

Анализ трудоемкости изготовления печатных плат для автомобильных часов
На рис 4.15 представлено 4 вида печатных плат, которые используются в автомобильных часах различных моделей "Жигулей" Найдем наиболее удобный для производства вариант печатной платы.
Характерной особенностью всех плат является сложность внешнего контура формы, которая затрудняет и ее изготовление, и установку элементов

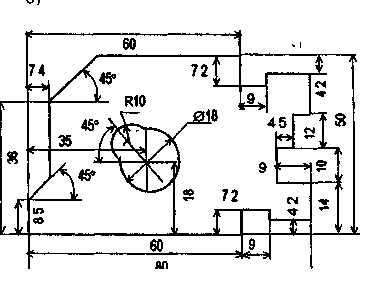

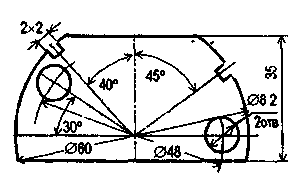
Рис.4.15. Печатные платы для автомобильных часов: а - АЧК-1, 6 - АЧК-1М, в-АЧК-12М. г-АЧК-12.
Контур удобно представит как совокупность линий и дуг. Наличие прямых линий в контуре облегчает обработку, дуги всегда способствуют усложнению и затруднению получения формы, если это не деталь вращения. Однако чем больше линий образуют контур, тем он сложнее.
Усложнение формы создают внутренние отверстия, которые требуют соблюдения допусков и увеличивают время изготовления платы. Естественно, если от отверстий нельзя отказаться, то предпочтительными являются круглые, более сложно получаются прямоугольные и еще сложнее получение овальных и подобных им отверстий.
Важной производственной характеристикой считается материалоемкость детали, определяющая долю материала, которая остается на предприятии в виде отходов, стружки, не входит в состав изделия и реализуется по цене отходов производства. Естественно, каждое предприятие заинтересовано, чтобы как можно большая часть используемых материалов входила в состав изделия и следовательно продавалась по цене изделия, а не по цене вторичного сырья. Расчет этого параметра представлен в приложении 4. Форма детали количественно определяется размерами. Предпочтительны несопрягаемые размеры или размеры с допусками 13, 14 квалитетов.
Очевидно, чем больше сопрягаемых размеров, тем выше требования к их точности, тем выше вероятность получить затруднения при сборке.
Критерий для выбора были выбраны по рекомендациям раздела 2.3. Графически система критериев представлена на рис. 4.16.

Рис.4.16. Система критериев для выбора печатной платы от автомобильных часов.
Для анализа использовались обобщенные критерии, типичные для такого класса деталей. В условиях крупносерийного производства важное значение приобретает расход материала на изготовление платы - материалоемкость, которая определяется как размерами платы, так и сложностью внешнего и внутреннего контуров формы. Размеры определяют форму платы и трудоемкость изготовления пресс-формы для вырубки этого контура. Критерий «форма отверстий» учитывал форму отверстий, не связанных с установкой элементов на плате. Анализ соответствия образцов плат выбранным критериям производился согласно шкале оценок табл.3.2 и рис.3.1. Материалоемкость находилась по методике приложения 4. Балльные оценки найденных коэффициентов использования материала, а также других критериев находились графически с использованием линейных шкал приоритетов согласно рис. 4.17.

