

Материалы и инструменты применяемые в изготовлении ювелирного гарнитура.
Материалы:
Бура.
Проволока.
Лимонная кислота.
Порофин.
Доводочная паста.
Инструменты:

Набор из 4-х ювелирных пинцетов (120 мм)

Штангенциркуль ШЦ-125 кл.2 /Р/"MATRIX.

Весы.

Очки бинокулярные.
f
Надфили.

Вальцы ручные.

Ножницы по металлу.

Плоскогубцы.

Круглогубцы.

Кусачки.
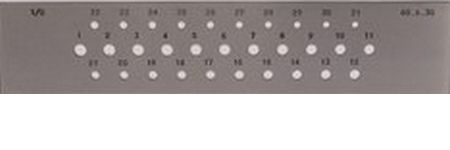
Фильеры профильные круглые d=3,0-6,0 (30 отверстий).
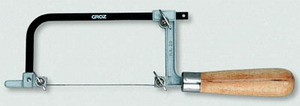
Лобзик прорезной – раздвижной.

Флюс для пайки.

Паста гои.

Горелка бензиновая ГБ - 3 (1300 градусов).
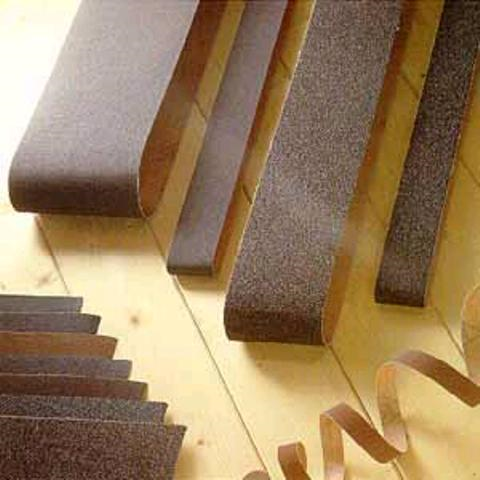
Шлифовальная шкурка.

