
|||
а |
б |
в |
г |
|
Дрібні (до 100кг) |
20-30 |
35-60 |
50-75 |
0,5 від висоти моделі у півформі |
Середні (100-1000кг) |
50-75 |
75-100 |
100-125 |
|
Крупні (> 1000кг) |
125-175 |
150-200 |
175-200 |
|

Рисунок 33. Схема до визначення розмірів опок.