

методичка ЛОГИСТИКА
.pdfvk.com/club152685050 | vk.com/id446425943
4.Привязать срок окончания всех работ к конкретной календарной дате и обратно ходу производственного процесса определить календарные сроки начала и окончания каждой работы.
5.Указать области применения и назначение цикловых графиков.
Тема 1.5. Построение подетально-пооперационных календарных планов-графиков
Задача 1.10
Используя данные табл. 6, построить КПГ для двух любых вариантов запуска предметов в обработку по форме, приведенной в табл. 8. На КПГ указать Тц.с – совокупную длительность производственного цикла обработки партий предметов всех наименований и Тцi – длительность производственного цикла обработки партии предметов i-го наименования (ТцА,
ТцВ, ТцС, ТцD). На основе КПГ определить в сменах Тц.с, ТцА, ТцВ, ТцС, ТцD, время пролеживания партии предметов каждого наименования в межопераци-
онном пролеживании, время простоя каждого станка. Рассчитать Тц.с цепным (табличным) методом, сравнить результат с величиной Тц.с по КПГ. Выбрать из двух вариантов КПГ лучший, обосновать выбор.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 8 |
|
Подетально-пооперационный календарный план-график |
|
|
||||||||||||||
|
|
обработки предметов |
|
|
|
|
|
|
|
|
||||||
Операции |
Рабочие дни и смены |
|
|
|
|
|
|
|
|
|||||||
(рабочие места) |
|
1 |
2 |
|
|
3 |
|
4 |
|
5 |
6 |
|
… |
|
|
|
|
I |
II |
I |
II |
I |
II |
I |
II |
I |
II |
I |
II |
I |
II |
I |
II |
Токарная |
А1 |
В2 |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
А2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сверлильная |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
В1 |
|
|
А3 |
|
|
|
|
|
|
|
|
|
|
|
|
Фрезерная |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
А4 |
|
|
В3 |
|
|
|
|
|
|
Шлифовальная |
|
|
tпр |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
tпр |
|
|
|
|
|
|
|
|
|
||
|
|
Тц |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ол |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Т |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тц. |
|
|
|
|
|
|
t |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
22

vk.com/club152685050 | vk.com/id446425943
Расчетное задание 4 на тему «Построение подетально-пооперационных
календарных планов-графиков»
Требуется
1. Задать технологический маршрут обработки предметов по операциям. Например:
для предмета А: Ф – С – Ш;
для предмета В: Т – С – Ф – Ш;
и т.д.
В дальнейшем эти маршруты менять нельзя. В маршруте могут быть не все указанные в табл. 6 операции.
2. Из общего числа вариантов запуска предметов в обработку, которое для данного примера равно I! = 4! = 24 варианта, произвольно выбрать два варианта, например:
Вариант 1: A –> B –> D –> C;
Вариант 2: D –> C –> B –> A.
3.Задаться конкретными исходными данными из предельных значений, приведенных в табл. 6.
4.Рассчитать длительность обработки партий предметов по операциям tnij по формуле
tnij ni tij ,j Тсм
где i = 1, I – индекс наименования предмета; j = 1, J – индекс операции; ni
– размер партии предметов i-го наименования, шт.; tij – норма штучного времени обработки предмета i-го наименования на j-й операции, ч/шт.; γj – коэффициент выполнения норм времени по j-й операции; Тсм – длительность смены (8), ч/см.
5.Построить КПГ для каждого из двух вариантов запуска предметов
вобработку по форме, приведенной в табл. 8.
Втабл. 8 индекс у номера детали означает номер операции, т.е. А2
–обработка партии предметов наименования А на второй операции. Время передачи партии предметов с операции на операцию при построении КПГ здесь не учитывается. КПГ строится на время, требуемое для обра-
ботки партий предметов всех наименований (Тц.с).
