

Термины и пояснения
Таблиц а 3 0
Термин Пояснение
Ванная сварка Процесс, при котором расплавление торцов стыкуемых стержней происходит, в основном, за счет тепла ванны расплавленного металла
 Ванная
Ванная
![]() сварка Процесс
ванной
сварки, котором
подача
сварочной
проволоки
в
зону
свар
сварка Процесс
ванной
сварки, котором
подача
сварочной
проволоки
в
зону
свар
ки производится а управление дугой или держателем — вручную
Ванная одноэлектродная сварка Процесс ванной сварки, при котором электродный материал в виде одиночно
го (штучного) электрода подается в зону сварки вручную
Дуговая механизированная сварка Процесс сварки, при котором электродный материал в виде порошковой про
![]()
Инвентарная форма Приспособление многоразового (медь, графит) использования, обеспечиваю
![]()
 Стальная
скоба-накладка Вспомогательный
элемент,
обеспечивающий
формирование
сварного
шва,
яв
Стальная
скоба-накладка Вспомогательный
элемент,
обеспечивающий
формирование
сварного
шва,
яв
![]() неотъемлемой
частью
соединения
и
воспринимающий
часть
нагрузки
при
работе
соединения
в
конструкции
неотъемлемой
частью
соединения
и
воспринимающий
часть
нагрузки
при
работе
соединения
в
конструкции
Крестообразное соединение Соединение стержней, сваренных в месте пересечения
Осадка (л, мм) стержней в кресто Величина вдавливания стержней друг в друга на участке, нагретом при контак
образных соединениях тной сварке до пластичного состояния
 и
фор Элементы,
состоящие
из
остающейся
стальной
полускобы-накладки
и
инвен
и
фор Элементы,
состоящие
из
остающейся
стальной
полускобы-накладки
и
инвен
мующие тарной медной полуформы
Дуговая механизированная сварка Процесс, в котором весь цикл сварки выполняется в заданном автоматическом
под
![]() без
присадочного
метал
без
присадочного
метал
ла
режиме
Дуговая ручная сварка с малой Процесс, в котором вспомогательные операции частично механизированы, а механизацией под флюсом без приса весь цикл сварки выполняется вручную
дочного металла
ОЦЕНКА ЭКСПЛУАТАЦИОННЫ Х КАЧЕСТВ СВАРНЫХ СОЕДИНЕНИЙ
 Комплексная
оценка
в
баллах
эксплуатационных
качеств
сварных
соединений
Комплексная
оценка
в
баллах
эксплуатационных
качеств
сварных
соединений
ударная
вязкость,
металлографические
факторы
и
др.)
в
зависимости
от
типа
соединения
и
способа
сварки,
марки
стали
и
диаметра
арматуры,
а
также
температуры
эксплуатации
(изготовления)
при
статических
нагруз
ках
приведена
в
табл.
![]() Пр
и
оценке
эксплуатационных
качеств
при
многократно
повторяемых
нагрузках
значения
баллов
следует
ориентировочно
снижать
на
один
по
сравнению
с
принятыми
значениями
при
стати
ческих
нагрузках.
При
этом
дополнительно
следует
пользоваться
нормативными
документами
на
проектирова
ние
железобетонных
конструкций
зданий
и
сооружений
различного
назначения.
Пр
и
оценке
эксплуатационных
качеств
при
многократно
повторяемых
нагрузках
значения
баллов
следует
ориентировочно
снижать
на
один
по
сравнению
с
принятыми
значениями
при
стати
ческих
нагрузках.
При
этом
дополнительно
следует
пользоваться
нормативными
документами
на
проектирова
ние
железобетонных
конструкций
зданий
и
сооружений
различного
назначения.
Баллы
для
сварных
соединений
арматуры
назначены
из
условия
![]() регламентированной
техно
регламентированной
техно
логии изготовления арматурных и закладных изделий.
Дл я сварных соединений горячекатаной арматурной стали:
5
—
гарантируется
![]() исходному
металлу
и
пластичное
разрушение;
исходному
металлу
и
пластичное
разрушение;
4
—
сварное
соединение
удовлетворяет
требованиям
ГОСТ
![]() предъявляемым
к
стали
в
исходном
предъявляемым
к
стали
в
исходном
состоянии;
3 — сварное соединение удовлетворяет требованиям ГОСТ 10922, предъявляемым к сварным соедине
ниям.
![]()
![]()
![]() арматурной
арматурной
5 — сварное соединение удовлетворяет требованиям ГОСТ 10884, предъявляемым к стали в исходном
состоянии,
и
характеризуется
пластичным
![]()
4 — временное сопротивление разрыву сварного соединения может быть ниже нормируемого по
![]()
![]()
3 — временное сопротивление разрыву сварного соединения может быть ниже нормируемого по
![]()
![]()
![]()
![]()

