

Метрология Кубышко УГАТУ
.pdf
|
Содержание |
|
1 |
Назначение посадок для сопрягаемых размеров |
3 |
2 |
Назначение и расчет посадок гладкого цилиндрического соединения |
6 |
3 |
Выбор средства измерения |
11 |
4 |
Расчет допусков звеньев размерной цепи |
12 |
5 |
Расчет предельных размеров и допусков резьбового соединения |
16 |
6 |
Определение предельного значения погрешности косвенного измерения 19 |
|
7 |
Определить погрешность прямого многократного измерения |
20 |
8 |
Методы и средства измерения температуры |
26 |
Библиографический список |
34 |
|
Лист
Изм. Лист |
№ докум. |
Подпись Дата |
2 |
1 Назначение посадок
Для выбора и расчета посадок гладких цилиндрических соединений пользуются методом подобия, то есть устанавливается аналогия конструктивных признаков и эксплуатации проектируемого узла с признаками узлов машин, находящихся в эксплуатации (по справочникам [1,
том 1, стр.297-333]) и назначают рекомендуемые поля допусков и посадки по ГОСТ 25346-89.
1 - соединение деталей стакан 1 и крышка 2, по диаметру 72мм.
Соединение разъемное (крышка в стакане) и имеет дополнительное крепление (болты или винты). То назначаем скользящую посадку. Сборка и
разборка производится без особых усилий. Назначим посадку 72 H8 . h7
Такая посадка применяется для втулок шарикоподшипников с корпусом. Посадка обеспечивает хорошее центрирование.
2 - соединение деталей втулка 4 и вал 12, по диаметру 40мм.
Данная втулка, предназначена для упора подшипников 3 и зубчатого колеса 5, обеспечивает отсутствие качки при передаче крутящего момента зубчатым колесом 5. В данном соединение втулка насаживается на вал. Из функциональных соображений назначена посадка с зазором «скользящая»
40 H8 h7
Данная посадка широко используется для подвижных и неподвижных соединений и относится к числу предпочтительных. Применяется в неподвижных соединениях для установки на валы деталей, передающих крутящие моменты через шпонки (штифты и т.п.) при небольших и спокойных нагрузках. Для неподвижных осей и пальцев в опорах, для закрепляемых компенсационных втулок в корпусах, для центрирующих цилиндрических выступов и заточек во фланцевых соединениях,
передвижные кронштейны на колонках приборов, закрепляемые винтовым
|
|
|
|
|
|
Лист |
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|
3 |
зажимом; сменные шестеренки на валах сельскохозяйственных машин,
шкивы на концах валов барабана молотилки, и т.п.
3 - соединение деталей втулка 9 и червячного колеса 10, по диаметру
80мм.
Данное соединение подробно рассматривается в пункте 2. Назначена
посадка 80 H7 . u7
Данный вид посадки характеризуется большим гарантированным натягом. Применяются, как правило, без дополнительного крепления соединяемых деталей. Детали соединений с такими посадками должны допускать большие напряжения в материале в процессе эксплуатации.
Например, эти посадки используют для установки направляющих втулок клапанов двигателей внутреннего сгорания.
4 - Соединение деталей стакан 7 и корпуса 8, по диаметру 90мм.
Так как неподвижное крепление деталей обеспечивается пайкой, то посадку назначим с зазором «скользящую»,
Посадка 90 H11 h9
Данная посадка предназначается для соединения подвижных и неподвижных соединений малой точности. Применяется в неподвижных соединениях для центрирующих фланцев крышек и корпусов арматуры, для соединений деталей, которых подлежат сварке или пайке и т.п. крышки сальников в корпусах; неподвижные соединения деталей электрической арматуры, пишущих машинок; звездочки тяговых цепей на валах;
сопряжения распорных втулок, расклепываемых частей колонок, желобчатых штифтов и др. в подвижных соединениях эти посадки применяются для неответственных шарниров и роликов, вращающихся на осях; для соединений, в которых одна деталь должна свободно скользить относительно другой при регулировке, затяжке и т.п.; подвижные соединения деталей электроарматуры, шарнир соломоотреза молотилки и др.
Лист
Изм. Лист |
№ докум. |
Подпись Дата |
4 |
5 - Соединение втулки 9 и вала 11, по диаметру 50мм.