6. На КПГ указать Тц.с – совокупную длительность производственного цикла обработки партий предметов всех наименований и Тцi – длительность производственного цикла обработки партии предметов i-го наимено-
23
vk.com/club152685050 | vk.com/id446425943
вания (ТцА, ТцВ, ТцС, ТцD), а также примеры простоя оборудования и пролеживания партий предметов в межоперационных заделах.
7. На основе КПГ определить в сменах Тц.с, ТцА, ТцВ, ТцС, ТцD, время пролеживания партии предметов каждого наименования в межоперацион-
ных заделах, время простоя каждого станка.
8.Рассчитать Тц.с цепным (табличным) методом, сравнить результат с величиной Тц.с по КПГ.
9.Убедиться, что параметры КПГ зависят от последовательности запуска предметов в обработку. Выбрать из двух вариантов последовательности запуска предметов в обработку лучший, обосновать выбор.
10.Описать области применения и назначение КПГ.
11.По КПГ рассчитать календарные сроки начала и окончания обработки каждой партии предметов по операциям.
12.Студентам дневного отделения построить оптимальный КПГ по своим данным с помощью пакета прикладных программ WinQSB.
Тема 1.6. Сетевое планирование и управление
Задача 1.11
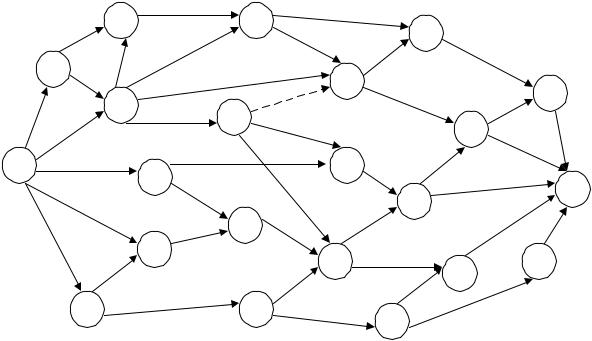
Сетевая модель задана в матричном виде (табл. 9), где на пересечении строк и столбцов, указана продолжительность работы в рабочих днях, требуется:
с помощью алгоритма М.Демукрона упорядочить сеть (методом исключения предков и методом исключения потомков);
ввести новое обозначение вершин графа;
рассчитать параметры сети.
Расчетное задание 5 на тему «Расчет параметров сети»
Исходные данные
Дан сетевой график выполнения комплекса взаимосвязанных работ, приведенный на рис. 2.
Требуется
1.Рассчитать tкр – продолжительность критического (максимального полного) пути.
2.Определить критическую зону сетевого графика – комплекс работ, принадлежащих критическому и подкритическим путям. Подкритические
24
vk.com/club152685050 | vk.com/id446425943
пути по длительности меньше критического пути не более чем на (15 - 20)%.
3.Выбрать две любые работы сетевого графика.
4.Для выбранных работ рассчитать:
а) сроки свершения событий: ранний tрi и поздний tпi сроки свершения i-го события;
б) сроки начала и окончания работ: ранний tрнij и поздний tпнij сроки начала ij-й работы; ранний tроij и поздний tпоij сроки окончания ij-й работы
в) резервы времени событий и работ: резерв Ri свершения i-го события, полный Rпij, свободный Rсвij, частный первого рода Rч1ij, частный второ-
го рода Rч2ij резервы ij-й работы.
5.Привязать исходное событие сетевого графика к календарной дате начала всего комплекса работ и определить календарные сроки начала и окончания двух работ.
6. Описать области применения и преимущество системы сетевого планирования и управления.
Результаты удобно представить в виде таблиц 10 и 11.