![]()

Извлечение из ГОСТ 14098-91 115

![]()

![]()
 качества
всех
типов
сварных
соединений
арматуры
класса
A-
I
марок
СтЗсп
и
СтЗпс
должны
оцениваться
так
же,
как
арматуры
класса
качества
всех
типов
сварных
соединений
арматуры
класса
A-
I
марок
СтЗсп
и
СтЗпс
должны
оцениваться
так
же,
как
арматуры
класса
![]() марки
марки
![]() а
класса
A-
I
марки
а
класса
A-
I
марки
![]() —
как
арматуры
класса
—
как
арматуры
класса
![]() марки
Сг5сп
и
марки
Сг5сп
и
![]()
![]()
 2.
Эксплуатационные крестообразных
соединений
проволочной
арматуры
классов
2.
Эксплуатационные крестообразных
соединений
проволочной
арматуры
классов
![]() и
приложением
не
регламентируют
в
связи
с
отсутствием
требований
к
химическому
составу
и
приложением
не
регламентируют
в
связи
с
отсутствием
требований
к
химическому
составу
стали. Требования к качеству таких соединений приведены в ГОСТ 10922.
![]()
![]() марки
10ГТ
может
применяться
до
температуры
минус
70
*С
марки
10ГТ
может
применяться
до
температуры
минус
70
*С
4. Сварные соединения арматуры класса Ат-VCK оценивают на один балл ниже соединений из арматуры класса Ат-V при температуре эксплуатации до минус 40 *С включ.
 5.
Сварные
соединения и
5.
Сварные
соединения и
![]() оценивают
на
один
балл
ниже
соединений,
приве
оценивают
на
один
балл
ниже
соединений,
приве
денных в той же группе.
![]() Буквы
НД,
TH
и
НЦ
соответственно
обозначают,
что
соединения
к
применению
не
допускаются,
соединения
технологически
невыполнимы
и
соединения,
применение
которых
нецелесообразно.
Буквы
НД,
TH
и
НЦ
соответственно
обозначают,
что
соединения
к
применению
не
допускаются,
соединения
технологически
невыполнимы
и
соединения,
применение
которых
нецелесообразно.
Условно е обозначение сварного соединения имеет следующую структуру:

![]()
![]()
Таблиц а 22

![]()
![]()
![]() допускается до
диаметра
допускается до
диаметра
![]() мм.
мм.
![]()
Таблиц а 23
![]()

![]()
![]()
![]()
![]()
 D
мм
D
мм

![]()

