

-
Исходные данные
Для проектирования индуктора электромагнитного перемешивателя алюминиевых сплавов необходима следующая информация:
-
Масса металла
 ,
т.
,
т. -
Глубина металла в месте предполагаемой установки индуктора
 ,
м.
,
м. -
Толщина футеровки миксера в месте установки индуктора
 ,
м.
,
м. -
Удельная электропроводность алюминия при
 1/Ом м.
1/Ом м. -
Система охлаждения обмотки индуктора – принудительное воздушное.
2. Электромагнитный расчет
2.1. Выбор и расчет параметров, определяющих конструкцию индуктора
Полюсное деление индуктора τ [м] может быть выбрано из соотношения /1,2/
![]() ,
,
где ![]() ;
;
![]() – технологический
зазор (0.005-0.01), м;
– технологический
зазор (0.005-0.01), м;
![]() =3.1415.
=3.1415.
От полюсного
деления зависит скорость затухания
магнитного поля по мере удаления от
поверхности индуктора. Чем больше
![]() ,
тем медленнее затухает магнитное поле,
но при этом возрастают габариты и вес
индуктора.
,
тем медленнее затухает магнитное поле,
но при этом возрастают габариты и вес
индуктора.
При конструировании машин переменного тока стремятся к тому, чтобы индуктируемые в обмотках э.д.с. были синусоидальными. Если э.д.с. индуктируются вращающимся магнитным полем, то для этого необходимо, чтобы распределение магнитной индукции вдоль воздушного зазора было также синусоидальным. Наиболее оптимальным вариантом является трехфазная система. Однако для линейных индукционных машин применяемых в металлургии существуют свои особенности, такие как большая токовая нагрузка, глубокий паз, большой немагнитный зазор. Ввиду большого зазора между индуктором и поверхностью металла, зубчатость сердечника индуктора мало оказывает влияние на форму магнитного поля в металле. Поскольку двухфазные обмотки имеют более простую конструкцию, в частности могут быть выполнены в виде плоских секций, им, как правило, отдают предпочтение.
По причине ограничений длины индуктора из-за размещения его между летками, минимального нарушения механической прочности и тепловых потерь плавильно–литейного агрегата целесообразно использовать двухполюсную машину.
Исполнение обмотки с перегибом лобовых частей, аналогично статорной обмотке асинхронных машин затруднено из-за больших сечений проводников. Вследствие этого в /3/ было предложено располагать пазовые части катушек разных фаз в двух или более плоскостях. Такое решение значительно упрощает технологию и удешевляет изготовление индукторов.
На рис. 1 и рис. 2 представлены двухфазные двухполюсные обмотки. На рис. 2 представлена обмотка в виде трех катушечных групп. Катушка или группа катушек первой фазы располагается в средней части магнитопровода, обмотка второй фазы состоит из двух катушек или двух групп катушек,
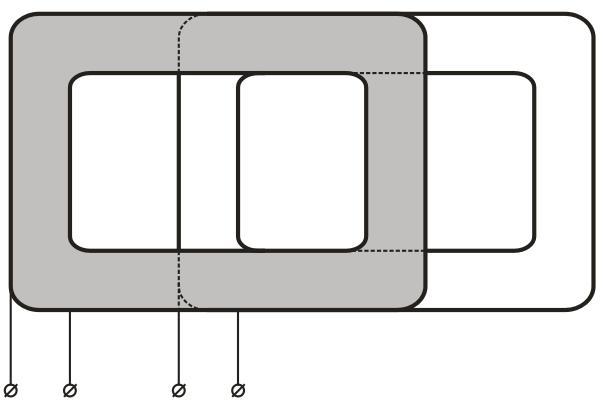
Рис. 1
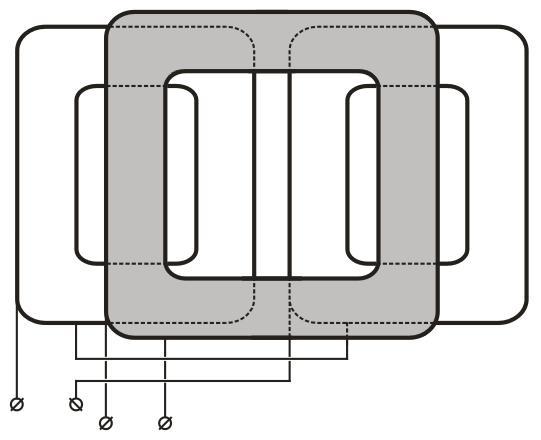
Рис. 2
![]()
![]()
![]()
![]()
![]()
Рис. 3
которые укладываются по краям магнитопровода с нахлестом на катушки средней фазы и соединяются последовательно. Для выравнивания
индуктивных сопротивлений фаз число витков крайней фазы увеличивают на 28÷35 %.
