

Вибір способу та методу складання.
Для складання виробів існують три способи складання:
Послідовний – використовується, коли вироби, деталі не розділені на окремі вузли;
Паралельний – використовується, коли вироби поділені на вузли, складається незалежно один від одного;
Послідовно паралельний – використовується, коли окремі вузли складаються паралельно, а потім складається весь виріб.
Для виготовлення виробу «Патрубок» була обрана послідовно паралельна схема складання.
Складання виробу „Патрубок”
2
СБ-1
3
4




СБ-3
СБ-2


СБ-4
Виріб
 Послідовність
дій:
Послідовність
дій:
Складаємо дет. поз. „1” з дет. поз. „2”, отримуємо СБ-1.
Складаємо дет. поз. „3” з дет. поз. „5”, отримуємо СБ-2.
Складаємо дет. поз. „2” з дет. поз. „1”, отримуємо СБ-3.
Складаємо СБ-1 з дет. поз. „7”, отримуємо СБ-4.
Ураховуючи що складання – це частина виробничого процесу яка характеризується послідовно паралельним з’єднанням та фіксацією всіх деталей, для отримання виробу я обрав паралельну схему складання для виробу «Патрубок».
Також для виготовлення виробу «Патрубок» було обрано метод неповної взаємозаміни, цей метод передбачає неповну або часткову заміну деталей без підгонки. Цей метод економічно доцільніший при серійному виробництві.
Вибір способів зварювання.
Для виготовлення виробу «Патрубок» було обрано спосіб зварювання Инп ГОСТ 14771-76 – це зварювання в інертному газі неплавким електродом ЭВИ ГОСТ 23949-80 ø2мм з присадкою марки СВ-01Х19Н9 ГОСТ 2246-70 0,8мм. Та ИНи ГОСТ 14771-76 – це зварювання в інертному газі неплавким електродом ЭВИ ГОСТ 23949-80 ø2мм без присадки в імпульсному режимі.
Зварювання неплавким електродом здійснюють на постійному і змінному струмі ручним, напівавтоматичним та автоматичним способами. Постійним струмом на прямій полярності зварюють високолеговані (корозієстійкі, жароміцні сталі), мідь та її сплави, нікель і його сплави, титан завтовшки 0,1...6,0 мм. Як джерела постійного струму використовують ДЖ з полого спадною зовнішньою характеристикою (зварювальні випрямлячі, генератори).
 Змінним
струмом зварюють алюміній, магній та
їх сплави. При цьому в ті на півперіоди,
коли катодом є виріб, його поверхня
бомбардується важкими позитивними
іонами аргону і відбувається катодне
розпилення тугоплавких оксидних плівок
алюмінію або магнію. Тому відпадає
потреба у використанні флюсів для їх
видалення.
Змінним
струмом зварюють алюміній, магній та
їх сплави. При цьому в ті на півперіоди,
коли катодом є виріб, його поверхня
бомбардується важкими позитивними
іонами аргону і відбувається катодне
розпилення тугоплавких оксидних плівок
алюмінію або магнію. Тому відпадає
потреба у використанні флюсів для їх
видалення.
Вибір та розрахунок режимів зварювання.
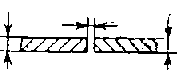
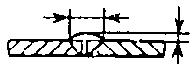
Розрахунок параметрів режиму зварювання шва
ГОСТ 14771-76-С2-ИНп
Визначаю діаметр зварного дроту.
Приймаю dел = 2,0 мм.
Приймаю dпр. дроту =0,8 мм.
Визначаю силу зварювального струму, А :
 (
2.4.1 ) [
10
]
(
2.4.1 ) [
10
]
 ,
приймаю 110, А
,
приймаю 110, А
Визначаю напругу на дузі, В :
Uд = 14+0.05*Ізв , В ( 2.4.2 ) [ 10 ]
Uд = 14+0,05*110 = 19,5, В Приймаю 20 В
Визначаємо площу поперечного перетину шва, мм2
Fn = S*b + 0.75*e*g , мм2 (2.4.3) [ 10 ]
Fn = 1,5*0 + 0.75*5*2 = 7,5 , мм2
 Визначаю
швидкість зварювання , м/год:
Визначаю
швидкість зварювання , м/год:
 (
2.4.4) [
10
]
(
2.4.4) [
10
]
 Приймаю
25 м/год
Приймаю
25 м/год
Визначаю швидкість подачі електродного дроту, м/год:
 (
2.4.5 ) [ 10
]
(
2.4.5 ) [ 10
]
 ,
приймаю 70 м/год
,
приймаю 70 м/год
Визначаю витрати захисного газу :
gг = 0.2*Ізв0.75 , л/хв. (2.4.6) [ 10 ]
gг = 0.2*1100.75 = 6,7 , л/хв. Приймаю 8 л/хв
Таблиця № 4 Параметри режимів зварювання виробу “Патрубок”
Спосіб Зв. |
Тип з’єд-ня |
мм |
Ізв А. |
Uд В. |
Uзв м/год
|
Uпр.др. м/год |
Ø Пр.др. мм. |
Витрати газу л/хв. |
Число проходів |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
ИНп |
С2 |
1,5 |
110 |
20 |
25 |
40 |
0,8 |
8 |
1 |
ИНи |
С1 |
1,5 |
100 |
20 |
20 |
- |
- |
10 |
1 |