Таблица 9
Исходные данные, раб.дн.
|
|
|
|
|
|
|
Вершины потомки |
|
|
|
|
|
|
||||
предки |
|
|
A |
|
B |
|
C |
D |
E |
|
F |
G |
|
H |
|
I |
|
|
A |
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
7 |
Вершины |
B |
10 |
|
|
|
|
|
|
|
|
6 |
8 |
|
|
|
|
|
|
C |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
|
D |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
E |
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
F |
4 |
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
G |
0 |
|
|
|
|
|
|
|
|
|
|
8 |
|
|
||
|
H |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
I |
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 10 |
||
|
|
|
|
|
|
Расчет параметров событий |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Параметр, |
|
|
|
|
|
|
Номера событий |
|
|
|
|
|
|||||
|
дн. |
|
|
1 |
2 |
|
|
… |
|
21 |
|
|
22 |
||||
|
tрi |
|
|
|
|
|
|
|
|
… |
|
|
|
|
|
|
|
|
tпi |
|
|
|
|
|
|
|
|
… |
|
|
|
|
|
|
|
|
Ri |
|
|
|
|
|
|
|
|
… |
|
|
|
|
|
|
|
25
vk.com/club152685050 | vk.com/id446425943
|
|
|
|
|
|
|
|
|
Таблица 11 |
|
|
|
|
Расчет параметров работ |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
Работа |
|
|
|
Параметры работ, раб.дн. |
|
|
|
|||
|
tij |
tрнij |
tпнij |
tроij |
tпоij |
Rпij |
|
Rсвij |
Rч1ij |
Rч2ij |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
7 |
|
|
|
9 |
|
10 |
|
|
1 |
|
|
|
|
|
8 |
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
||
|
|
|
|
|
6 |
|
|
|
10 |
|
7 |
3 |
|
|
|
|
2 |
|
7 |
|
|
|
|
|
|
|
|
||||
|
2 |
|
|
|
|
|
1 |
|
|
|
|
|
|
||
|
|
|
|
12 |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|||
|
|
|
3 |
|
|
|
|
|
2 |
|
|
14 |
5 |
|
|
3 |
|
|
|
5 |
8 |
|
|
|
|
|
|
0 |
|
||
5 |
|
|
|
|
3 |
|
|
|
|
1 |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
2 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
14 |
|
|
|
|
|
|
|
8 |
8 |
|
1 |
|
20 |
|
|
|
|
|
1 |
|
|
12 |
|
|||
|
|
4 |
|
|
|
|
15 |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
8 |
|
5 |
|
3 |
|
12 |
|
2 |
|||
|
|
|
|
|
|
|
|
1 |
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
8 |
|
|
|
|
|
|
|
19 |
|
|
|
2 |
|
|
6 |
|
|
|
2 |
1 |
15 |
|
|
|
6 |
7 |
10 |
|
|
|
|
|
6 |
0 |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
1 |
|
6 |
|
|
2 |
|
|
|
|
|
4 |
|
|
|
|
|
|
|
1 |
|
|||
|
|
|
|
|
|
12 |
|
4 |
|
|
|
1 |
|
||
|
|
|
|
|
|
|
|
|
3 |
|
|
||||
|
|
|
|
|
11 |
|
|
|
|
|
|
9 |
|
|
|
|
|
5 |
|
|
|
1 |
|
8 |
|
1 |
|
4 |
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
Рис. 2. Сетевая модель
Раздел 2 «Организация поточного производства»
Тема 2.1. Организация работы однопредметных непрерывных поточных линий (ОНПЛ)
Задача 2.1
ОНПЛ организована как рабочий непрерывный конвейер с шагом 0,8 м и скоростью движения ленты 3 м/мин. Изделия находятся на конвейере в кассетах по 5 шт. в каждой. Всего на линии выполняется 20 операций. Шаг рабочих мест – 1,2 м. Конструкция включает в себя 3 пешеходных перехода по 3,2 м каждый. ОНПЛ работает в две смены, 10 мин каждый час перерыв. Требуется узнать, какое количество изделий может выпустить линия
26
vk.com/club152685050 | vk.com/id446425943
за плановый период (21 день) и объем незавершенного производства (в натуральном и денежном выражении), если средняя себестоимость одного изделия составляет 540 руб.