Рис.4.17. График для нахождения балльных оценок критериев: ME - коэффициент материалоемкости, КЛ - количество линий, СР - количество сопрягаемых размеров, КД - количество дуг, КО - количество отверстий, НСР - количество несопрягаемых размеров
Результаты анализа представлены в табл. 4.19
Таблица 4.19 Анализ и оценка соответетствия вариантов детальным критериям (уровень 3)
Варианты |
Критерий C1 Материалоемкость |
Критерий С2 Кол. линий |
|
Параметр Суждение Баллы |
Параметр Суждение Баллы |
А1 АЧК-1 |
0,518 трудно сказать 5 |
6 очень мало 8 |
А2 АЧК-1М |
0,857 высокая 8 |
8 мало 7 |
А3 АЧК-12М |
0,972 очень высокая 9 |
11 довольно мало 6 |
А4 АЧК-12 |
0,796 достаточно высокая 7 |
19 много 3 |
Варианты |
Критерий C3 Кол. дуг |
Критерий С4 Кол. отверстий |
|
Параметр Суждение Баллы |
Параметр Суждение Баллы |
А1 АЧК-1 |
5 трудно сказать 5 |
2 достаточно мало 8 |
А2 АЧК-1М |
2 мало 8 |
2 достаточно мало 8 |
А3 АЧК-12М |
0 очень мало 9 |
0 очень мало 9 |
А4 АЧК-12 |
0 очень мало 9 |
1 мало 9 |
Варианты |
Критерий C5 Форма отверстий |
Критерий С6 Кол. сопрягаемых размеров |
|
Параметр Суждение Баллы |
Параметр Суждение Баллы |
А1 АЧК-1 |
круг достаточно простая 5 |
10 скорее мало 6 |
А2 АЧК-1М |
круг достаточно простая 5 |
8 довольно мало 7 |
А3 АЧК-12М |
Нет 9 |
9 скорее мало 6 |
А4 АЧК-12 |
Элл. Трудно сказать 5 |
19 скорее много 4 |
Варианты |
Критерий C7 Кол. несопрягаемых размеров |
|
Параметр Суждение Баллы |
А1 АЧК-1 |
2 достаточно мало 3 |
А2 АЧК-1М |
1 мало 2 |
А3 АЧК-12М |
2 достаточно мало 3 |
А4 АЧК-12 |
6 скорее мало 6 |
Дальнейшая обработка результатов анализа производилась с помощью метода расстановки приоритетов с изменяющимися коэффициентами aij.
Расчет выполняется следующим образом:
на основании результатов анализа строиться матрица парных сравнений. Количественные оценки результатов сравнений заносится в матрицу по правилу:
по формулам находятся численные значения приоритетов Si и Xi.
; ; …;
находятся предельные оценки интервала значений Si и определяется их отношение.
KR=Smax/Smin; Smax = max {S1, S2, …, SN}; Smin = min {S1, S2, …, SN}
находится коэффициент корректировки Y оценок парных сравнений
![]() ,
где N
– размерность матрицы;
,
где N
– размерность матрицы;
корректируются оценки парных сравнений aij
строится матрица парных сравнений с использованием скорректированных оценок.
находятся новые значения приоритетов Si и Xi.
определяется погрешность вычислений
εk ≤ |Si(k) – Si(k-1)| или εk ≤ |Xi(k) – Xi(k-1)|
![]()
если условие не выполняется, находятся новые значения Y, и процесс вычислений повторяется до выполнения этого условия
Чтобы сократить количество итераций и объем вычислений, в примере погрешность вычисления приоритетов была выбрана равной εдоп ≤ 0,02.
Определение приоритетов критериев Итерация 1
|
С1 |
С2 |
С3 |
С4 |
С5 |
С6 |
С7 |
Сумма |
Норм |
С1 |
1 |
2 |
1 |
1 |
2 |
2 |
1 |
10 |
0,204081633 |
С2 |
0 |
1 |
2 |
2 |
2 |
0 |
1 |
8 |
0,163265306 |
С3 |
1 |
0 |
1 |
2 |
2 |
1 |
2 |
9 |
0,183673469 |
С4 |
1 |
0 |
0 |
1 |
0 |
0 |
0 |
2 |
0,040816327 |
С5 |
0 |
0 |
0 |
2 |
1 |
1 |
0 |
4 |
0,081632653 |
С6 |
0 |
2 |
1 |
2 |
1 |
1 |
2 |
9 |
0,183673469 |
С7 |
1 |
1 |
0 |
2 |
2 |
0 |
1 |
7 |
0,142857143 |
|
|
|
|
|
|
|
|
49 |
1 |
max= 10
min= 2
отн= 5
корр= 0,751182092
MA= 1,751182092
MI= 0,248817908
|
С1 |
С2 |
С3 |
С4 |
С5 |
С6 |
С7 |
С1 |
1 |
1,751182092 |
1 |
1 |
1,751182092 |
1,751182092 |
1 |
С2 |
0,248817908 |
1 |
1,751182092 |
1,751182092 |
1,751182092 |
0,248817908 |
1 |
С3 |
1 |
0,248817908 |
1 |
1,751182092 |
1,751182092 |
1 |
1,751182092 |
С4 |
1 |
0,248817908 |
0,248817908 |
1 |
0,248817908 |
0,248817908 |
0,248817908 |
С5 |
0,248817908 |
0,248817908 |
0,248817908 |
1,751182092 |
1 |
1 |
0,248817908 |
С6 |
0,248817908 |
1,751182092 |
1 |
1,751182092 |
1 |
1 |
1,751182092 |
С7 |
1 |
1 |
0,248817908 |
1,751182092 |
1,751182092 |
0,248817908 |
1 |
|
Сумма |
Норм |
εдоп |
С1 |
9,253546276 |
0,188847883 |
0,015233749 |
С2 |
7,751182092 |
0,15818739 |
0,005077916 |
С3 |
8,502364184 |
0,173517636 |
0,010155833 |
С4 |
3,244089539 |
0,066205909 |
0,025389582 |
С5 |
4,746453724 |
0,096866403 |
0,015233749 |
С6 |
8,502364184 |
0,173517636 |
0,010155833 |
С7 |
7 |
0,142857143 |
0 |
|
49 |
1 |
|
Определение локальных приоритетов вариантов по детальным критериям уровня 3.
Таблица 4.20 Принятые обозначения