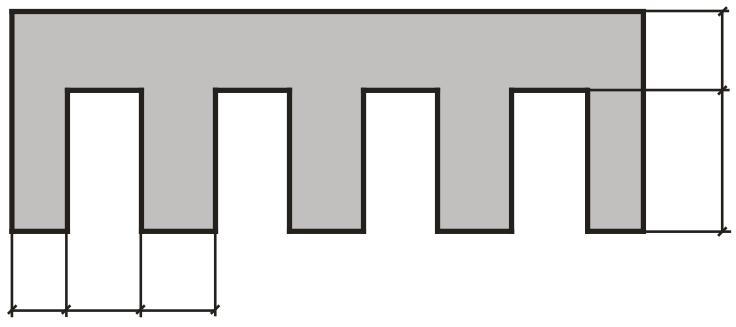
Ширины зубцов
![]() и пазов
и пазов
![]() сердечника индуктора определяются
согласно выбранному типу обмотки
индуктора. Для двухкатушечного индуктора
суммарная ширина пазов равна суммарной
ширине зубцов. Причем ширина центральных
зубцов равна ширине пазов
сердечника индуктора определяются
согласно выбранному типу обмотки
индуктора. Для двухкатушечного индуктора
суммарная ширина пазов равна суммарной
ширине зубцов. Причем ширина центральных
зубцов равна ширине пазов
![]() ,
а ширина крайних зубцов равна половине
ширины паза
,
а ширина крайних зубцов равна половине
ширины паза
![]() (рис. 3). Если индуктор трехкатушечный,
то в пазы сердечника укладывается только
катушка одной (центральной) фазы. Ширина
крайних зубцов равна ширине пазов
(рис. 3). Если индуктор трехкатушечный,
то в пазы сердечника укладывается только
катушка одной (центральной) фазы. Ширина
крайних зубцов равна ширине пазов
![]() ,
а ширина центрального зубца на 80% больше,
чем ширина паза (рис. 4).
,
а ширина центрального зубца на 80% больше,
чем ширина паза (рис. 4).
Для определения
количества витков индуктора
![]() необходимо задаться линейной токовой
нагрузкой АS
[А/м]. Обычно АS
принимают в пределах 1.3
необходимо задаться линейной токовой
нагрузкой АS
[А/м]. Обычно АS
принимают в пределах 1.3![]() 2
2![]()
![]() ,
в зависимости от объема перемешиваемого
металла и времени перемешивания.
,
в зависимости от объема перемешиваемого
металла и времени перемешивания.
![]() ,
,
где I – фазное значение тока.
Величина тока определяется из характеристик источника питания низкой частоты или принимается от 200 до 350 А.
Согласно выбранному
типу обмотки определяем число витков
на фазу
![]() .
.
Сечение проводника
![]() выбирается исходя из допустимого
значения плотности тока в зависимости
от типа охлаждения обмотки индуктора.
Для воздушного охлаждения максимальное
значение плотности тока составляет,
выбирается исходя из допустимого
значения плотности тока в зависимости
от типа охлаждения обмотки индуктора.
Для воздушного охлаждения максимальное
значение плотности тока составляет,
![]() [
[![]() ],
],
![]() .
.