Задача 2.2
Рабочий непрерывный сборочный конвейер работает с ритмом 2 мин/ шт. Его шаг 9 м. На конвейере выполняется 58 операций. Рабочие двигаются вслед за конвейером, а затем возвращаются в начало рабочей зоны со скоростью 3 км/час. Рабочие зоны разделены транспортными по 1,5 м каждая. Через конвейер организовано 5 переездов по 8 м каждый. Требуется найти скорость конвейера, длину рабочих зон, общую длину конвейера, время сборки одной машины, число машин, находящихся в сборке, и нагрузку на ленту конвейера, если средняя масса одного изделия составляет 250 кг.
Задача 2.3
ОНПЛ сборки работает в две смены. В планируемом периоде 30 дн. Количество смен – 2. Регламентированный перерыв 6 мин. каждый час. Программа сборки за планируемый период 15000 шт. Шаг распределительного конвейера – 2,2 м. Расположение рабочих мест по одну сторону ленты с шагом 3 м. На линии выполняется 6 операций со следующими штучными временами: 1,4; 3,2; 2,8; 5,4; 1,8; 2,5 мин/шт. Время установки и снятия изделия с ленты конвейера 0,2 мин/шт. Определить ритм линии, число рабочих мест на операциях, число периода конвейера и номера периодов, закрепленных за каждым рабочим местом, длину рабочей части конвейера, суммарную нагрузку на ленту конвейера, если средняя масса одного изделия 0,5 кг, скорость конвейера, полную длину замкнутой части конвейера, если диаметр барабанов 1,2 м.
Задача 2.4
ОНПЛ организована как рабочий непрерывный конвейер с шагом 1 м. Рабочие места расположены по обе стороны конвейера в шахматном порядке, расстояние между смежными рабочими местами по одну сторону составляет 4 м. Число операций на ОНПЛ 40. Линия работает в две смены, каждый час – регламентированный перерыв 5 мин. За сутки планируется выпустить 1200 изделий. Средняя себестоимость одного изделия при его изготовлении на поточной линии составляет 250 руб., а средняя масса - 0,8 кг.
1. Рассчитать параметры ОНПЛ: ритм линии, скорость движения ленты конвейера, общую длину рабочей части конвейера, суммарную нагрузку на ленту конвейера, величину незавершенного производства.
27
vk.com/club152685050 | vk.com/id446425943
2.Построить графическую модель работы конвейера.
3.Ответить на вопрос, как изменятся параметры конвейера, если установить ограничения на предельную нагрузку на ленту конвейера.
Задача 2.5
С ОНПЛ в виде непрерывного рабочего конвейера необходимо выпустить в плановом периоде (21 день) 18000 изделий. Лента конвейера движется с постоянной скоростью 2 м/мин. Рабочие перемещаются вслед за лентой конвейера, а затем возвращаются в начало рабочей зоны со скоростью 4 км/час. Рабочие зоны разделены транспортными зонами по 1,5 м. каждая. На конвейере выполняется 55 операций. Организовано 5 проездов по 4 м каждый. Регламентированный перерыв в работе конвейера - 5 мин. каждый час.
1.Рассчитать параметры конвейера: ритм выпуска изделий, шаг конвейера, длину рабочей зоны, общую длину рабочей части конвейера, число изделий собираемых на ленте, длительность сборки одного изделия.
2.Построить графическую модель работы конвейера.
3.Ответить на вопрос, как изменятся параметры работы конвейера, если увеличить время выполнения операции на 5%.
Задача 2.6
Сборка изделий осуществляется на ОНПЛ в виде распределительного конвейера с непрерывным движением. Процесс сборки включает пять операций со следующими нормами штучного времени по операциям (выбираются студентом индивидуально в пределах установленных интервалов): tшт1 = (1,0 – 2,5) мин/шт.; tшт2 = (2,0 – 4,2) мин/шт.; tшт3 = (6,0 – 7,5) мин/шт.; tшт4 = (1,0 – 2,0) мин/шт.; tшт5 = (4,0 – 6,0) мин/шт. Изделия транспортируются между рабочими местами в кассетах по 5 штук в каждой. Время установки (снятия) кассеты с ленты конвейера составляет 0,6 мин. Скорость движения ленты – 0,1 м/мин. Конвейер работает в две смены, продолжительность смены - 8 час.; регламентированные перерывы составляют 30 мин. в смену. Суточная программа сборки – 460 изделий. Рабочие места расположены по одну сторону конвейера с шагом 2,5 м. Масса одного изделия – 210 г., кассеты 400 г. Себестоимость полуфабрикатов, поступающих на конвейер, – 20 руб., готового изделия, сходящего с конвейера, – 120 руб. (нарастание затрат считать равномерным).
