

2. Эскизное проектирование оснастки.
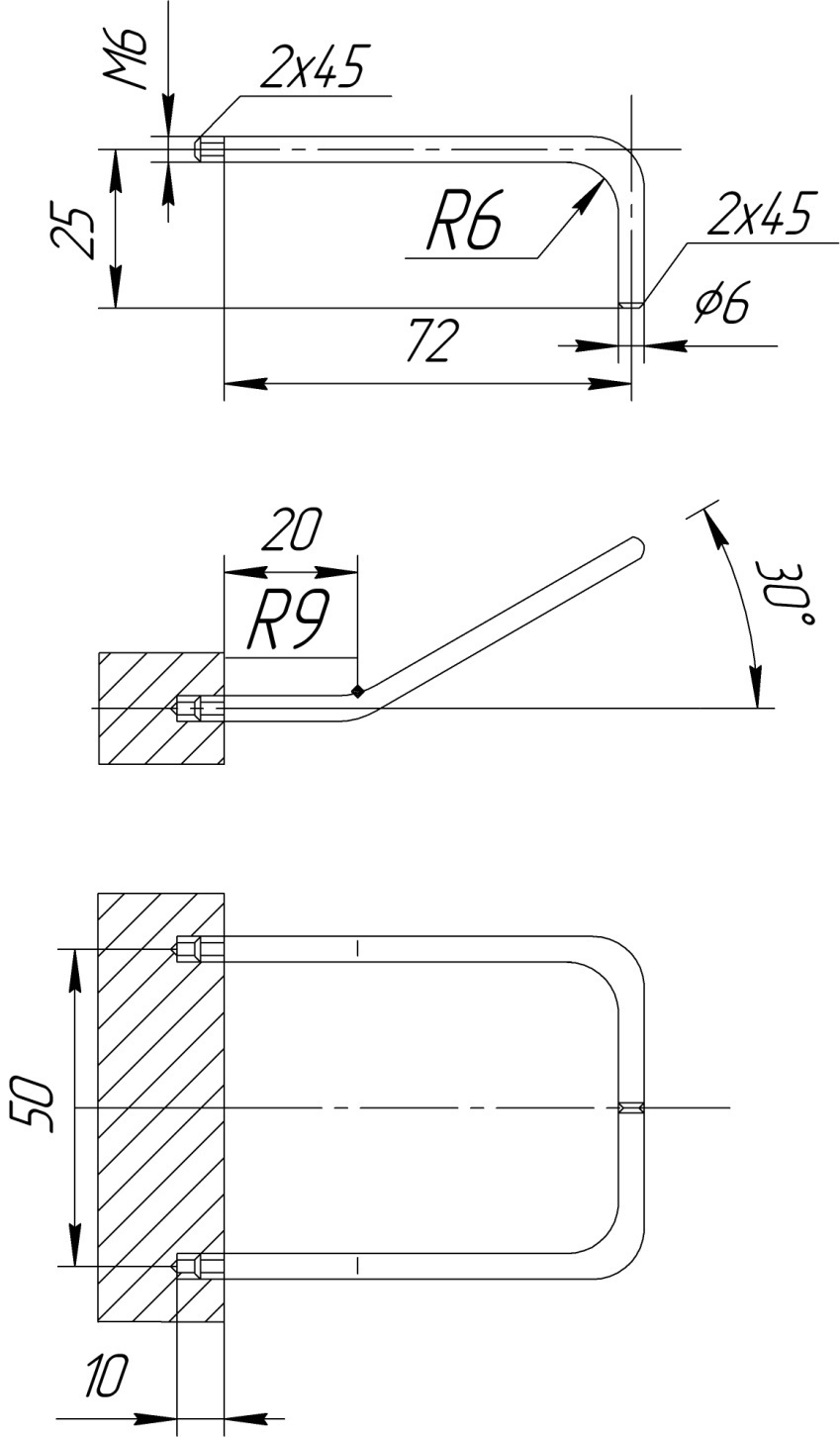
Рис.11. Ручка.
В процессе проработки конструкции, мною были изменены габариты изделия, проработана форма детали, толщина стенки и глухие отверстия. Окончательно выбрано изделие, которое представлено на рис. 4.3..Выбор верен с точки зрения технологических параметров производства изделия и технологического оснащения.