Соединение шпоночное, в котором вал под собственной силой тяжести может опуститься, а значит, опустится и шпонка, в результате чего при передаче вращения от колеса к валу вся основная нагрузка сконцентрируется на конце шпонки и она может обломиться. Значит для того, чтобы этого не произошло нужно предотвратить самоопускание вала, что можно сделать за счет натяга вала в отверстии втулки. Назначаем переходную посадку с натягом воспринимающие тяжелые нагрузки, но с дополнительным креплением. Выбираем предпочтительную посадку средней точности 50
H7 . n6
Примеры применения: в зубчатых колесах на валах коробок скоростей токарных станков; зубчатые колеса на промежуточном валу в коробках передач грузовых автомобилей с дополнительным креплением шпонкой; червячное колесо на валу редуктора(крепление шпонкой) и
бронзовые зубчатые венцы червячных колес на чугунных центрах с дополнительным креплением винтами.
6 - Соединение стакана 18 и корпуса 17, по диаметру 90мм.
Назначаем скользящую посадку, для лучшего центрирования деталей
90 H8 h7
7 - Соединение вала 11 и шестерни 14, по диаметру 40мм.
Соединение шпоночное. Выбираем предпочтительную переходную
посадку для лучшего центрирования деталей 40 H7 .
|
|
|
js6 |
|||
8 |
- Соединение вала 12 |
и зубчатого колеса 13. |
||||
Соединение шлицевое, |
посадка D 8x32х36 |
H7 |
х6 |
F8 |
. |
|
|
|
|||||
|
|
|
f 7 js7 |
|||
9 |
- Соединение гайки 6 и вала 11. |
|||||
Лист
Изм. Лист |
№ докум. |
Подпись Дата |
5 |
Соединение резьбовое М42×1,5. Для нормальной дины свинчивания, в
случае среднего класса точности предпочтительной является посадка
6H
М42х1,5 6g ..
10 - Соединение шестерни 5 и вала 12, по диаметру 40мм.
Соединение шпоночное. Посадка выбирается по конструктивным соображениям. Выбираем предпочтительную посадку с натягом средней
точности 40 H7 . js6
2 Расчёт посадок для гладких цилиндрических соединений
с натягом для соединения 9-10
Подсчитаем наименьший расчётный натяг:
|
|
Мкр |
|
C |
С |
|
|
|
|||
N |
|
|
|
1 |
|
2 |
|
|
,мкм, |
где |
|
d l f |
|
E |
|||||||||
minрасч. |
|
E |
|
|
|
||||||
|
|
|
|
|
1 |
2 |
|
|
|
||
l - длина соединения, мм; f - коэффициент трения;
d – номинальный диаметр соединения, мм;
Мкр - крутящий момент, Нмм;
E1, E2- модули упругости материала соединяемых деталей, H/мм2;
для БрАЖ9-4Л Е ≈ 1,1∙1011 Н/м2; для СЧ18-36 Е ≈ 0,9∙1011 Н/м2;
С1, С2 – коэффициенты, определяемые по формулам:
C |
|
1 |
(d1 |
/d)2 |
|
|
и C |
|
|
1 |
(d /d |
2 )2 |
|
|
, где |
1 |
|
1 (d1 /d)2 |
|
1 |
|
2 |
1 (d /d2 )2 |
|
2 |
|
|||||
μ- коэффициент Пуассона.
Коэффициент Пуассона для бронзы и чугуна 0,25.
1 (50/80)2
C1 1 (50/80)2 0,3 1,67
|
|
|
|
|
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
|
|
|
|
|
Лист
6
1 (80/95)2
C2 1 (80/95)2 0,3 3,72
N |
|
120 |
|
1,67 |
|
|
3,72 |
|
|
6 |
мм 3 |
мкм |
|
min расч. |
|
|
|
|
|
|
|
|
3,17 10 |
|
|||
|
|
11 |
|
11 |
|
||||||||
|
|
3,14 0,08 0,065 0,14 |
|
1,1 10 |
|
0,9 10 |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
Внатяг должна быть внесена поправка:
i ш t ц уд в , где
ш - учитывает смятие неровностей контактных поверхностей соединяемых деталей, мкм;
t - учитывает различие рабочей температуры и температуры сборки,
различие коэффициентов линейного расширения материала деталей, мкм;
ц - учитывает деформации деталей от действия центробежных сил,
мкм;
уд - учитывает увеличение контактного давления у торцов охватывающей детали, мкм;
в - учитывает воздействие ударов и вибраций, мкм.