Круги войлочные, фетровые
Рабочее место ювелира.
Правильная организация рабочего места — одно из важнейших условий роста производительности труда, повышения качества продукции, сокращения безвозвратных потерь драгоценных металлов и облегчения условий работы. Рабочим местом ювелира является верстак. Ювелирный верстак представляет собой стол на одно или несколько мест, состоящий из верхней плиты (крышки), подверстачных труб, фартука для сбора отходов, осветительной лампы и других вспомогательных устройств. Одноместный верстак имеет одну рабочую ячейку (сегментный вырез в столе). Число ячеек в многоместных верстаках определяется количеством рабочих мест. Каждое рабочее место снабжено регулируемым по высоте стулом (креслом). Высота верстака 95—100 см, ширина крышки 55—60 см; длина верстака зависит от количества рабочих мест. Верхняя плита (крышка) верстака, ровная и гладкая, полностью исключает возможность образования щелей и трещин. В крышке есть сегментный вырез (рабочая ячейка) радиусом 30—35 см, отступающий от лицевого края крышки вглубь на 20— 25 см. Расстояние между ячейками многоместного верстака должно быть около 50 см. По контуру крышки проходит бортик высотой 4—5 мм, роль которого — задерживать опилки, попавшие на крышку верстака. Бортик прерывается на середине ячейки для сметания опилок в фартук. Поверхность крышки покрывается линолеумом или жаростойким пластиком. Средняя часть ячейки (в интервале прерванного бортика) как с торца, так и с поверхности крышки обита жестью для предохранения крышки верстака от пламени горелки во время пайки. В последнее время ювелирные предприятия стали переходить на монтировку изделий в отдельном цехе для пайки. В этом случае верстаки оборудуются паяльными аппаратами только в паяльном цехе. В центре рабочей ячейки к торцу крышки крепится финагель (рис. 28), служащий упором при выпиливании лобзиком, опиливании и шабрении. Финагель имеет клинообразную форму. Его длина (расстояние выступа от торца крышки) 80—90 мм, ширина 70—75 мм, угол подъема 30°. В зависимости от характера работы размеры финагеля и его положение (горизонтальная часть снизу или сверху) могут быть изменены. Финагели изготовляют из твердых пород дерева. Подверстачные тумбы служат основанием верхней плиты и шкафами для ящиков с инструментом. Шкафы расположены справа от ячеек и имеют 3—4 средних по глубине выдвижных ящика. Одноместный верстак устанавливается на двух тумбах, многоместный имеет количество тумб по числу рабочих мест. Фартук (кожаный) для сброса отходов крепится к нижней части крышки под ячейкой таким образом, чтобы в свободно провисшем состоянии край фартука выходил за пределы лицевого края верстака на 15—20 см. Фартук должен провисать до колен сидящего ювелира, а центр его находиться под финагелем. Правильно прикрепленная кожа не должна иметь складок. Морщин, затрудняющих сбор отходов из кожи, должно быть как можно меньше, и они должны быть направлены к центру кожи. Состояние кожи проверяют ежедневно с целью выявления сквозных прожогов, трещин и липких пятен от пролитого флюса. Сбор отходов из фартука производится многократным выметанием их волосяной щеткой. Фартук должен иметь застежку, с помощью которой ювелир, вставая с рабочего места, закрывает рабочую ячейку. Но у кожаного фартука есть и недостатки: случайно упавшее в него горячее изделие портит участок кожи, пролитый раствор буры или другой жидкости делает кожу жесткой, с течением времени от выметания из кожи опилок щеткой поверхность ее становится шершавой. Нашли применение верстаки, у которых вместо фартуков жестяные коробы. Глубина коробов делается различной — от 10 до 30 мм. Углубление с лицевой стороны, напоминающее вырез рабочей ячейки, позволяет ювелиру плотно сесть к верстаку и в то же время обеспечивает попадание всех отходов металла в короб. Жестяной короб несравненно дешевле кожаного фартука, значительно дольше он и служит. Кроме того, выметать отходы из короба гораздо удобнее, чем из фартука. Над каждым финагелем устанавливаются осветительные лампы. Лампа должна излучать мягкий, ровный дневной свет. Подвижные устройства позволяют регулировать их положение в вертикальной и горизонтальной плоскостях, чтобы свет равномерно освещал финагель, не попадая в глаза. Ювелирные верстаки на предприятиях, работающих с газом, должны иметь параллельную газовоздушную подводку к каждому рабочему месту для подключения паяльных аппаратов. Для хранения драгоценных металлов и камней каждый рабочий имеет ящичек (гофт). Исходя из размеров гофта, ювелиры подбирают коробочки или одну, многосекционную коробку для хранения изделий, полуфабрикатов, припоев и плотно закрывающуюся баночку для сбора и хранения опилок и других отходов. Во время работы на столе должен находиться только тот инструмент, который необходим для данной операции. У левого края ячейки располагается инструмент, который держат в левой руке, у правого края — в правой руке. Изделия всегда находятся в средней части стола. Выполняя любую операцию, под рукой необходимо иметь щетку для обметания рук и инструмента. Руки и инструмент обметаются в фартук (короб). Уборка рабочего места по окончании работы производится в следующем порядке. Убрав изделия, обметают жесткой щеткой каждый инструмент в отдельности. С особой тщательностью обметают напильники и надфили. Затем опилки и другие отходы с поверхности верстака сметают в фартук. Тщательно обметают руки, и после этого все отходы из фартука (короба) выметают в специальную баночку (фартук обметают в несколько приемов).
Техника безопасности при ручном изготовлении ювелирных украшений.
В процессе изготовления ювелирных украшений исполнитель должен помнить о следующих требованиях.
Одежда работающего должна быть чистой и аккуратно заправленной; рабочее место должно содержаться в чистоте.
Работать следует только исправным инструментом.
Все инструменты с заостренными концами должны иметь ручки.
При разметке, гибке, правке, опиливании, шабрении, штифтовке, чеканке, гравировании, закрепке необходимо проявлять особую аккуратность и осторожность в обращении с чертилкой, циркулем, напильниками, надфилями, шаберами, кусачками, фрезами, чеканами, штихелями; не допускать нахождения указанных инструментов на краю или близко к краю стола; не применять их в качестве приспособлений для открывания ящиков и палочек для размешивания; не касаться руками острых и режущих частей инструмента; по окончании соответствующих работ убрать инструменты в ящики верстака.
Во время выпиливания лобзиком необходимо быть предельно внимательным; не прилагать излишних усилий на пилку в целях ускорения процесса выпиливания, не пытаться высвобождать силой заклинившуюся пилку, не направлять ее пальцами на линию пропила.
Выполняя операцию сверления, нельзя поправлять сверло на ходу.
При полировании изделия держать его острыми гранями по ходу вращения круга.
Полируемые поверхности изделия располагать относительно круга так, чтобы изделие не подхватывалось кругом.
Не допускать сильного нагрева изделия во избежание ожога рук.
При заточке инструмента пользоваться защитным экраном или очками.
Не затачивать инструмент боковой (торцовой) поверхностью круга.
Не мыть руки в масле, эмульсии, керосине и не вытирать их матерчатыми обрезками, загрязненными стружкой.
При проведении паяльных работ особое внимание необходимо обратить на то, чтобы исключить возможность взрыва газов, возникновения пожаров и получения ожогов; при утечке газа запрещается: зажигать горелку, включать и выключать электроприборы; на верстаке не должны находиться легко воспламеняющиеся предметы; изделия должны остывать на подставках из огнеупорных материалов; переносить их следует пинцетом.
При отбеливании нельзя допускать загрязнения отбелов и попадания в них инородных металлов; не допускать попадания отбеливающих растворов на руки и одежду; не опускать в отбел полностью не остывшие детали и изделия, чтобы избежать появления брызг; при погружении изделий в отбел и извлечении их из него пользоваться специальным кислотостойким сетчатым ковшом или медными пинцетами. В случае необходимости работу выполнять в спецодежде (халате, рукавицах) и с применением средств индивидуальной защиты (очков, линз).
Тару с кислотами держать закрытой; при попадании (во время пользования) кислот на тело смыть водой и обратиться к врачу.
После окончания работ (особенно перед приемом пищи) необходимо тщательно вымыть руки; принимать пищу и курить во время работы нельзя.
Художественное литьё
Ювелирные работы
КАЗАНСКАЯ Альбина Владимировна Директор ювелирной мастерской
Издревле и до настоящего времени город Павлово является одним из центров обработки металлов. Одним из направлений ранних ремесел было литьё и ручная ковка предметов утилитарного назначения. Вместе с тем, Павловские мастера трудились над изготовлением художественных традиционно русских изделий, предметов культурного назначения. Старые мастера добились не малых успехов. Применяя различные техники обработки металлов, в тонкости изготовления и художественных достоинств изделий.
В настоящие время, довольно медленно, но происходит возрождение забытых ремесел.
Мастерская ИП”Казанская” принимает непосредственное участие в этом процессе. Преодолев момент становления мастерская сумела занять своё определенное место среди частных литейных мастерских.
РЕЖИМ РАБОТЫ
Понедельник-пятница: 8.00 – 19.00ч;
Суббота: 8.00 – 18.00ч.