Рис. 12. Эскиз пресс-формы. 1,6- плита; 2,4- матрица; 3,5- пуансонодержатель; 7-винт; 8- изделие; 9- колонка; 10- ручка, 11- выталкиватель
3.Анализ точностных возможностей изготовления деталей.

Рис.13. Вид изделия с размерами.
30 мм – охватывающий размер отверстия.
6 мм – охватываемый высотный размер.
12 мм –охватывающий размер отверстия.
2 мм – охватываемый размер.
4 мм – охватываемый высотный размер.
0,5-0,7 % - усадка пресс композиции.
1. Назначим допуск на размер глухого отверстия 30.



Выбираем допуск на форму по 9 квалитету. Выберем углы наклона: 0,3; 0,4; 0,5.



На основе методики анализа точностных возможностей определим с каким углом уклона можно получить ту или иную точность изготовлении(квалитета):
Элемент изделия |
Элемент пресс-формы |
Технический уклон |
Погрешность |
||||||
Квалитет |
Ти |
Квалитет |
Тф |
Угол |
Высота |
2Ту |
Тs |
Тс |
2Ту+Тs+Тс+Тф |
12 |
0,25 |
9 |
0,062 |
0,3 0,4 0,5 |
6 |
0,063 0,084 0,105 |
0,06 |
- |
0,185 0,206 0,227 |
13 |
0,39 |
9 |
0,062 |
0,3 0,4 0,5 |
6 |
0,063 0,084 0,105 |
0,06 |
- |
0,185 0,206 0,227 |
14 |
0,62 |
9 |
0,062 |
0,3 0,4 0,5 |
6 |
0,063 0,084 0,105 |
0,06 |
- |
0,185 0,206 0,227 |
В результате возможной точности изделие может быть изготовлено по квалитету 12, 13, 14 с углом наклона 0,3; 0,4; 0,5.
Примем для изготовления изделия 14 квалитет с углом уклона 0.5, допуском на изделие i=0.62 мм. Квалитет назначается по условию: 30+0.62 .
2. Назначим допуск на высотный охватываемый размер – 6 мм.



Tu – допуск размера изделия; мм;
Ts – часть допуска изделия, учитывающая колебание усадки пластмассы, мм;
A – номинальный размер элемента изделия, мм;
Smax , Smin – наибольшая и наименьшая усадки пластмассы, %;
Tф – допуск размера формообразующей детали, мм;
Tу = H × tg α – часть допуска размера изделия, учитывающая технологический уклон поверхности формообразующей детали, мм;
H – высота элемента изделия, оформляемого с технологическим уклоном, мм;
α – технологический уклон поверхности формообразующей детали и изделия, град.

В
данном случаи нет необходимости проводить
анализ точностных возможностей, применим
на изготовление 14 квалитет, расчет
значения на допуск будет следующее:

Назначим окончательный допуск по 14 квалитету Тu=0.36 > Tu расч.=0.027.
На чертеже допуск назначается в тело изделия: 6-0.36 .
3. Назначим допуск на размер глухого отверстия 12.