1.Определить: число периода конвейера и номера периода, закрепленные за каждым рабочим местом, общую длину рабочей части конвейера, шаг конвейера.
2.Построить графическую модель конвейера.
28
vk.com/club152685050 | vk.com/id446425943
3. Ответить на вопрос, как изменятся параметры конвейера, если рабочие места будут расположены в шахматном порядке.
Тема 2.2. Организация однопредметной прерывной поточной линии (ОППЛ)
Задача 2.7
На ОППЛ выполняется четыре операции со следующими нормами штучного времени (мин/шт.): t1 = 1,1; t2 = 3; t3 = 0,4; t4 = 5. Период оборота поточной линии Rоб = 4 ч. Количество предметов, обрабатываемых за период оборота, nоб = 80 шт.
1.Построить стандарт-план (календарный план-график) работы ОППЛ на период оборота.
2.Построить эпюру межоперационных и суммарных заделов на
ОППЛ.
3.Определить максимальную величину заделов между операциями.
Задача 2.8
На ОППЛ выполняется пять операций: t1 = 10; t2 = 4; t3 = 3; t4 = 4; t5 = 6 (мин/шт.). Период оборота поточной линии Rоб = 8 ч. Количество предметов, обрабатываемых за период оборота, nоб = 96 шт.
1.Определить число рабочих мест на каждой операции.
2.Построить два варианта стандарт-плана работы ОППЛ.
3.Построить эпюру межоперационных и суммарных заделов на
ОППЛ.
4.Определить максимальную и среднюю величину заделов между операциями.
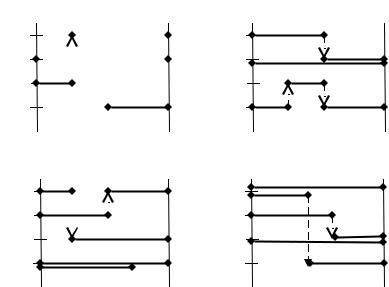
Задача 2.9
Построить эпюры межоперационных заделов для следующих календарных планов-графиков работы ОППЛ (рис. 3):
Задача 2.10
Для механической обработки деталей организована однопредметная прерывная поточная линия (ОППЛ), на которой выполняются шесть технологических операций (штучное время устанавливается студентами самостоятельно в указанных интервалах, мин/шт.): t1 = 2 – 4; t2 = 5 – 7; t3 = 7 –
9; t4 = 10 – 15; t5 = 5 – 8; t6 = 0,5 – 1,5.
ОППЛ работает в одну смену, техническое обслуживание оборудования выполняется в нерабочее время. Квартальная программа выпуска
29
vk.com/club152685050 | vk.com/id446425943
деталей установлена в количестве 5074 шт. В планируемом квартале 54 рабочих дня. Период оборота ОППЛ равен одной смене.
Операции 2 и 5 могут выполнять рабочие любой квалификации. На операции 4 рабочий может одновременно обслуживать 2 станка.