В приложении представлен сортамент медного проводника, по которому можно определить размеры проводника соответствующего рассчитанному сечению. Для повышения технологичности процесса,

![]()
![]()
![]()
![]()
![]()
![]()
Рис. 4
![]()
Изоляция паза
Изоляция проводника
Изоляция секции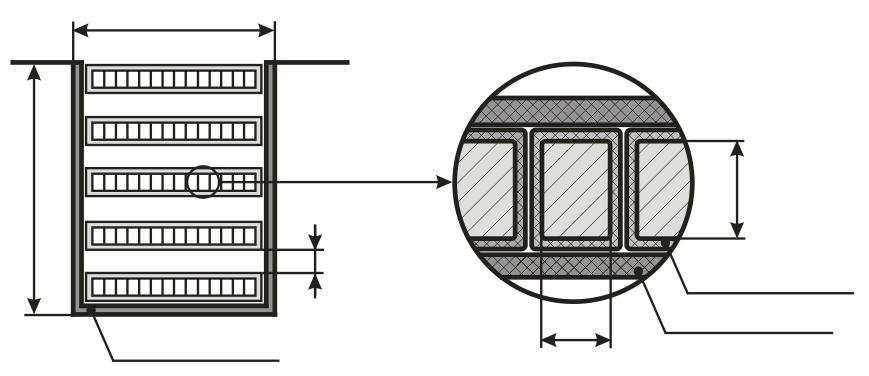
![]()
![]()
![]()
![]()
Рис. 5

![]()
Рис. 6
соотношение сторон
(![]() )
медной шины лучше выбрать 1:4, что облегчит
намотку секций.
)
медной шины лучше выбрать 1:4, что облегчит
намотку секций.
Определение
количества проводников в секции
![]() (рис. 5).
(рис. 5).
![]() ,
,
где
![]() – пазовая изоляция;
– пазовая изоляция;
![]() – изоляция
проводника;
– изоляция
проводника;
![]() – изоляция секции.
– изоляция секции.
После определения количества витков в секции необходимо уточнить ширину паза.
Число секций
![]() на фазу,
на фазу,
![]() .
.
Далее в расчетах
используется усредненное количество
числа секций
![]() ,
,
![]() .
.
Число элементарных
пазов на полюс и фазу
![]() ,
,
![]() .
.
Ширина эквивалентного
паза
![]() ,
,
![]()
![]() .
.
Высота паза
![]() (рис. 5),
(рис. 5),
![]()
![]() ,
,
где ![]() – высота воздушного зазора,
– высота воздушного зазора,
![]() – количество воздушных зазоров,
– количество воздушных зазоров,
![]() – высота необходимая для крепления
катушек в пазу.
– высота необходимая для крепления
катушек в пазу.
Высота эквивалентного
паза
![]() ,
,
![]()
![]() .
.
Коэффициент распределения обмотки
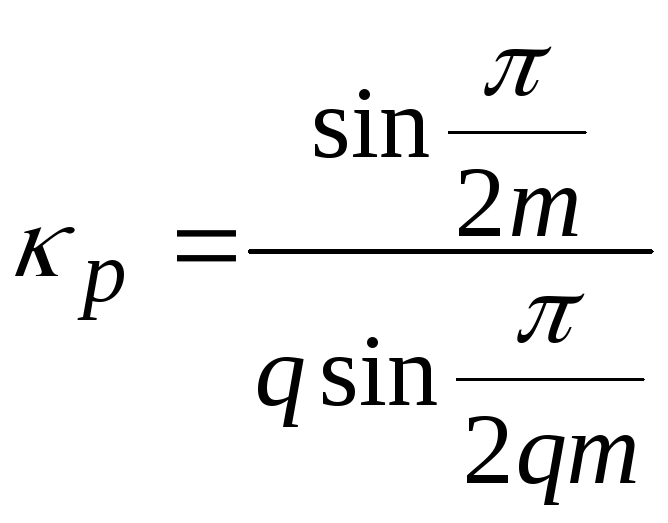 .
.
Относительный шаг обмотки
![]() .
.
Коэффициент укорочения шага обмотки
![]() .
.
Обмоточный коэффициент
![]() .
.
Активная ширина
статора (рис. 6),
![]()
![]() ,
,
где ![]() -
высота металла в месте установки
индуктора.
-
высота металла в месте установки
индуктора.
Ширина распределения
поля статора,
![]()
![]() .
.
Эквивалентное
увеличение активной ширины статора за
счет выпучивания поля,
![]()
![]() .
.
Приведенная
эквивалентная ширина статора,
![]()
![]() .
.