Выбираем допуск на форму по 9 квалитету. Выберем углы наклона: 0,3; 0,4; 0,5.
На основе методики анализа точностных возможностей определим с каким углом уклона можно получить ту или иную точность изготовлении(квалитета):
Элемент изделия |
Элемент пресс-формы |
Технический уклон |
Погрешность |
||||||
Квалитет |
Ти |
Квалитет |
Тф |
Угол |
Высота |
2Ту |
Тs |
Тс |
2Ту+Тs+Тс+Тф |
12 |
0,18 |
9 |
0,043 |
0,3 0,4 0,5 |
6 |
0,063 0,084 0,105 |
0,024 |
- |
0,130 0,151 0,172 |
13 |
0,27 |
9 |
0,043 |
0,3 0,4 0,5 |
6 |
0,063 0,084 0,105 |
0,024 |
- |
0,130 0,151 0,172 |
14 |
0,43 |
9 |
0,043 |
0,3 0,4 0,5 |
6 |
0,063 0,084 0,105 |
0,024 |
- |
0,130 0,151 0,172 |
В результате возможной точности изделие может быть изготовлено по квалитету 12, 13, 14 с углом наклона 0,3; 0,4; 0,5.
Примем для изготовления изделия 14 квалитет с углом уклона 0.5, допуском на изделие i=0.43 мм. Квалитет назначается по условию: 12+0.43 .
4.Назначим допуск на охватываемый размер 2 мм.
Tu – допуск размера изделия; мм;
Ts – часть допуска изделия, учитывающая колебание усадки пластмассы, мм;
A – номинальный размер элемента изделия, мм;
Smax , Smin – наибольшая и наименьшая усадки пластмассы, %;
Tф – допуск размера формообразующей детали, мм;
Tу = H × tg α – часть допуска размера изделия, учитывающая технологический уклон поверхности формообразующей детали, мм;
H – высота элемента изделия, оформляемого с технологическим уклоном, мм;
α – технологический уклон поверхности формообразующей детали и изделия, град.

На основе методике анализа точностных возможностей определим с каким углом уклона можно получить ту или иную точность при изготовлении (квалитет).




Элемент изделия |
Элемент пресс-формы |
Технологический уклон |
Погрешности за счет |
Общая погрешность 2Ty(Ty)+ TS + Tф+ Tc |
||||
Квалитет
|
Tu |
Квалитет |
Tф |
Угол α |
Высота Н
|
2Ty(Ty) |
TS |
|
12 |
0.10 |
9 |
0.025 |
0.25 0.5 0.75 |
12 |
0,052 0,104 0,157 |
0.004 |
0.081 0.133 0.186 |
13 |
0.14 |
9 |
0.025 |
0.25 0.5 0.75 |
12 |
0,052 0,104 0,157 |
0.004 |
0.081 0.133 0.186 |
14 |
0.25 |
9 |
0.025 |
0.25 0.5 0.75 |
12 |
0,052 0,104 0,157 |
0.004 |
0.081 0.133 0.186 |
Анализ достижимой точности:
В результате возможности точности изделия: оно может быть изготовлено по 12 квалитету с углом уклона 0.25; по 13 квалитету с углами уклона 0.25, 0.5 и по 14 квалитету с углом уклона 0.25, 0.5, 0.75
Примем для изготовления изделия 14 квалитет с углом уклона 0.5, допуском на изделие i=0.25 мм назначенным в тело. Квалитет назначается по условию: 2-0.25 .
5. Назначим допуск на высотный охватываемый размер – 4 мм.
Tu – допуск размера изделия; мм;
Ts – часть допуска изделия, учитывающая колебание усадки пластмассы, мм;
A – номинальный размер элемента изделия, мм;
Smax , Smin – наибольшая и наименьшая усадки пластмассы, %;
Tф – допуск размера формообразующей детали, мм;
Tу = H × tg α – часть допуска размера изделия, учитывающая технологический уклон поверхности формообразующей детали, мм;
H – высота элемента изделия, оформляемого с технологическим уклоном, мм;
α – технологический уклон поверхности формообразующей детали и изделия, град.

В
данном случаи нет необходимости проводить
анализ точностных возможностей, применим
на изготовление 14 квалитет, расчет
значения на допуск будет следующее:

Назначим окончательный допуск по 14 квалитету Тu=0.31 > Tu расч.=0.038.
На чертеже допуск назначается в тело изделия: 4-0.31 .