а) |
|
|
|
б) |
|||
1 |
|
|
|
|
|
|
1 |
|
|
|
|||||
оп |
|
|
|
|
|
оп |
|
2 |
|
|
|
|
|
|
2 |
|
|
|
|
|
|
||
оп |
|
|
|
|
|
оп |
|
|
|
|
|
|
|||
3 |
|
|
|
3 |
|||
|
|
|
|||||
оп |
|
|
|
оп |
|||
4 |
|
|
|
4 |
|||
оп |
|
|
|
оп |
|||
в) |
|
|
|
г) |
|||
1 |
|
|
|
1 |
|||
|
|
|
|||||
оп |
|
|
|
|
|
оп |
|
|
|
|
|
|
|||
2 |
|
|
|
|
|
2 |
|
|
|
|
|
||||
оп |
|
|
|
|
оп |
||
3 |
|
|
|
3 |
|||
оп |
|
|
|
оп |
|||
4 |
|
|
|
4 |
|||
оп |
|
|
|
оп |
|||
Рис.3. Календарные планы-графики работы ОППЛ
1.Рассчитать ритм запуска-выпуска одной штуки детали, число рабочих мест на каждой операции.
2.Построить стандарт-план работы ОППЛ, предусмотрев максимальную загрузку рабочих (за счет организации последовательного многостаночного обслуживания) и минимума межоперационных оборотных заделов.
3.Построить эпюру межоперационных заделов.
4.Рассчитать параметры стандарт-плана и свести их в табл. 12.
|
|
|
|
|
|
|
Таблица 12 |
||||
|
|
|
Параметры работы ОППЛ |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
Номер |
Норма |
Количе- |
Номер |
Время |
Коэффици- |
Номер |
|
Величи- |
|||
опера- |
штучно- |
ство ра- |
рабочего |
работы, |
ент загруз- |
рабоче- |
|
на |
|
||
ции |
го вре- |
бочих |
места |
ч |
ки |
го |
|
задела, |
|
||
|
мени, |
мест |
|
|
рабочего |
|
|
шт |
|
||
|
мин/шт. |
|
|
|
места |
|
|
max |
пер |
ср |
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
30
vk.com/club152685050 | vk.com/id446425943
Раздел 3. Закупочная логистика
Тема 3.1. Определение объемов закупки материалов
Задача 3.1
Для продажи организации требуется закупать ежемесячно два вида бытовой техники. Ежемесячная потребность бытовой техники первого вида составляет 9 шт., стоимость заказа партии товара – 600 руб., издержки хранения единицы товара в течение месяца – 400 руб. Для второго вида техники ежемесячная потребность составляет 82 шт., стоимость заказа партии товара – 450 руб., издержки хранения единицы товара в течение месяца – 270 руб.
Определить: оптимальный размер партии закупаемой бытовой техники каждого вида; число заказов в течение месяца; переменные издержки на хранение запасов; разницу между переменными издержками при оптимальном размере партии поставки и случаем, когда поставка всей партии производится в первый день месяца.
Задача 3.2
Для организации розничной торговли необходимо закупить три модели телевизоров, исходные данные по которым приведены в табл. 13.
Определить: оптимальный размер партий поставки телевизоров, число их заказов в течение месяца, переменные издержки на хранение. Результаты свести в табл. 13.
|
|
|
|
|
|
|
|
Таблица 13 |
|
|
|
Расчет оптимальной партии поставки телевизоров |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
Номер |
|
Исходные данные |
|
Результаты расчета |
|
|
|||
модели |
Месяч- |
|
Стоимость |
Затраты на |
Размер |
Число |
Переменные издержки |
||
телеви- |
ная по- |
|
заказа пар- |
хранение 1 |
опти- |
заказов в |
на хранение 1 штуки, |
||
зоров |
треб- |
|
тии руб./ |
штуки в |
мальной |
течение |
руб./шт. |
|
|
|
ность, |
|
парт. |
течение |
партии |
месяца |
при опти- |
|
при разо- |
|
шт. |
|
|
месяца |
постав- |
|
мальной |
|
вой по- |
|
|
|
|
руб./шт. |
ки, шт./ |
|
партии по- |
|
ставке в |
|
|
|
|
|
парт. |
|
ставки |
|
начале ме- |
|
|
|
|
|
|
|
|
|
сяца |
1 |
273 |
|
429 |
27 |
|
|
|
|
|
2 |
191 |
|
516 |
51 |
|
|
|
|
|
3 |
68 |
|
240 |
59 |
|
|
|
|
|
31