Для материалов с одинаковыми механическими свойствами ш можно рассчитать по формуле:
ш 2 К1Rz1 К2 Rz2 , мкм, где
К1, К2 – коэффициент, учитывающий величину смятия неровностей дл материалов с различными механическими свойствами;
Rz1 и Rz2 - высота неровностей поверхностей вала и отверстия.
Коэффициент К выбираем в зависимости от метода сборки соединения и материалов деталей по таблице 5 [5]:
при механической запрессовке при нормальной температуре К1=0,3, К2
=0,8.
Шероховатости поверхностей деталей выбираем по таблице 2.66 [6]
т.1:
для вала Ra1 = 0,8 мкм, для охватывающей детали Ra2 = 1,6 мкм, т.к.
поверхности деталей обработаны круглым шлифованием.
Лист
Изм. Лист |
№ докум. |
Подпись Дата |
7 |
Rz1 = 4 Ra1 = 4·0,8 = 3,2 мкм;
Rz1 = 4 Ra2 = 4·1,6 = 6,4 мкм.
ш 2(3,2 6,4) 0,25 4.8 мкм
Рассчитаем t :
t |
1 |
tp1 t 2 tp2 t d |
, где |
|
|
|
|
1 |
и 2 - коэффициенты линейного расширения материалов деталей; |
||
tp1 |
и tp2 |
- рабочая температура деталей; |
|
t - температура соединения при сборке; |
|
|
|||
d - номинальный диаметр соединения. |
|
|
|||
Рабочая температура охватывающей детали tp1 70 С , вала - |
tp2 50 С. |
||||
Температура соединения при сборке t 20 С. |
|
||||
1 17,6 10 6 С-1 |
- для бронзы |
|
|
|
|
2 |
10 10 6 - для чугуна. (стр. 187 |
[5] Т1) |
|
|
|
t |
17,6 10 6 70 20 10 10 6 50 20 70 103 40,6мкм |
|
|||
Поправка ц |
для стальных |
деталей |
диаметром до |
500 мм, |
|
вращающихся со скоростью до 47 м/с, составляет 2 мкм, т.е. ц 2 мкм. |
|||||
уд |
определяем по рисунку 1.68 (Т1 [7]) в зависимости от отношений: |
||||
l/d 65/80 0,8;d1 /d 0,6 по 1-му графику |
уд 0,9 мкм |
|
|||
Вибраций и ударов в соединении нет, поэтому в 0. |
|
||||
i 4,8 40,6 2 0,9 0 48,3 мкм
Наименьший функциональный натяг, при котором обеспечивается прочность соединения:
Nmin F Nmin расч i 3 48,3 51,3мкм
По Nmin F подбираем ближайшую по посадку по ГОСТ 25347-82 ( [6] Т1,
таблица1.49): посадка |
H7 |
, Nmin 72мкм, |
Nmax 132мкм |
|
|||
|
u7 |
|
|
Лист
Изм. Лист |
№ докум. |
Подпись Дата |
8 |
Проверим прочность соединяемых деталей при наибольшем табличном
натяге Nmax :
1) давление на поверхности контакта вала и втулки, возникающее под
влиянием натяга:
p |
Nmax |
|
|
132 10 3 |
|
33,37мПа |
||
d(C1 /E1 C2 /E2 ) |
80( |
1,67 |
|
3,72 |
) |
|||
|
1,1 105 |
0,9 105 |
||||||
|
|
|
|
|
|
|
||
2) допустимое давление на поверхности втулки
pдоп вт 0,58 0,2 1 d /d2 2
и на поверхности вала
pдоп в 0,58 0,2 1 d1 /d 2 ,
где 0,2 - предел текучести материала деталей.
Для бронзы БрАЖ9-4Л 0,2 392МН / м2
Для чугуна СЧ 18-36 предел прочности при растяжении
0,2 176 МН / м2
Для втулки pдоп вт 0,58 392 1 80/95 2 164,4Н / мм;
для вала pдоп в 0,58 176 1 (50/80)2 101,7Н / мм
Условие прочности деталей заключается в отсутствии пластической деформации на контактирующих поверхностях деталей, что обеспечивается тогда, когда p<pдоп.
В рассматриваемом соединении р = 33,37 Н/мм;
для втулки pдоп вт = 164,4 Н/мм;
для вала pдоп в = 101,7 Н/мм.