![]()
![]()
![]() 8
мм.
8
мм.
2. См. примечание 2 к табл. 9.
![]()
![]() 12
12
![]()
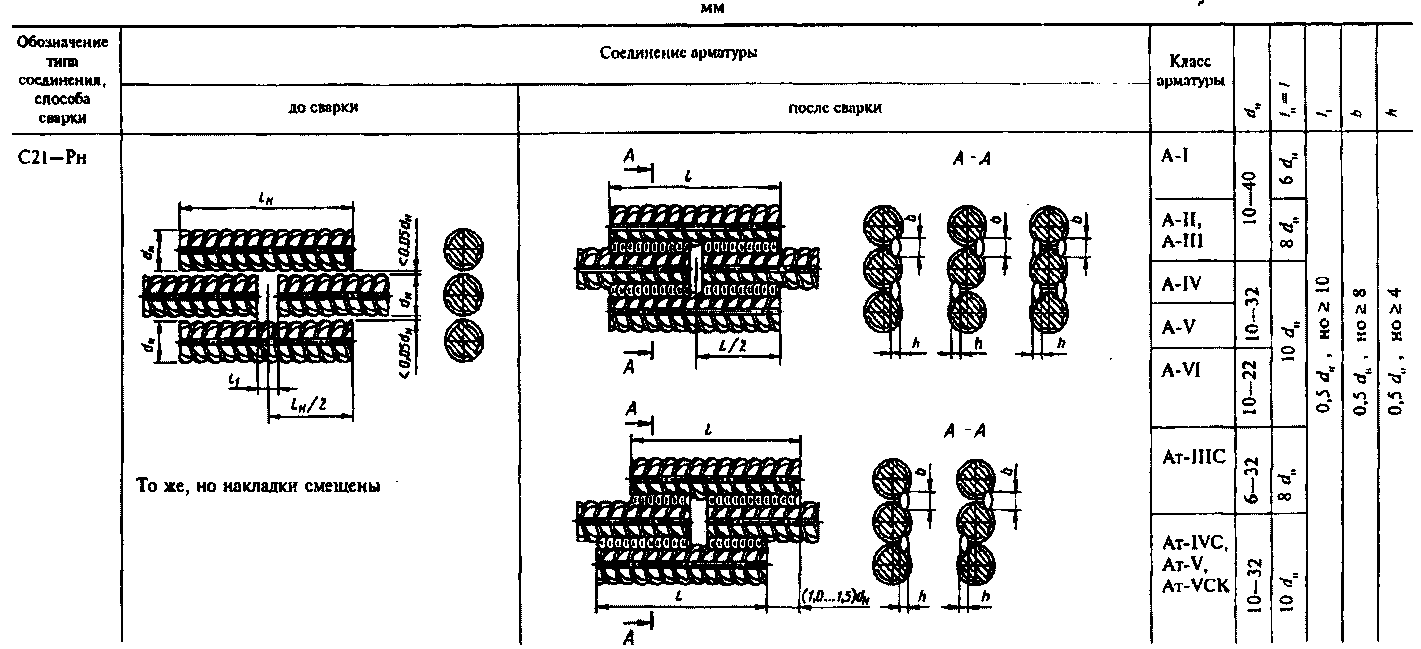
 Соединения
арматуры
классов Ат-V
следует
выполнять
со
смешенными
накладками,
накладывая
швы
в
шахматном
порядке.
Соединения
арматуры
классов Ат-V
следует
выполнять
со
смешенными
накладками,
накладывая
швы
в
шахматном
порядке.
![]()
![]() последнее
кроме
стали
классов
последнее
кроме
стали
классов
![]() и
и
![]()
3. Допускаются двусторонние швы длиной 4 rf, для соединения классов A-I, A-II и A-III.
4.
Соединения
арматуры
класса
Ат-V
допускаются
только
из
стали
марки
![]()
![]()

![]()
Таблиц а 14


![]()
![]() для
соединений
арматуры
классов
A-I
и
для
соединений
арматуры
классов
A-I
и
![]() (из
стали
марки
10ГТ).
(из
стали
марки
10ГТ).
![]()
![]()
![]() кроме
арматуры
классов и (из
стали
марки
Ст5).
кроме
арматуры
классов и (из
стали
марки
Ст5).
![]()
![]() 2
2

![]()
![]()
![]()
![]() Величины не
совпадающие
с
приведенными,
следует
округлять
до
Величины не
совпадающие
с
приведенными,
следует
округлять
до
![]() величины,
указанной
в
таблице.
величины,
указанной
в
таблице.