1.3 Выбор режима термообработки
Термообработка это совокупность операций нагрева с определенной скоростью до определенной температуры, выдержка при этой температуре и охлаждение с определенной скоростью, с целью изменения внутреннего строения и в связи с этим улучшения физических, механических и технологических свойств.
Цель термообработки - улучшение свойств сплава, расширение диапазона, применение более дешевых сплавов, повышение качества изделий.
Сталь 16ХГТЛ (0,13 – 0,18% С) – обладает не высокой прочностью и твердостью.
Для того, чтобы улучшить свойства стали необходимо провести закалку с 810 – 910 ºС в масло и отпуск при 160 – 170 ºС.
Закалка нужна для получения максимальной твердости после закалки получают максимальную твердость, но высокую хрупкость.
Отпуск обеспечит понижение твердости, прочности, но увеличит пластичность и вязкость, снижает термические напряжения.

10-20
120-180
τ,с τ, час
Рис. 1. График термообработки.
Таблица 4
Режимы термообработки
Вид термообработки |
Температура нагрева, ºС |
Время выдержки, мин |
Среда охлаждения |
Закалка |
910 |
10 – 20 |
Масло |
Отпуск |
170 |
120 - 180 |
На воздухе |
2 Разработка технологического процесса
2.1 Чертеж отливки
Чертеж отливки разрабатывается по чертежу детали с соответствующими требованиями ГОСТа 2. 403 – 79. При этом необходимо решить следующие вопросы:
обозначение исходных базовых поверхностей для разметки и механической обработки.
Базовой поверхностью отливка закрепляется в приспособление при механической обработке.
От базы идет измерение размеров и разметка при механической обработке.
В отливке «рычаг» обозначены 4 базы, базы снизу отливки и с торцов отливки применяются для механической обработки, для замеров при операции рихтовки, для зажатия в специальном приспособлении.
Расположение отливки в форме определяется плоскостью разъема формы и способом формовки. Форма неразъемная, т.к. используется метод литья по выплавляемым моделям. Данную отливку следует располагать в форме так, чтобы к массивным частям отливки осуществлялся подвод металла.
Припуски на механическую обработку назначают на все обрабатываемые поверхности отливки в зависимости от способа литья. Припуски на механическую обработку и допуски на размеры отливок, изготавливаемые методом литья по выплавляемым моделям определяются по второму классу точности ГОСТ 26645 – 85.
Формовочные уклоны выполняются в пресс-форме для того, чтобы лучше вынималась модель.
Радиусы переходы в сопрягаемых поверхностях выполняется для предотвращения образования острых углов, в которых возникают напряжения и отливка может покоробится.
Обозначение класса точности и шероховатости. Отливки изготовленные методом литья по выплавляемым моделям получаются с высоким классом точности и высоким классом шероховатости поверхности приведены в ГОСТ 26645 – 85. Отливка «рычаг» изготавливается с 6 классом шероховатости и 9 – 10 классом точности.
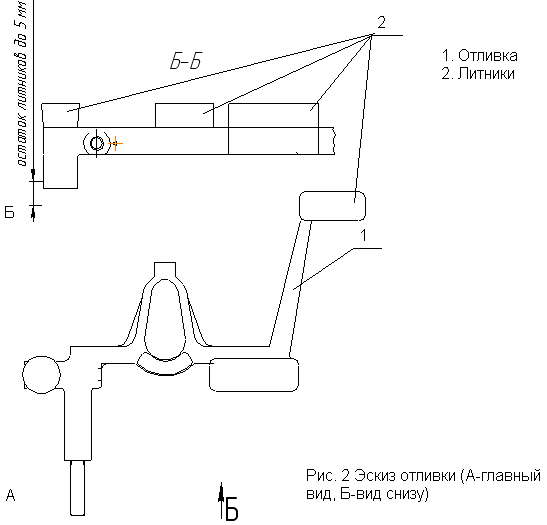
Изображение остатков питателей. Остаток питателя – не более 5 миллиметров.
Обозначение места клеймения маркировки и замера твердости. Отливка клеймится и маркируется в удобных местах на поверхности.