Таким образом, запас прочности втулки:
pдоп.вт 164,4 4,9; pдоп 33,37
запас прочности вала:
|
|
|
pдоп.в |
|
101,7 |
3,05. |
|
|
|
|
|
|
pдоп |
33,37 |
|
|
|||
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Лист |
Изм. |
Лист |
|
№ докум. |
Подпись |
Дата |
|
9 |
||
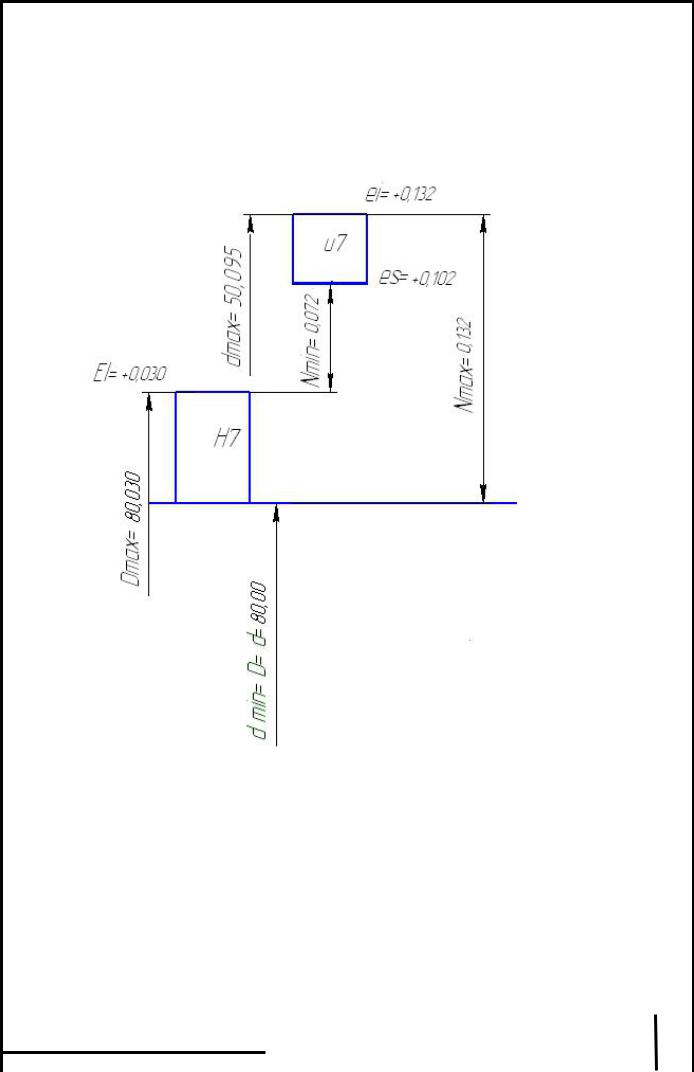
Максимальный натяг в посадке, подобранной по стандарту равен
Nmax 132мкм.
Nmax<Nmax вт; Nmax<Nmax в. - посадка обеспечивает необходимую
прочность соединения.
Рисунок 1 – Схема полей допусков посадки с натягом
|
|
|
|
|
|
Лист |
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
10 |
|
3 Выбор универсальных средств измерений
По ГОСТ 8.051 - 81 определяют допускаемые погрешности измерений
изм.в зависимости от допуска.
< изм.
Для отверстия:ø80Н7 ES=30, EI=0мкм Допуск IT7=30мкм
изм 9мкм
Средства измерения с индексом 7г, 11а, 13а табл.V. РД-50-98-86
1)Индикаторы часового типа (ИЧ и ИТ) с ценой деления 0,01 мм и пределом измерения от 2 до 10 мм, класс точности 1, 7мкм
2)Головки измерительные пружинные (микрокаторы) (10ИГП, 10ИГПГ) с ценой деления 0,01 мм и пределом измерений ±0,30 8мкм
Для вала:
es=102мкм, ei=132мкм
Допуск IT7=30мкм
изм 9мкм
Средства измерения с индексом 4б,5в, 6а*,б табл.V. РД-50-98-86
1)Микрометры гладкие (МК) с величиной отсчета 0,01 мм при настройке на нуль по установочной мере 5мкм
2)Скобы индикаторные (СИ) с ценой деления 0,01 мм, 7мкм
|
|
|
|
|
|
Лист |
Изм. |
Лист |
№ докум. |
Подпись |
Дата |
11 |
|